


Steven C Stultz, Consulting Editor
Editor’s note: Registered users can access the comprehensive slide deck developed by EPRI for its HRSG Technology Transfer Workshop, go to www.powerusers.org, click the HRSG Forum logo and then the “Conference Archives” button at the top of the screen.
As a final day attached to the HRSG Forum’s 2023 Conference and Vendor Fair, June 12 – 15, at the Renaissance Atlanta Waverly, the Electric Power Research Institute presented EPRI heat-recovery steam generator technology transfer day, open to all Forum attendees.
Principal organizers were these EPRI program leaders:
- Bill Carson, HRSG.

- Tom Sambor, Power Plant Piping.
- John Siefert, Materials.
Primary agenda topics included the following:
- Current industry challenges.
- Safety issues with header end caps.
- Activities with high-temperature components.
- Steam leaks in high-temperature intersections (tees).
- Damage related to attemperators/desuperheaters.
- Activities with low-temperature components.
Bill Carson opened the program with a safety session on personal protective equipment, followed by an overview of information available through the EPRI website. Those interested should visit https://enroll.epri.com.
Eugene Eagle, Duke Energy, the utility chair of the HRSG program, then presented an overview of EPRI Program 218, Heat-recovery steam generators, and research areas that include damage mitigation, improved performance, life management, flexible operation, and HRSG innovations. He included specific values gained from EPRI Program technology research activities. For more details, visit Program 218: Heat Recovery Steam Generators | Program Home (epri.com)
 Today’s challenges
Today’s challenges
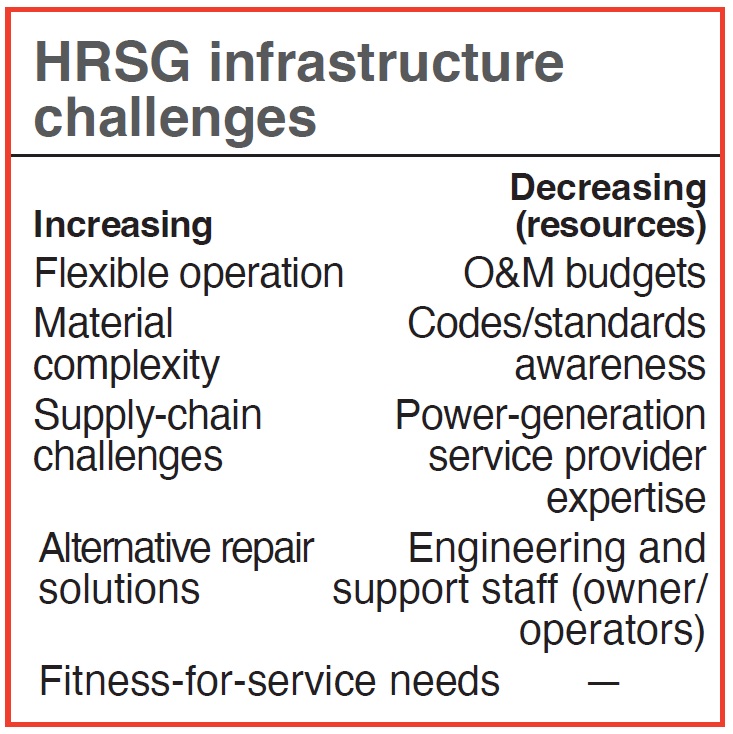
Tom Sambor offered an interesting assessment of the state-of-the-industry, and summarized HRSG infrastructure challenges (table), stating “Uncertainty is increasing; resources are decreasing.”
Sambor focused on the increasing need for an “integrated life-management” strategy, which EPRI has organized into seven parts. An integrated-life management approach for a component relies on, at a minimum, an equivalent consideration of mechanics (structural analysis, thermal hydraulics, etc), metallurgy, and nondestructive evaluation.
EPRI has numerous examples where each of these elements, he stated, are performed “poorly” by power generation service providers as they frequently lack a “rigorous approach.” See “Integrated Life Management of Grade 91 Steel Components: A Summary of Research Supporting the Electric Power Research Institute’s Well-Engineered Approach” for free download.
Sambor then reviewed how EPRI has a suite of information available for HRSGs that fits within each part of an integrated life-management strategy in detail.
Fundamentals. The “industry is reliant on NDE as the only tool in the toolbox,” despite industry codes and standards emphasizing the importance of materials testing and engineering evaluation, Sambor stated. He referenced a series of documents that the HRSG program at EPRI has on fundamentals, increasingly important because of the loss of both service-provider expertise and engineering and support staff within utilities.
Service experience. Sambor explained how the examination of unexpected, premature, or early-in-life industry failures has led EPRI to identify some components or systems as systemic “industry issues.”
Specifically, attemperators/desuperheaters, flat end closures, seamless and welded intersections, stainless-steel flowmeters, seam welded fittings/piping, small-bore DMWs, and, more generally, CSEF steels were all identified as industry issues relevant to HRSGs.
