
Minimize operational risk with an onsite chemist
by David Addison and Judy Weir, Thermal Chemistry Ltd
Powerplant chemists are responsible for minimizing corrosion- and deposition-related failures in combined-cycle facilities. Their demonstrated positive impact on operations contributes significantly to plant efforts aimed at achieving top performance—a fact that often is not fully appreciated by station management.
The “unseen” nature of cycle chemistry work is one reason. Mechanical and electrical issues, by contrast, are quite visible, often causing equipment to fail and, on occasion, plants to shut down. The consequences of poor plant chemistry and chemistry control may not surface for years because of the delayed-development characteristic of the issues. Examples: Heat-recovery steam generator (HRSG) and steam-turbine damage mechanisms, such as under-deposit corrosion and stress corrosion cracking, respectively, can result in failures months or years after the initiating chemistry event or events.
Traditionally, combined-cycle plants have had small staffs because of their relatively high degree of automation and aggressive pro formas. Many of these plants have no chemist, or only a part-time position, or third-party management of cycle-chemistry functions. Each of these circumstances presents a degree of risk to long-term reliability.
Often the chemist’s role, as viewed by plant operations and engineering personnel, is to collect samples and adjust chemical analyzers at the wet rack—and very little else. This is a gross understatement. The chemist’s role is complex and multi-faceted, and when carried out correctly, contributes to improved plant reliability.
Another common misconception about the chemist’s role in a combined-cycle plant is that it’s an “easier job” than at a coal-fired steam station because there are no coal/ash chemistry issues to deal with. However, combined-cycle chemistry is at least as complex, if not more so, than that for a coal plant. Reasons include multiple boiler pressure stages, blended flows, mixed chemistry programs, etc. Plus, combined cycles are much more difficult to inspect and repair than a conventional steam unit.
Staffing levels are another consideration. A typical coal plant generally has four to five times the personnel assigned to a combined cycle of equivalent output. This means the combined-cycle chemist is sure to be assigned several part-time roles as well—such as health and safety, environmental compliance, etc—which impact the time available for core/strategic chemistry functions.
Key areas of cycle chemistry
 For the chemist to fulfill his or her core mission of preventing corrosion- and deposition-related failures consistent with plant operating objectives, proper attention must be given to the routine, strategic, and troubleshooting aspects of cycle chemistry.
For the chemist to fulfill his or her core mission of preventing corrosion- and deposition-related failures consistent with plant operating objectives, proper attention must be given to the routine, strategic, and troubleshooting aspects of cycle chemistry.
Routine chemistry incorporates the core cycle-chemistry functions that must be handled daily by a chemist, chemical technician, operator, or contractor to prevent issues today. They include ensuring:
- Instrumentation is working correctly.
- Dosing systems are operating properly.
- The correct grab samples and chemical data are being collected for analysis.
- Compliance with operating limits.
- Makeup water is being supplied within spec.
Strategic chemistry. Routine chemistry is only one aspect of what a chemist needs to do to protect a combined-cycle plant against corrosion- and deposition-related problems. Strategic chemistry, a second aspect of the job, focuses on the long-term chemistry functions that must be accomplished to prevent issues tomorrow. These are among the “unseen” activities a chemist responsible for—ones equally important as those activities that fall under routine chemistry. Strategic chemistry includes the following:
1. Development of site-specific cycle-chemistry guidelines for:
- Establishing chemical regimes for the various plant areas, stating set points, limits, etc. and how the chemistry will be achieved.
- Identifying the person responsible for ongoing monitoring and maintenance of chemistry-related plant and equipment.
- Deciding on the operational and/or maintenance changes required to ensure chemical limits are met.
- Compiling a troubleshooting plan to address possible chemical problems that could occur in any plant area.
2. Conduct routine corrosion-product studies to determine cycle-chemistry program effectiveness and to help identify potential flow-accelerated corrosion (FAC) locations.
