Improve pump performance with cost-effective repairs, upgrades
By Dr T Ravisundar, Hydro Inc
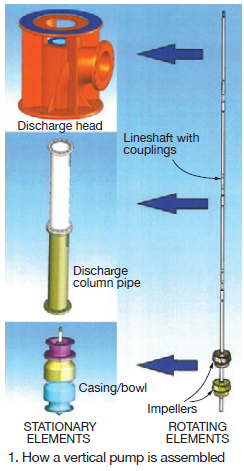
Vertical turbine pumps typically are designed with mixed- or axial-flow impellers and are classified by the Hydraulic Institute as Type VS (vertically suspended). Unlike their horizontal cousins, these pumps include components such as discharge column pipes, lineshaft and support bearings, and the motor mount/discharge head (Fig 1).
Vertical turbine pumps are either partially or fully submerged in the pumpage—below the motor mount. Thus the metallurgy of all pump components must be compatible with the pumped fluid to assure an acceptable mean time between repairs/failure (MTBR/MTBF).
The vertical pump is very versatile, both in styles of construction and hydraulic capabilities—the latter ranging from specific speeds of 1500 through 10,000 (US units). It is used effectively in many industries—including nuclear and fossil power, oil and gas, mining, municipal, agricultural, etc.
Since the vertical pump’s rotor typically is suspended from the top, it is not gravity-stabilized. The gyroscopic effect of rotation can cause considerable damage to the rotor and the casing when problems arise. There is great potential for cost savings if repairs can be implemented to increase reliability and extend the operational lifetime. To properly consider repair upgrades, one should be familiar with the operational service of the pump in its specific application. The following are some sensitivities of vertical pumps:
- Medium specific speed (normally runs at relatively high rotational speed): stator and rotor alignment, cavitation, rotor static and dynamic balance.
- High specific speed (normally runs at relatively low rotational speed): intake design, cavitation.
- Corrosive service: materials compatibility, protective coatings.
- Long column pumps: lineshaft bearing lubrication, startup and shutdown coordination with valving, variable-frequency-drive operation, installation.
It may be possible to more than double the MTBR/MTBF of a standard vertical pump by upgrading repairs to so-called “precision remanufacture.” As a result, pump vibration will be reduced and can be verified upon restart as proof of the upgrade. Usually the repair and upgrade cost is a small portion of the pump’s lifecycle cost.
Repair concepts
The overrid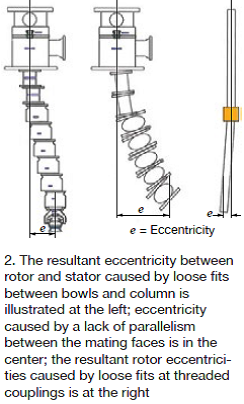 ing repair concept for vertical pumps is two-fold: Establish true centerline compatibility between the rotor and stator at the motor-to-discharge head flange location, and ensure that the maximum relative radial displacement of the stator to the rotor—at any point along the entire length of the pump—does not exceed the minimum clearance of the closest running fit.
ing repair concept for vertical pumps is two-fold: Establish true centerline compatibility between the rotor and stator at the motor-to-discharge head flange location, and ensure that the maximum relative radial displacement of the stator to the rotor—at any point along the entire length of the pump—does not exceed the minimum clearance of the closest running fit.
The goal is to insert the rotating assembly into the stationary components with uniform radial clearance maintained through the pump from the lower bearing to the head stuffing box. This can be achieved only through the application of tight tolerance standards. Fig 2 illustrates what happens when this is not done.
Important considerations
Bearing spacing. If the spacing of lineshaft bearings is larger than recommended, a natural frequency on the shaft can develop, permitting damaging vibrations and possibly premature pump failure. If the pump service provider has an in-house engineering staff, upgrades to address the issue can be incorporated into the repair plan.