He identified that flat end closures, intersections, and attemperators/desuperheaters would be discussed as part of the day-long technology-transfer meeting because there have been recent and historical examples for each identified issue. See “Life Assessment Primer for Heat Recovery Steam Generator Internal and External Piping.”
Specifications. Sambor next noted the increasing need for specifications that go above and beyond the minimum requirements in relevant HRSG codes and standards. Emphasizing this need is the fact that the previously discussed industry issues are typically associated with components that comply with the ASME Code.
To that end, EPRI has developed a range of guidance initiatives that includes product forms, processes, components, and plants. Sambor further explained that “EPRI is uniquely positioned to provide comprehensive technical assistance for material/component replacement or new construction,” including specification guidance.
Guidelines. Sambor then reviewed numerous guidelines focusing on strategies to avoid pressure-part failures—including those during startup and shutdown, HRSG materials selection, and operating HRSG drains, etc. He highlighted the need for reducing uncertainty and pointed to additional information available for that purpose.
NDE and FFS. Interesting discussions followed on nondestructive evaluation and analysis. Showing large-feature cross-welds in Grade 91 material, Sambor stated that there is “limited detectability of creep damage in modern alloys via NDE.”
He also stated that “NDE alone is not an adequate life-management strategy. Mechanics and metallurgy (at a minimum) must be considered, and the uncertainty in these areas needs to be reduced as much as practical.”
Further support for this statement: “A significant portion of the costs to perform NDE is for no-value-added activities such as scaffolding, insulation removal, surface preparation, and project management,” he explained.
He also addressed fitness-for-service (FFS), noting that EPRI has a large ongoing effort in this area. FFS methods developed as part of this work are being used for tees and other geometries. EPRI also has the capability, in its lab or otherwise, to subject components removed from service to post-mortem evaluation and analysis. See “An Informed Perspective on the Adoption of Comprehensive Fitness-for-Service in an Integrated Life Management Strategy.”
