
Eta Technologies LLC, believed by many to be the nation’s leading independent provider of new and aftermarket parts and maintenance solutions for Siemens V series industrial gas turbines, was purchased by Allied Power Group (APG) in mid-2018. Principals Rich Curtis and John Kearney, who launched Eta Tech in 2004 and were well known to V users, joined APG as part of the acquisition.
Eta Tech’s expertise fit seamlessly with APG’s strategy of providing full-service solutions to the power industry—including turbine component repair, rotor repair, new-parts manufacturing, and field service—thereby creating a highly capable aftermarket resource for owner/operators of V engines worldwide. To date, APG has focused its attention on the E-class V84.2 engine.
With few opportunities in the US for showcasing its products and services to the V user community, APG’s Curtis and Kearney caught up with the editors to review both the issues they are finding during visits to US plants powered by V84.2 engines and the successful corrective steps they have used to restore engine health. The many explanatory photos included here double as a valuable training aid for new hires and as a reminder for veterans who have not been involved in an overhaul recently.
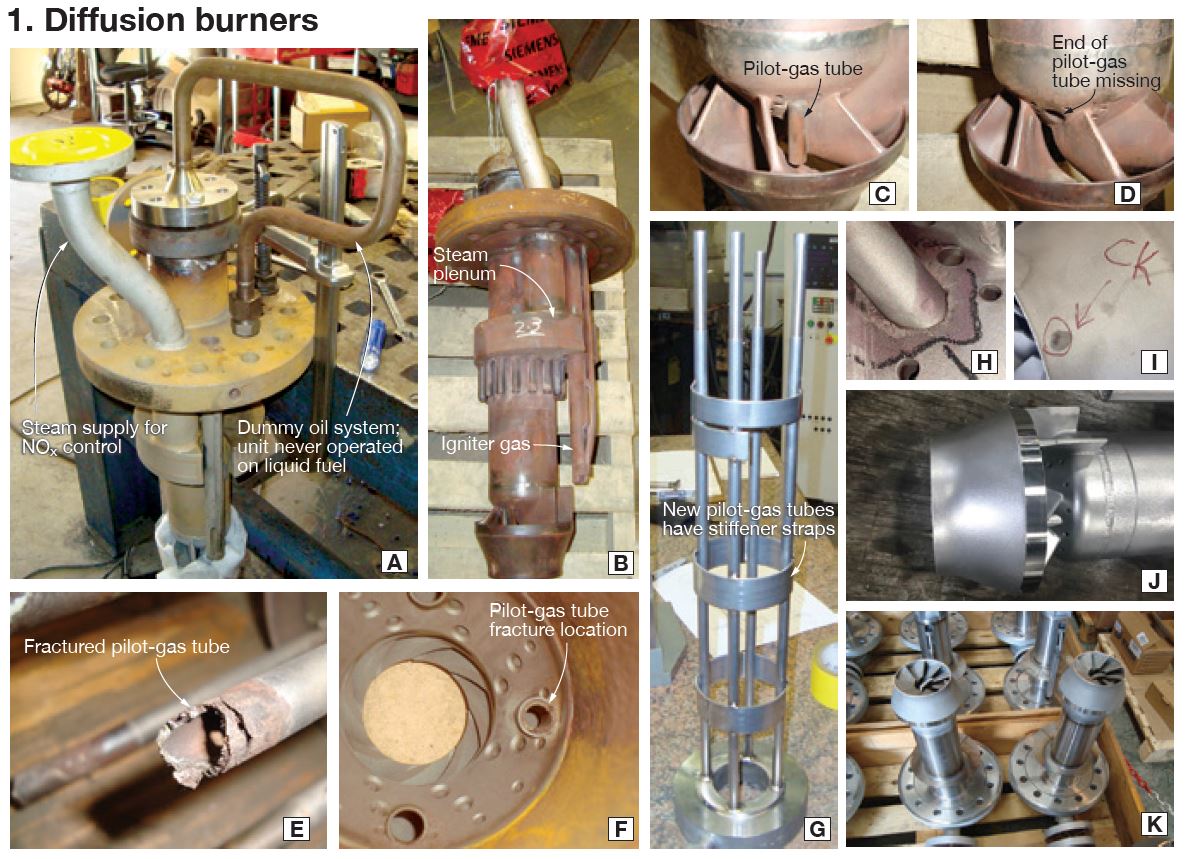
1. Diffusion burners. Broken pilot tubes found during burner inspections must be repaired quickly to maintain outage schedule. Recall that four pilot tubes are installed in each burner (Figs A and B) to deliver pilot gas to the swirler (C) for stabilizing combustion while in premix operation. For the case illustrated, not all pilot-gas tubes were in evidence (D), some having fractured (E) just above the hole through the swirler casting (F).