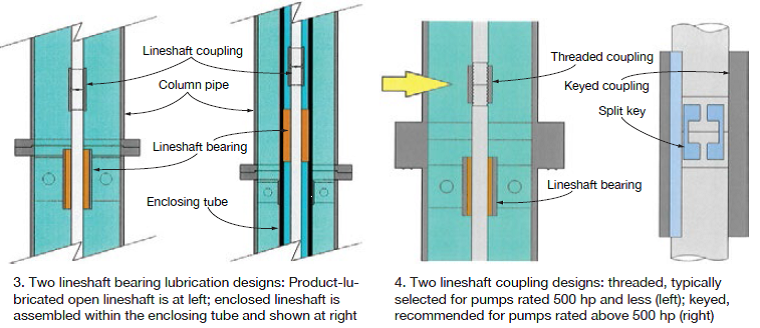
Lineshaft bearing lubrication. The two types of lubrication systems generally used are (1) open lineshaft, which is product-lubricated, and (2) enclosed lineshaft, assembled within the enclosing tube, which is fresh-water flushed, oil-lubricated (gravity feed or pressurized), or grease-packed (Fig 3). There may be many valid reasons to change from one method of bearing lubrication to another, and if doing so, all of the considerations given should be discussed.
Bearing materials vary with product temperature, abrasiveness, lubricity, corrosiveness, or any combination of these. This is covered in more detail below. Availability and/or reliability of a good lubricant for the bearings also may be an issue.
Shaft couplings can be threaded or one of the various keyed types (Fig 4), or neither. Large shafts typically use the keyed-shaft coupling design. The threaded design depends on the type of material used, reverse-rotation issues, etc. Couplings may not be needed at all for short pumps, depending on the application and shaft size.
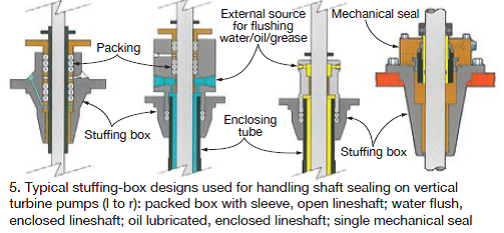
Shaft sealing leakage. Determining how to handle leakage depends on the product being pumped. If the pumpage is flammable, a mechanical seal may be required (no packing box) to avoid any leakage. Fig 5 shows typical stuffing-box designs for sealing the shafts of vertical turbine pumps.
If pumping water, a packing box may be more effective than a mechanical seal because a drop in temperature could cause the water to freeze and damage the seal. If pumping a corrosive material, a packing box that drips would require almost constant cleanup, making the mechanical seal a better alternative. There are other leak- and maintenance-free designs to consider as well.
Pump stiffness and weight. It is important to evaluate the pump in its environment when determining the effectiveness of upgrades. Details to consider include the dimensions of the entire pump and data on the baseplate and mounting. This is critical when trying to avoid natural-frequency and vibration problems. A qualified pump service provider takes this information into account when conducting a root cause analysis of a pump failure, factoring it into the pump repair plan.
Pull-out designs. Most repairs of this type do not require the whole pump be pulled out, and upgrades made must ensure the proper tolerances of the outer column/drop pipe assembly are addressed. Golden rule: Do not ignore what you cannot see.
Bearing, sleeve materials
Enclosed lineshaft pumps in non-corrosive service typically are constructed with bronze bearings and stainless-steel shafts. Bearing upgrades typically are performed on open lineshaft, product-lubricated vertical pumps. Consider the following upgrade options:
- Sleeves, shaft bearing journal, and bearing ID can be hard-coated.
- Sleeves and shaft bearing journal can be bare metal and uncoated.
- Sleeves can be hardened metal.
- Bearings can be:
1. Metallic (bronze, cast iron, or Nitronic stainless steel).
2. Carbon (with various fillers).
3. Rubber (pop-in or Cutlass/Marine).
4. Other materials—including glass-filled epoxy, PTFE, or composites/plastics.
Installation best practices
| About the Author
Dr T Ravisundar is chief engineer (projects) for Chicago-based Hydro Inc. Prior to joining Hydro in mid-2009, he spent more than seven years at KSB in Germany with responsibility for pump hydraulic design and development. Earlier, Ravisundar was deputy manager of R&D for KSB India. He earned a doctorate from the Indian Institute of Technology (Madras) in 1997 for his work on the hydraulic design of pumps and turbines. The pump expert holds multiple patents with colleagues. |
Proper in-transit supports. Often, pumps are transported to the jobsite on flatbed trailers with heavy chains that can bend and negatively impact a newly rebuilt pump. Proper supports are mandatory when transporting a rebuilt pump, with straps and/or chains used only in locations with proper blocking.