Repair or replace. Decisions can be difficult, and repairs are “typically not one-size-fits-all.” Each needs to be engineered, but more critical is the determination of root causes. “Root causes must be identified and mitigated,” he said.
Sambor offered an extensive list of information that is available to assist in repair/replace decisions. Subjects include weld overlay, tube and tube-to-header repairs, steam turbines, fans, and deaerators. Another long list focuses on CSEF steel alternative weld repair and includes effects of filler metal or process, weld geometry, and other component specifics such as girth and dissimilar metal welds.
After outlining a multitude of research programs and results, Sambor stated that “research is not complete. EPRI continues to assess repairs on materials removed from service,” and encourages owners/operators to donate samples.
Technology transfer. Sambor concluded this section of the program stating that EPRI technology transfer includes numerous activities that are publicly available, such as:
- EPRI presentations at industry workshops.
- Participation in codes and standards.
- Published papers and articles to raise awareness.
- Industry alerts. See example here.
He then said that “Technology transfer is not a one-way street. Reach out to EPRI if you have experienced and/or identified a unique failure or have a question” (email ppa@epri.com).
New construction challenges
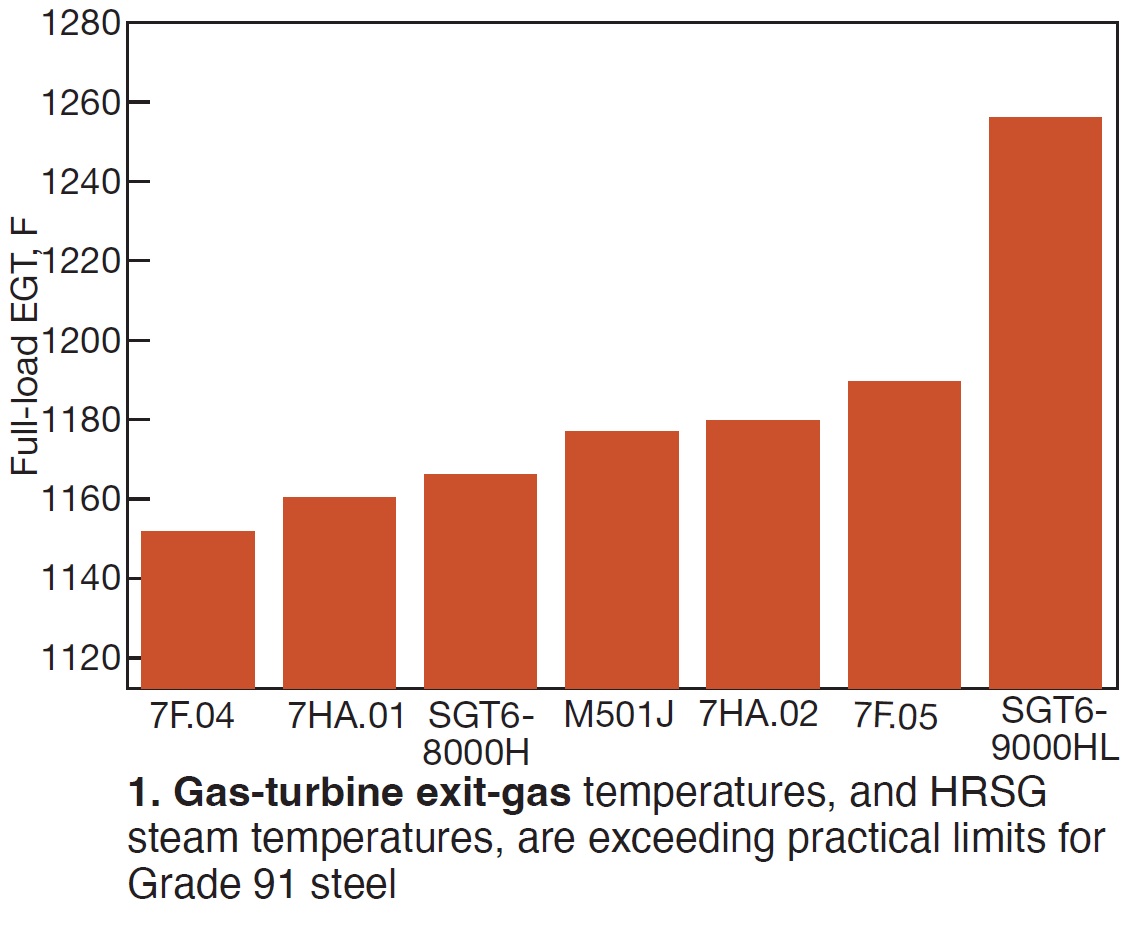
With modern gas turbines, exit gas temperatures of 1150F and steam temperatures of 1050F are exceeding the practical limits for Grade 91 steel (Fig 1).
So, the question becomes: “Do you (the owner/operator) opt for advanced stainless/higher chrome CSEF steels, or push the 9Cr performance envelope?”
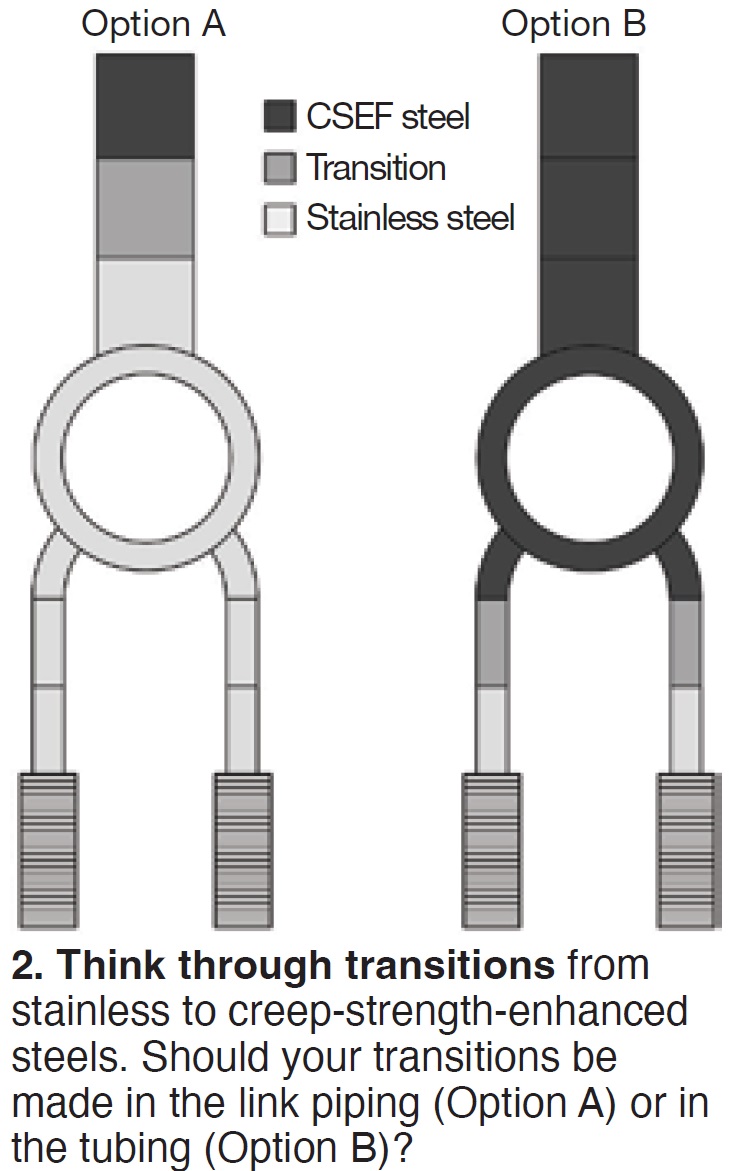
Advanced alloys offer options, but also some learning curves. For example, there could be options when transitioning from stainless steel to CSEF steel within the HRSG (Fig 2). The transition shown could be in the piping (Option A) or in the tubing (Option B).