Metallurgists, including Curtis, suspected stress corrosion cracking of the 300-series stainless steel tubes was the underlying cause of the pilot-tube failures and selected Inconel-600 as the replacement material (G).
The burners at this plant exhibited other damage as well—such as severe oxidation of carbon-steel oil-burner flanges, which were weld-repaired and finish-machined as part of the project. Also of note, the thermocouples provided by the OEM were not replaceable without disassembly. Eta Tech developed a replaceable T/C mod, now included among APG’s solutions.
Perhaps the biggest challenge on this project, Curtis said, was completing the repairs, installation, and final inspection within a 12-day window to avoid an outage extension. The plant had no spare burners so replacement of the pilot-tubes was the only viable option.
At other plants, swirler casting defects—including cracks and porosity (H and I)—have been found. No problem, generally speaking, according to Curtis, APG can now manufacture new and replace swirlers, as well as diffusion-burner assemblies (J and K).
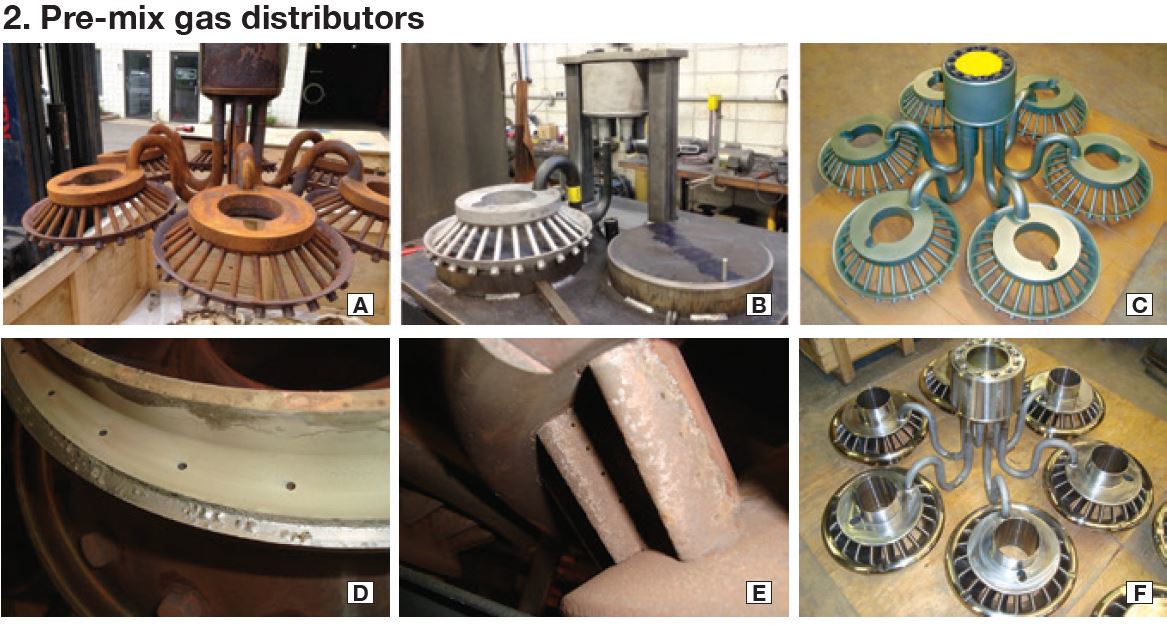
2. Pre-mix gas distributors. Curtis next discussed repairs to the legacy H-style gas distributor. He seemed particularly proud of the procedure Eta developed to replace corroded “S” bends (Fig A), originally fabricated from 16Mo carbon steel, with P11 material of increased wall thickness.