Installation rigging. Specify how the repaired pump should be lifted off the truck. If only using a center lift, the middle will have too much stress and can bend. Two-point rigging is recommended to lift the pump from the top and bottom. Using special slide pulleys, the rebuilt pump can be moved from the horizontal position off the truck to the vertical position for reinstallation.
Precision alignment of vertical driver register, base, shaft, and coupling. The driver usually is repaired separately from the vertical pump and the end user is responsible for installing all components. It is critical that these parts be precisely aligned at time of installation or the upgrades and stringent repair practices will have no effect. It is imperative to have a highly skilled field service team to oversee and assist with the installation of vertical pumps.
Wrap-up
There are benefits to be gained from implementing upgrades during the repair process to help your vertical pumps run better. The process begins with hiring a qualified service provider having knowledge of the latest repair technologies and design practices. Next, a thorough inspection of the affected pump is required to provide the basis for accurate recommendations. Improving fits and tolerances and implementing upgrades can reduce vibration, increase bearing life, reduce power consumption, and extend a pump’s MTBR. CCJ
A case for an engineered upgrade
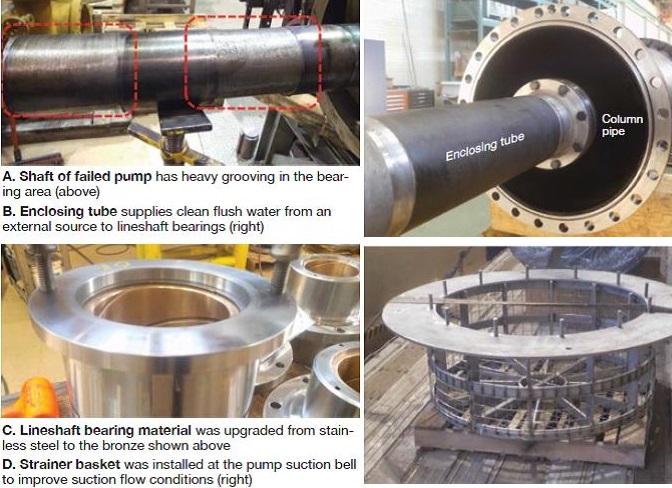
In mid-2012, a customer reported the failure of one of its service-water pumps—a single-stage vertical turbine pump—within six weeks of its re-commissioning after last repair. The pump exhibited high vibration just before failure. Fig A shows the shaft of the failed pump with heavy grooving in the bearing area.
Discussions with the owner/operator revealed that the failed unit was one of four sister pumps operating in parallel, as required. The service life between repairs for each had been only six to 12 months since the pumps were installed. Over time and for the same reasons, the pumps have had significant design changes made by various repair shops.
With this background in hand, HydroAire engineers analyzed the pump design and operational practice with the goal of providing a sustainable solution for allowing the pumps to run longer between overhauls. HydroAire is one of Hydro Inc’s family of pump service companies.
Bearing failure and high vibrations, the major problems identified, were caused by (1) the poor quality of the river water being pumped (it was not clean enough to flush lineshaft bearings), and (2) unfavorable inlet conditions, which impeded pump suction flow. To resolve these issues, HydroAire implemented the following upgrades with the customer’s consent:
- Installed the enclosing tube with an external clean water source to flush lineshaft bearings (Fig B).
- Upgraded the lineshaft bearing material from stainless steel to bronze (Fig C).
- Installed a strainer basket at the pump suction bell for improving suction flow conditions (Fig D).
The repaired/upgraded pump was returned to the plant within a month (emergency basis) and re-commissioned. Today, two years later, the pump still is operating to the customer’s satisfaction. The increase in the mean time between repairs for these pumps was made possible by systematic engineering analysis and the application of proven upgrades.