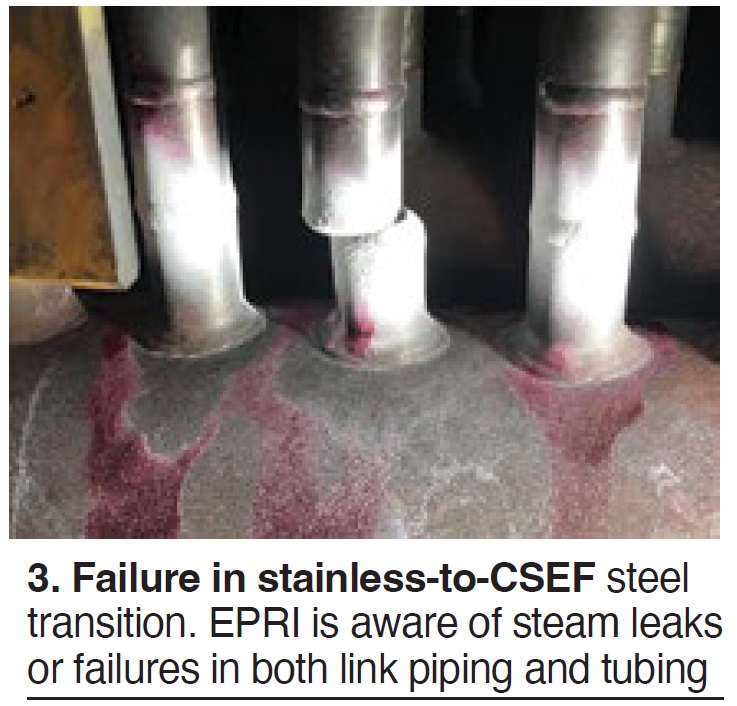
Said Sambor, “EPRI is aware of steam leaks or failures in each case” (Fig 3).
There are similar issues with tube oxidation/exfoliation (Fig 4).
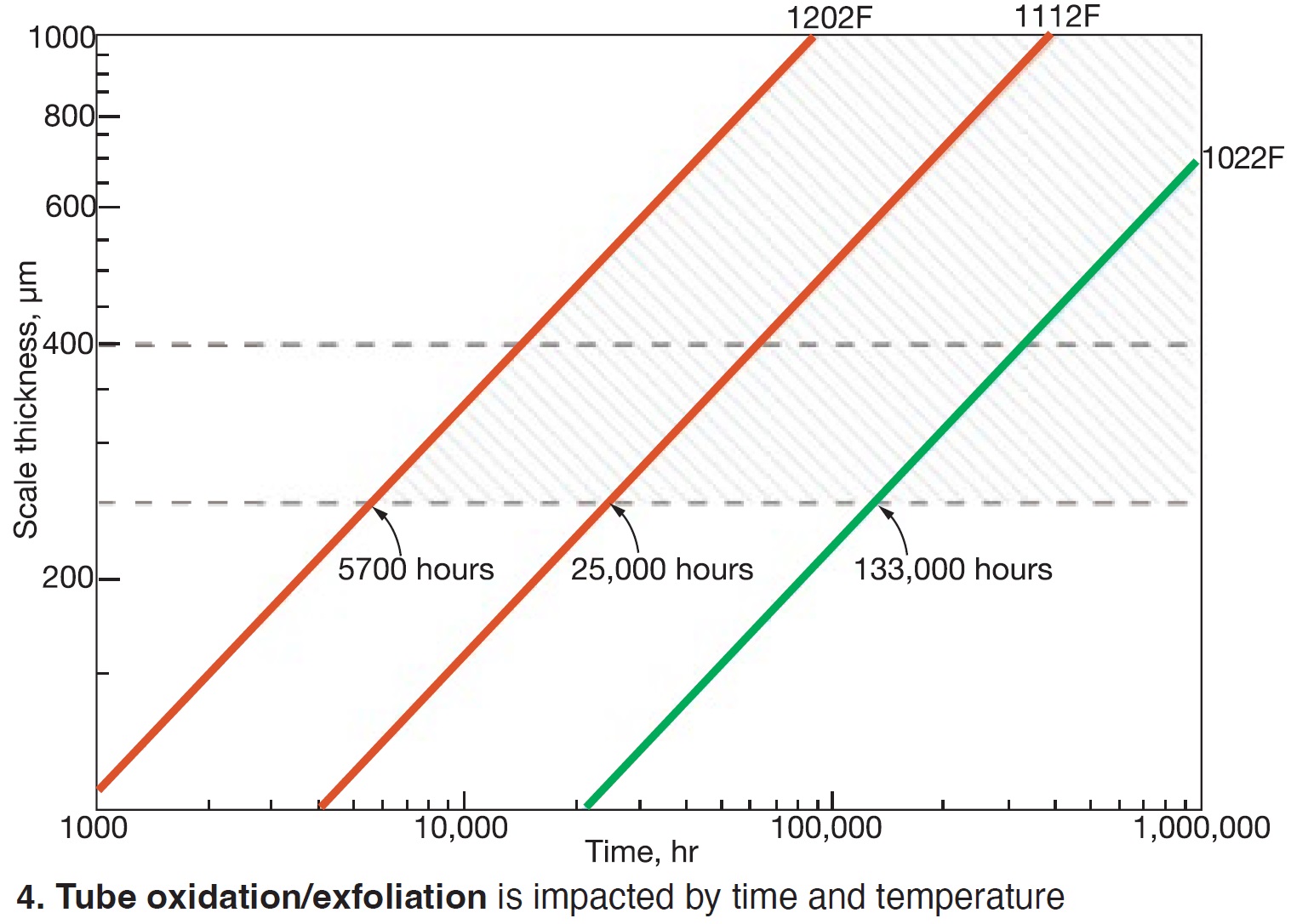
Basically, care must be taken because modern gas turbines could be “abusing the HRSGs,” cautioned Sambor.