3. Conduct routine mechanical- and vapor-carryover testing to determine the effectiveness of drum steam separators.
4. Develop a management plant to ensure plant-specific FAC-related risks are being managed correctly and effectively.
5. Analyze operating data to support acceptable long-time cycle-chemistry performance. This requires that all online chemical analyzer data be transmitted to the plant control room and archived.
6. Make inspections to assess the internal condition of the overall plant and to link the online cycle-chemistry data analysis to the actual physical condition of the major equipment.
7. Conduct training for plant engineering and O&M personnel to ensure cycle-chemistry information is distributed and used correctly throughout the organization, and the chemist’s role is clearly understood.
The plant benefits tremendously by having operators who understand the importance of cycle chemistry and how to deal quickly and effectively with process upsets—such as one caused by a condenser tube leak—which seem occur most often in the middle of the night. Regular operator chemistry training is essential; refresher training is recommended annually or more frequently.
8. Participate in ongoing professional development to assure that the chemist’s technical skills and abilities remain sharp. Expert information can be obtained by regular review of the latest literature/guidelines and by attending appropriate training courses and chemistry conferences.
9. Developing cycle-chemistry strategic plans to ensure future improvement projects are identified. The chemist needs a strategic plan consistent with the overall site operational and engineering plan that identifies where plant chemical functions are predicted to be over the next five to 10 years, and where improvements should be made. Include in this plan the work to “design out” future failure areas as determined by analysis of collected data and a review of the state-of-the-art and current best-practices guidelines.
For new combined-cycle projects, the chemist should be intimately involved with the specification and design of any chemistry-related unit operations. Involvement in upgrade projects may include writing of technical specifications and specific project-management assignments—such as the management of HRSG chemical cleaning activities.
Troubleshooting chemistry involves the investigation of issues that must be conducted now to better understand today’s problems and to avoid new ones tomorrow. These include such things as:
- Undertaking root-cause-analysis (RCA) investigations of failures and ensuring that remedial actions are implemented.
- Providing cycle-chemistry input to assist in investigations of plant problems—often to eliminate chemistry as a possible root cause.
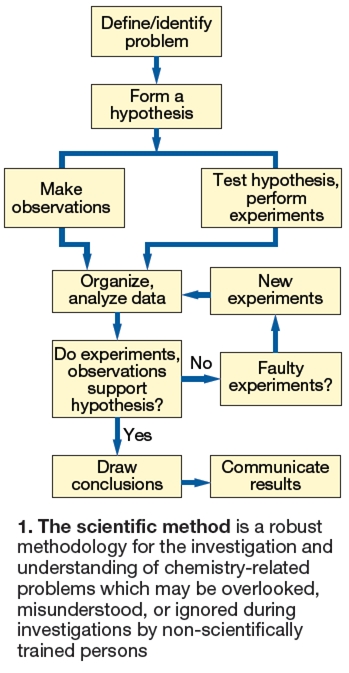
- Using the “scientific method” to assure the correct outcome. This demands the following:
1. Understanding the difference between causation and correlation as they relate to data analysis.
2. Developing testable hypotheses.
3. Eliminating bias and preconceived ideas that could influence the final outcome of the analysis.
Whatever name is used—be it troubleshooting, incident investigation, or RCA—they all require the investigation and resolution of significant plant problems or failures with a chemistry component. This often is carried out as part of a multi-disciplined team that also may include engineers, operators, and plant management. Such activities are closely aligned with strategic chemistry, but also contain aspects of routine chemistry, as additional sampling and testing often is required as part of the investigation.
It is the chemist’s responsibility to introduce the scientific method to the other participants (Fig 1). Often underused and underrated in a combined-cycle environment, the scientific method will validate critical findings. It provides a robust methodology for the investigation and understanding of chemistry-related problems which often are overlooked, misunderstood, or ignored unintentionally during investigations by non-scientifically trained persons.
Anecdotal, information, conjecture, preconceptions, and poor understanding of the plant and its processes often lead to incorrect RCA results and the high probability of repeat failures. Important to remember: Never rely on anecdotal information.