The company’s fixture enables the making of precision repairs (B) as an alternative to purchasing a new distributor assembly from the OEM for significantly more money. A corrosion-resistant coating adds a measure of protection (C). Note the notches in the six distributors to accommodate the igniter tube visible in Fig B in Section 1 on diffusion burners.
Curtis mentioned seeing “S” tubes lose up to 40% of their wall thickness, much like HRSG tubes subjected to FAC. The weld process used, he continued, has been qualified with sample cut-ups and hardness traverses as-welded and after stress relief. Welds made in refurbishing gas distributors are stress-relieved, x-rayed, and liquid-penetrant inspected.
Over the last several years, most V84.2 units in the US fleet have upgraded to the so-named HR3 style of distributor, where pre-mix gas is delivered to each of the six “heads,” a/k/a diagonal swirlers. Fuel gas enters the air stream through holes in the airfoils in each head. Damage mechanisms associated with this design include fretting wear of the flange on each head (D) and corrosion of the airfoils (E). Should airfoil corrosion or other damage get too severe for repair, APG offers a new HR3 (F).
Kearney, a former plant manager, interjected that an additional “hot button” on this component today is the cleaning of internal passages. He said the OEM brings an ultrasonic cleaning bath to the plant for this purpose, but users have told him this method is ineffective and expensive. Plus, disposal of spent cleaning solution can be problematic in some locations. APG offers an offsite thermal cleaning alternative (takes about a week from removal to reinstallation).
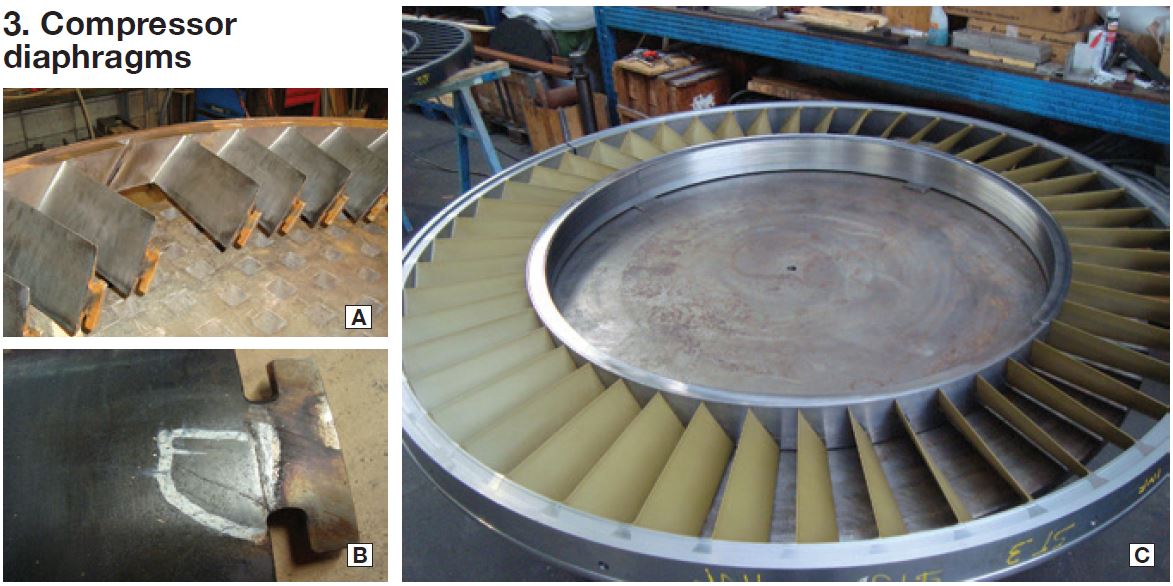
3. Compressor diaphragms. Kearney said many V84.2s he’s familiar with have never had compressor diaphragms removed for inspection or repair. Simple erosion and corrosion over time is to be expected and not much of a concern beyond reducing compressor efficiency.