Header end caps
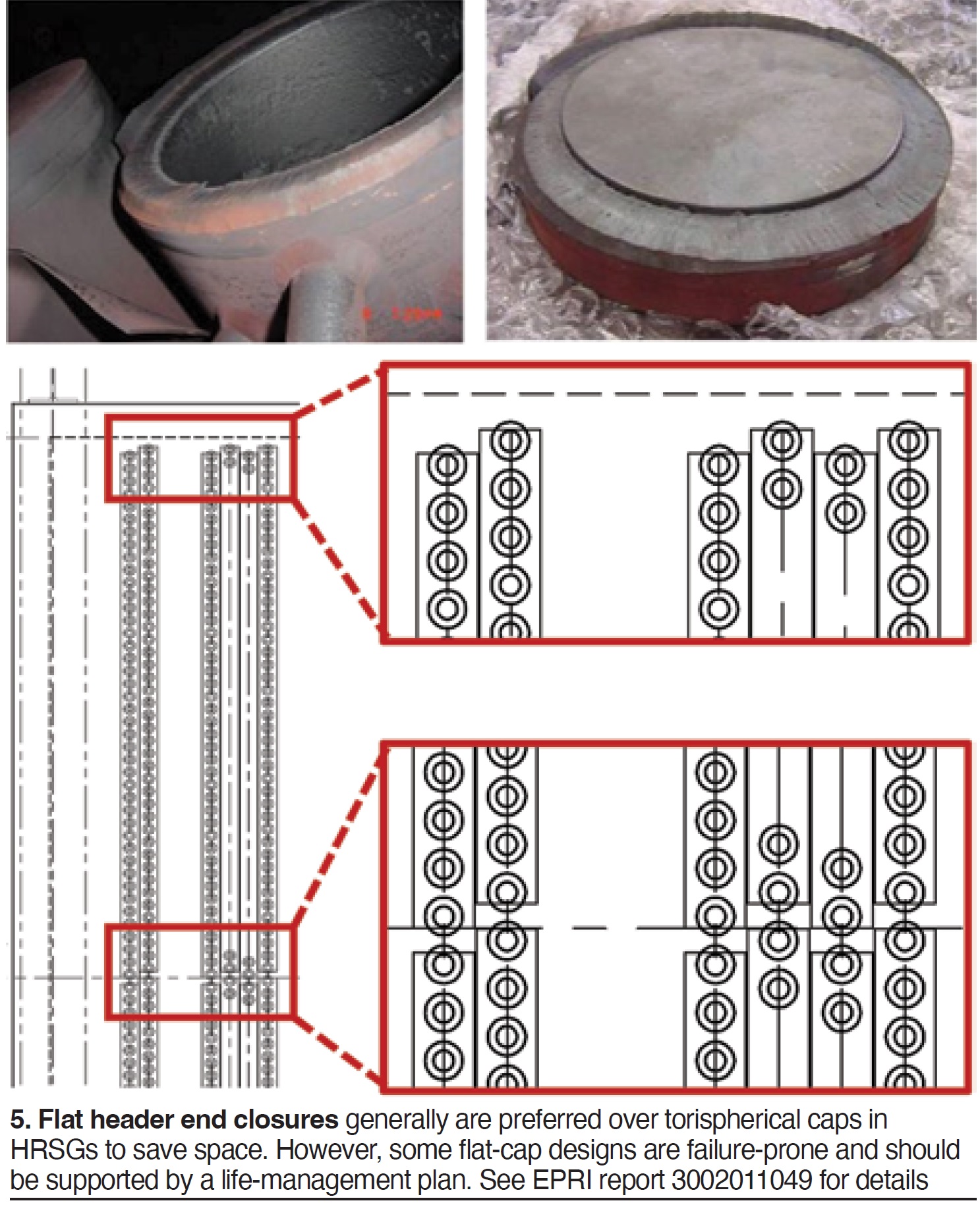
John Siefert next took the stage to discuss the state of knowledge and screening methodologies for header end caps, a growing industry safety concern. Flat-end closures are used in many HRSG headers primarily for their space-saving design (Fig 5). See “Life Management of 9%Cr Steels—Assessment of Header End Cap Geometries.”