Key take-aways
• You can’t run a large combined-cycle plant well without a chemist: Corrosion and deposition problems eventually will catch up with you.
• Routine, strategic, and troubleshooting chemistry functions must be conducted regularly: World-class plants do this.
• Operators will run your plant better if a chemist is onsite. A qualified “house” chemist assures better procedures, better training, better results.
• The most effective chemist will be adept at “talking the management talk.”
• The full-outsource model for chemistry services usually looks good financially, but science often is lacking. Consider outsourcing carefully, very carefully.
Principal activities
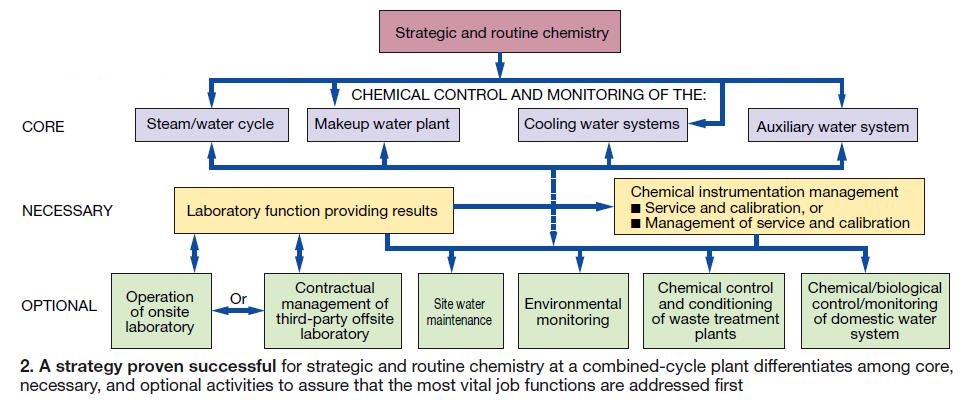
The chemist’s responsibilities in a combined-cycle plant can be divided into the three groups of activities described below and illustrated in Fig 2 for a hypothetical F-class plant with a full range of water-treatment requirements:
- Core activities are the critical functions that must be conducted to ensure high availability and reliability over the long term. They include both routine and strategic chemistry functions. The chemist is intimately involved in guiding the management of the chemical regimes implemented in the core areas to minimize corrosion and deposition.
- Necessary. Support activities required for accurate completion of core functions. Without them, the information analyzed in the core activities would be meaningless. The chemist is directly concerned with the product (or outcome) of these activities, and in many cases, will be involved directly in their management—supplying technical advice and input. Consider laboratory tests, for example. Regardless of who does the analysis, the chemist is responsible for ensuring the results are accurate and timely so the correct chemistry is maintained.
- Optional activities depend on the type and size of combined-cycle plant and what business decisions site management has made in the areas identified in the chart. The chemist only may be involved in managing interfaces between the core and optional activities. In some generating facilities, the chemist can have more involvement in the chemical management of these optional activities, including the responsibility for managing those assets.
Communication
A chemist must communicate with many different business units and people at both the plant level and at headquarters while pursuing his or her routine, strategic and troubleshooting chemistry activities. The most important communications are at the top of the list immediately below, the least important at the bottom.
- Station management.
- Station operations.
- Chemistry-related contractors and consultants.
- Station engineering.
- Instrument and maintenance technicians.
- Station/corporate environmental specialists.
- Health and safety.
- New plant/project business development.
- Corporate engineering.
The highest-priority communication target for the chemist is plant management, primarily because it is the plant manager who ultimately controls the budget and all plant activities. The chemist must clearly and effectively communicate the following information to plant management:
- Establish short-term (routine) and long-term (strategic) chemical requirements for the plant budget.
- Confirm that routine chemistry activities are being completed.
- Identify strategic chemistry risks, along with clear recommendations for the minimization of those risks.
Excellent communications skills are necessary to carry out successfully best-practice chemistry activities, which require the following:
- Both verbal and written instructions/requests/feedback/results, etc.