However, diaphragms are prone to developing airfoil cracks emanating from the inner tenon, where the vane attaches to the assembly’s inner ring (Figs A and B). Curtis concurred with what he believes is a general feeling among users that the OEM has overly conservative repairability criteria on the number/sequence of cracked vanes that allow or disallow full diaphragm repair. Eta Tech, and now APG, routinely extend these criteria if analysis confirms the decision.
In the event repairs are not practicable, APG has the engineering/manufacturing know-how to make all diaphragm stages (C). In fact, Curtis said, new coated diaphragms were delivered to customers last year.
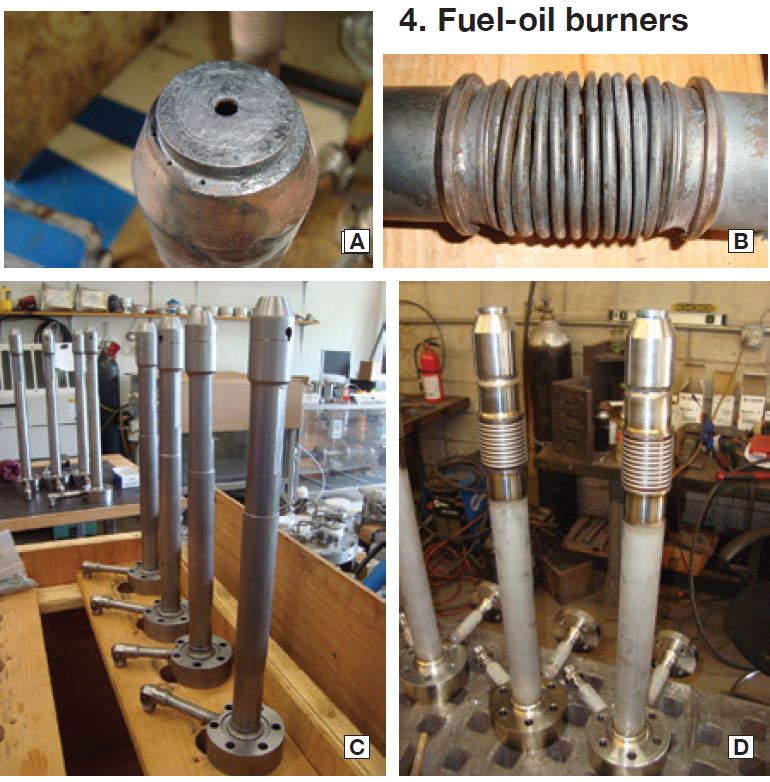
4. Fuel-oil burners. According to Kearney, Siemens manufactures two different styles of fuel-oil burner lances: oil only and oil/water, the water circuit for NOx abatement and/or power augmentation. The OEM design relies on shrink fits to separate and seal the water and oil flow channels, Curtis added, connections that can fail in service and cause coking (Fig A), bellows damage (B, oil/water design only), unusual spray patterns, and flame-tube damage.
Burners that are repairable are completely disassembled by APG, cleaned, parts replaced as necessary, reassembled, and flow-tested. When repairs are not cost-effective APG offers new. It manufactures both styles of burners (C and D). Excellent performance in service is claimed.