While surface stresses can be high during startup and shutdown, which may lead to fatigue damage, the state of stress in the weld during normal operation also makes end caps susceptible to creep damage. EPRI is aware of failures attributed to both damage mechanisms. It is impossible to know if a failure is caused by fatigue or creep without a rigorous and integrated analysis of the root causes.
Case studies show that failure incidents are not new, and a few “catastrophic failures” were reviewed where the end cap was ejected without warning.
Siefert discussed the various end-cap designs and design rules, typical creep redistribution stresses, and cyclic operation thermal stresses, material chemical analyses, and typical inspection techniques.
EPRI’s recommendation is to implement an integrated life-management plan that considers the following:
- Geometric configuration (including fabrication quality).
- Design margins (excess thickness, for example).
- Operating conditions (temperature imbalances and transients).
- Metallurgy and risk (deformation and damage susceptibility).
- Access for inspection, including where resulting damage is likely to occur.
- Lifetime predictions.
- Consequences of failure including plant operations and personnel.
Recent activities
Sambor returned to the podium to review the global installation totals for 9Cr steels, both Grade 91 and Grade 92. The totals include more than 1000 supercritical and ultra-supercritical steam systems and more than 2600 combined cycles installed globally in the past 25 years.
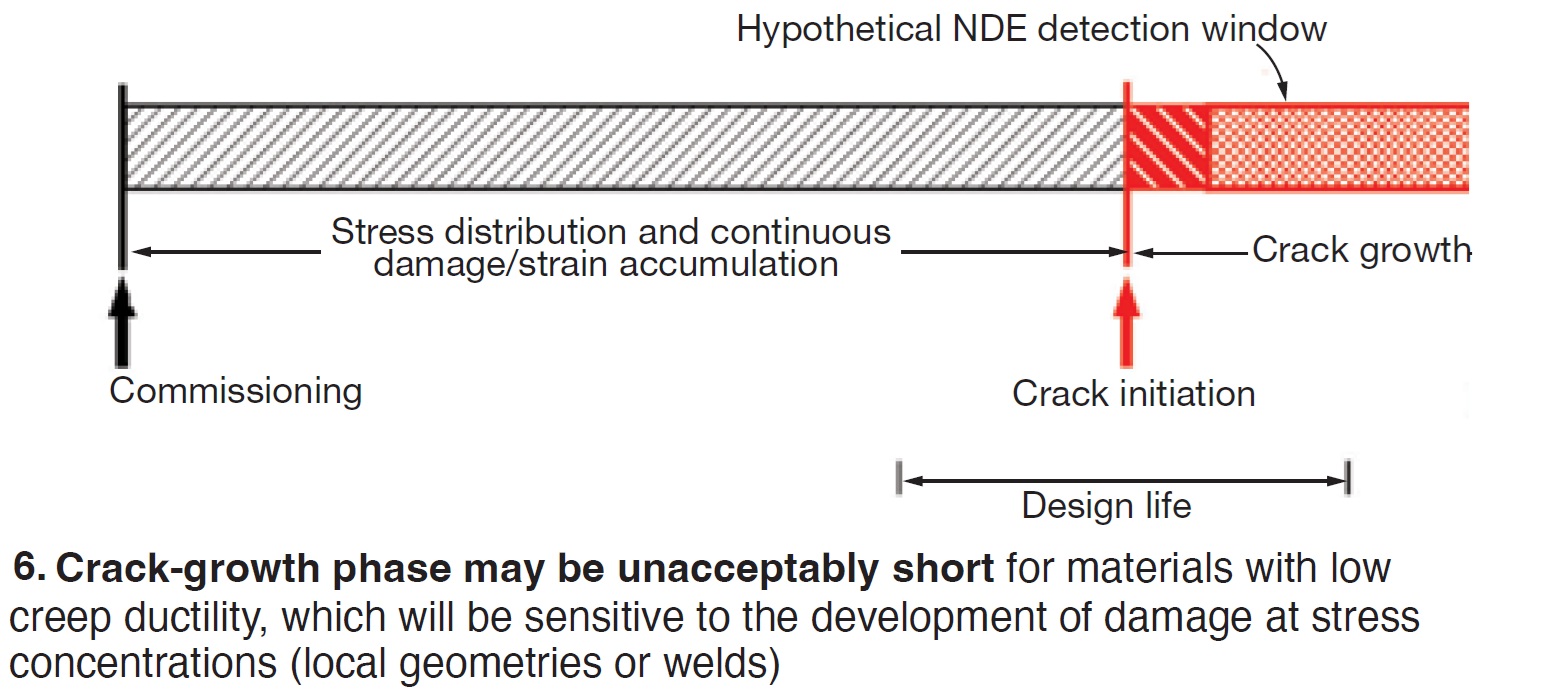
Several factors, including material ductility, can compound and increase the risk to rupture for these materials (Fig 6).