- Clarity in explaining complex terms and problems to plant management, complete with detailed descriptions of what is needed to resolve those problems with minimum impact on plant operations.
- A good grasp of the complexities of cost/benefit analysis and how to explain the outputs of that analysis.
PM critical to success
A chemist’s success depends significantly on the degree of management support received—including the following:
- Sufficient budget for routine and strategic cycle-chemistry activities.
- A commitment to professional development and technical training for the chemist.
- Timely communication of changes to the plant operating environment—such as new cycling patterns and non-chemistry-related plant maintenance requirements that could impact cycle chemistry.
Staff vs outside chemist
It is becoming more common at combined-cycle facilities worldwide to combine the day-to-day chemistry activities with a chemical supply contract—a third-party package that theoretically eliminates the need for a chemist on the plant staff. This model often includes chemical supplies for both the HRSG and cooling-tower water along with regular site visits by a technical rep to do sampling and review of cycle chemistry.
Such arrangements are viewed favorably by budget-conscious plant managers and accountants. However, cost/benefit analyses of these contracts rarely are conducted using real cost data derived from the long-term consequences of not having a trained chemist (or technicians or operators trained in chemistry) on staff.
The use of a third-party chemical supply and services company in place of a dedicated in-house chemist has some inherent risks that plant managers and owners should be aware of—including:
- A focus on routine chemistry aspects only, with little or no attention to the strategic and troubleshooting chemistry needs of the plant. More robust terms might alleviate this shortcoming.
- The level of technical support and training of the service providers may be insufficient for the overall cycle-chemistry needs of the plant.
- Insufficient time is spent onsite, and usually there is no, or very little, follow-up on any cycle-chemistry issues identified. Information is collected but not analyzed.
- There can be a reluctance to raise complicated cycle-chemistry issues with plant management because of the potential repercussions and possible loss of the business contract.
If a chemical services/supply company is hired, its personnel should work with the plant chemist and report directly to him or her. This model has provided the greatest observed degree of success in relation to effective cycle-chemistry management.
Chemist staffing
The optimal cycle-chemistry-relate staffing level for a given combined-cycle facility requires some analysis because it depends on plant design and configuration. Here are recommendations for three hypothetical plants:
- Plant 1: Up to 250 MW, multiple small gas turbines, single- or double-pressure HRSGs, water treatment plant, cooling tower. Staffing: one full-time chemist.
- Plant 2: 300-400 MW, single-shaft, triple-pressure HRSG, water treatment plant, once-through seawater cooling. Staffing: At least one full-time chemist plus half of a support technician’s time; or support from a chemical service/supply company in place of the staff technician.
- Plant 3: 300-400 MW, single-shaft, triple-pressure HRSG, water treatment plant, air-cooled condenser or cooling tower. Staffing: At least one full-time chemist and a full-time support technician; or support from a chemical service/supply company in place of the staff technician.
Add-ons. For each additional 300-400 MW, add at least one more support technician or equivalent support from a chemical service/supply company. For plant 1000 MW or larger, two full-time chemists are recommended. These positions probably would be split into routine and strategic chemists. Thus, a 1000-MW+ combined cycle would have two chemists and two technicians, and possibly a graduate chemist/trainee support technician. CCJ
About the authors
David Addison (david.addison@thermalchemistry.com) works with utilities and independent generators to resolve cycle-chemistry issues. Prior to launching Thermal Chemistry in spring 2008, he was senior project chemist at the Electricity Corp of New Zealand’s (today, Genesis Energy) Huntly Power Station. Addison has a Bachelor’s degree in chemistry and a Master’s in materials science.
Judy Weir (judy.weir@thermalchemistry.com) is a powerplant chemistry consultant specializing in the design of new utility water treatment plants and cooling water systems and in the improvement of existing facilities. Training of chemists and operators is another of her responsibilities. Weir has two Bachelor’s degrees in applied science (biology and chemistry).