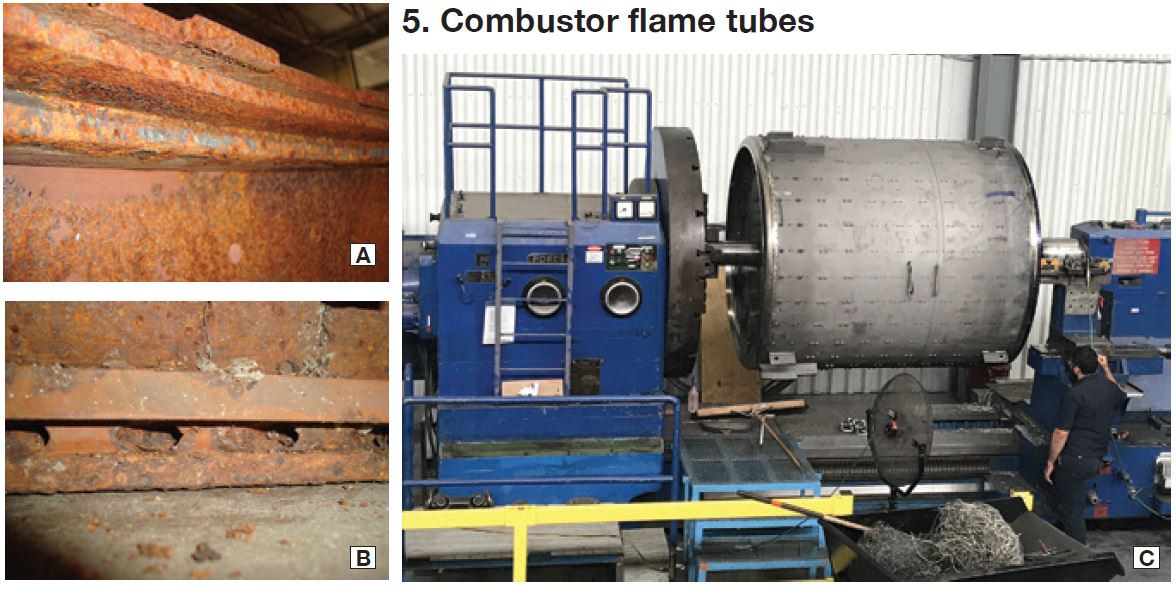
5. Combustor flame tubes. The OEM’s design of combustor flame tubes has evolved over the years to address service-related material distress. The upper F-ring (Fig A) and the lower tile support ring (B) are made from carbon steel and are exposed to combustor temperature—thereby making them prone to severe oxidation damage.
Curtis recalled mechanical design changes made by the OEM to protect the F-ring—changes requiring the purchase of new-style combustor dome plates and relocation of combustor-brick “removable” rows. He said Eta Tech took a different approach: Make F-rings and tile support rings from an oxidation-resistant alloy that did not require flame-tube or dome-plate configuration changes, and add TBC to mounting hardware for combustor-brick “removable” rows. APG can supply all of the hardware used in the combustors, including the ceramic bricks.
Recently, APG has manufactured and delivered new flame tubes with rings of upgraded nickel-based alloy. Plus, it has repaired and upgraded used flame tubes with the upgraded rings (C).
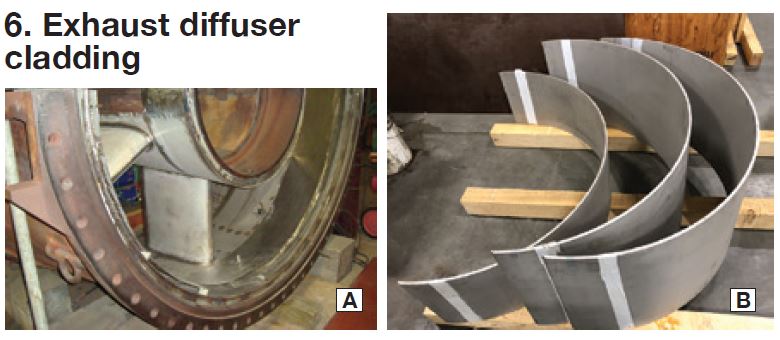
6. Exhaust diffuser cladding. The exhaust diffuser, or frame, for the V84.2 has inner and outer cylindrical and conical sections and airfoil-shaped struts that support the turbine end-bearing compartment (Fig A). Replacement of the stainless-steel liner for the diffuser is necessary when embrittlement occurs and cracks occur, and poor weldability makes repair difficult. For users opting to replace damaged components, APG offers individual sections of cladding (B) or full-replacement cladding “kits.”
7. Rotor disks. Looking ahead, Curtis said that as V84.2s approach 200,000 equivalent operating hours, compressor (photo) and turbine rotor discs, and hollow shafts, become candidates for retirement. Anticipating the coming demand, APG has completed all necessary engineering work and supplier qualification for the supply of new rotor components. The company is expecting orders for delivery in late 2020 and beyond.