Two interesting points:
- For most of the ASME Boiler and Pressure Vessel Code’s existence, the use of ductile materials has largely protected the industry from widespread creep concerns in the high-temperature regime.
- If materials are to be classified by Section II as possessing low creep ductility, then an optimized set of design rules should be invoked by Section I to responsibly design safe structures, as there is no explicit design life.
Noted Sambor, “The thrust behind Grade-91 Type-2 composition was to reduce the future population of low-ductility heats.”
After reviewing Code Case 3048, Design rules for CSEF steels which are creep intolerant for construction (May 4, 2022), he summarized: “Extensive challenges remain to improve design rules for complex materials, structures, and operating modes.”
He then presented a recent case study of a reheater tube-to-header failure to emphasize the importance of rigorous analysis. Sambor recalled that he once shared photos of the failure with several individuals and asked their opinion on what caused the failure; all were quick to attribute the failure to fatigue. He then showed various metallographic sections of the failure, all of which illustrated that the failure region was “loaded” with creep damage, indicating the failure was due to creep rather than fatigue.
The importance of this determination, Sambor emphasized, is that the utility/plant now is aware of a systemic problem (attributed to component configuration and operating conditions) rather than a one-off failure.
He finished off the discussion on high-temperature components with a presentation on new efforts towards online creep and fatigue damage trending of HRSG components and the development of various web-based calculators available through EPRI.
Tee intersections
Siefert returned to discuss another Safety Alert for steam leaks in high-temperature intersections, specific to tees.
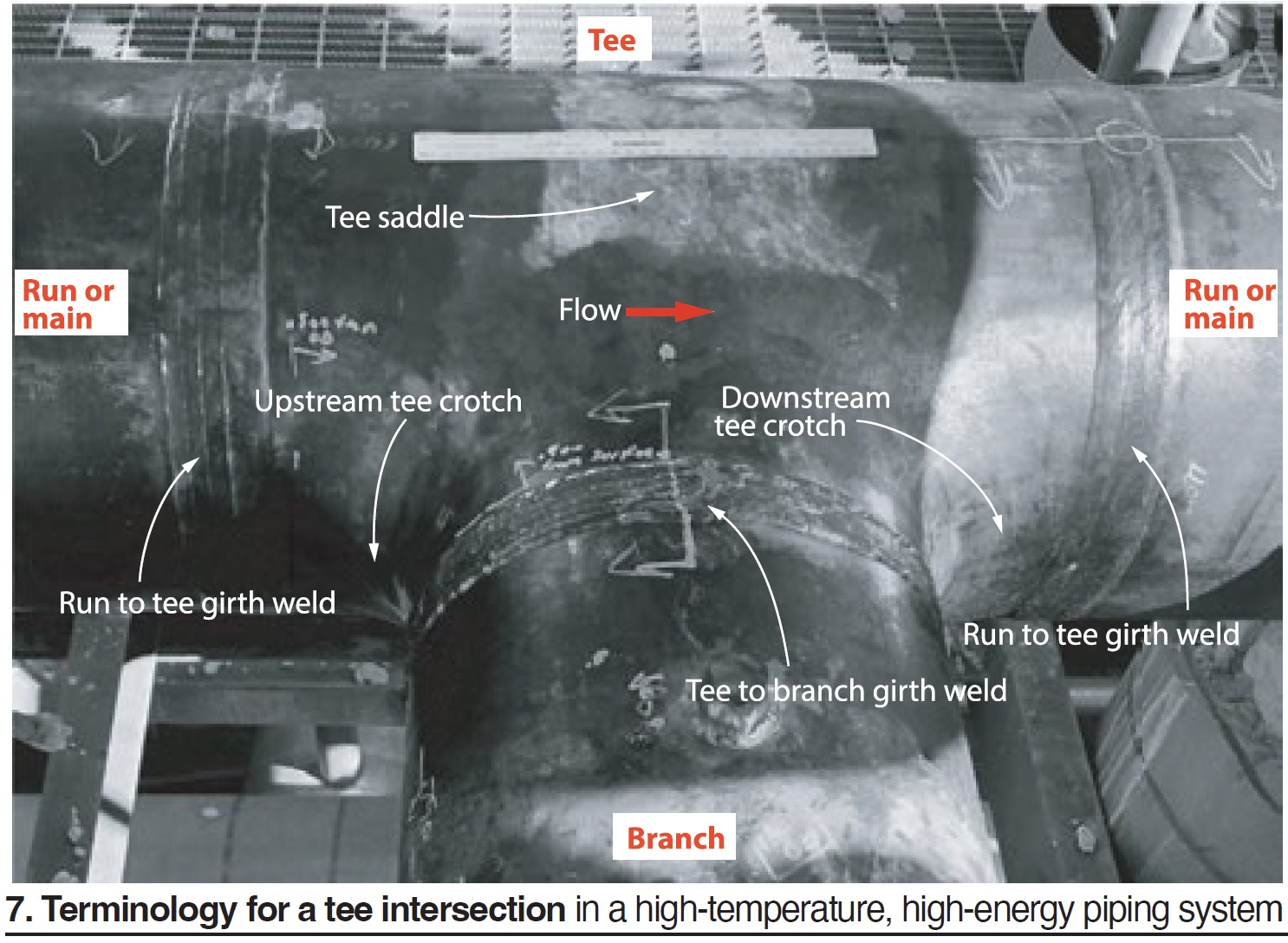
An EPRI Industry Alert, Seamless tee intersections, was issued February 2023, suggesting that a single unit generally may have four to eight at-risk tees. See Fig 7 for terminology. Discussions covered damage mechanisms, design, fabrication, operation, and metallurgy.
The damage mechanism discussion concluded that all the tee steam leaks to date could be attributed to the creep mechanism. Siefert emphasized that external metallurgical laboratory evaluation has also reached that same conclusion.
One reason for creep-related failures associated with these tees is inadequate design requirements, which may result in a lack of reinforcement and/or significant variability between supposedly identical tees.
In terms of fabrication, Siefert highlighted that the steam leaks “do not suggest gross issues linked to shop or field post-weld heat treatment,” which is a common concern with CSEF steel material. He instead identified a case where a tee crotch weld repair was performed and another case where a vee shape was roughly machined into the ID surface of the tee crotch, both fabrication issues that have affected the lives of tees.
Operation discussions summarized that units with tee steam leaks have all been operating within their design envelope (that is, operating below their design temperature/pressure), and summarized analyses that EPRI has performed to determine if cyclic operation (fatigue) is a concern.
For one case study analyzed, there is no evidence that the inelastic strain range calculated during cyclic operation would result in fatigue cracking within the number of cycles the tee has experienced, and there was no evidence to support ID-initiation for any of the observed damage.
Siefert finished the tee discussion on the topic of metallurgy, where he detailed a recent failure that is the first reported tee steam leak in a Grade 22 system, which means that this industry issue is not isolated to only CSEF steels. He also highlighted a case study where a tee was found to be the incorrect alloy, X20 rather than Grade 91, and emphasized the importance of positive material identification (PMI) on tees in the field for this reason.
Finally, Siefert emphasized the importance of metallurgical risk on CSEF steel tees by illustrating how the time-to-creep crack initiation could decrease by a factor of 10 because of increased metallurgical risk.
Attemperators/desuperheaters
Sambor covered common approaches for diagnosis and mitigation of attemperator damage issues using historian data, instrumentation, metallurgical analysis, and operating data.
In his first example, he illustrated how a review of historian data revealed “several easy to identify, detrimental phenomena occurring.” Further, he explained how historian data can be used to perform an energy balance around the attemperator to determine if a detrimental condition exists, and mentioned that EPRI has a tool available for doing so.
In a second example, Sambor emphasized the importance of adding surface-mounted thermocouples at select locations upstream and downstream of attemperator piping for improved attemperator diagnostics. He showed how, in one case study, the historian data did not indicate an issue with the attemperator, but thermocouple data on the downstream elbow did reveal that relatively cool spray water was impinging on the relatively hot piping, which is a thermal fatigue concern that has resulted in steam leaks.
Since a concern with adding more thermocouples often is how to collect the data, Sambor mentioned that EPRI has developed a low-cost data logger for doing so. Finally, he emphasized that some issues with attemperators could be associated with less-than-ideal operational strategies, such as trying to roll the steam turbine with a too-high gas-turbine exhaust gas temperature.
Sambor finished the topic with a recent bypass desuperheater case study that involved laboratory evaluation and an analysis of plant operating data. He highlighted how easy it has become to analyze what he labels “big-data” from the plant (data evaluated was for dozens of tags at one-minute intervals for a calendar year) and the importance of doing so; the operating data he illustrated revealed the same detrimental patterns occurring for most startups and shutdowns, rather than just the occasional occurrence.
Low-temperature components
Sambor finished the day by leading a discussion on HP drums. Based on the comments made by attendees, it was clear that additional technology transfer around integrated life-management strategies for drums was necessary. This will be included in a future HRSG Forum event.



