

Legacy Turbine Doctor, No. 4 in a series
By Luke Williams, PE, Consultant
www.geLegacyGasTurbineSupport.com
The first article in Luke Williams’ continuing column, Legacy Turbine Doctor, published last summer (Are your GE B/E-Class hot parts and rotor really near ‘end of life?’), posited that gas-turbine operation at loads less than base would extend the OEM-recommended service lives of critical parts.
The temperature control system is based on a temperature limit that supports parts lives to meet established maintenance intervals. Some examples are major inspections at 8000 hr, major overhauls at 24k hr, and combustion inspections at 12k hr.
General Electric’s GER-3620, Heavy-Duty Gas Turbine Operating and Maintenance Considerations, issued in September 1989, provided information on maintenance intervals and the effects on various operating parameters.
Also shared were formulas to calculate “factored hours” and “factored starts” based on operating conditions—such as peak operation, type of fuel, fast starts, and turning-gear hours. Factored hours and starts generally reduced the maintenance interval, Example: Operation on-peak resulted in a maintenance factor of 2.0 which reduced the maintenance interval by half, from 8000 to 4000 hours.
The first column reported GER-3620 as saying operation at reduced load “did not always” result in a reduction in firing temperature. More specifically, the OEM said it recognized
operation at reduced firing temperature may improve the maintenance interval but that the effect of part-load operation is not applicable.
Williams took issue with that conclusion, suggesting that part-load operation really does affect maintenance factor. A formula was developed based on the GER maintenance factor of peak operation which increased the maintenance factor if the exhaust temperature—hence the firing temperature—was greater than the baseload temperature control curve. The formula decreased the maintenance factor in the same proportion as the GER increase in exhaust temperature.
Data were collected on an MS6001B DLN-1 starting June 2023. Operational hours at three exhaust temperature ranges below the exhaust temperature control curve were recorded in the Mark V control system. The ranges were the following: greater than zero to 15 deg F; 15 deg F to 30 deg F; and greater than 30 deg F.
In March 2024 the data were analyzed. The result was an increase in maintenance interval of 9.2%. For a rotor life of 200,000 hr, the maintenance interval would be 220,372 hr or an increase of 20,372 hr (about 28 months).
In January 2025, the data were again analyzed. The result was an increase in maintenance interval of 9.0%. For a rotor life of 200,000 hr, the maintenance interval would be 221,030 hr or an increase of 21,030 hours (about 29 months).
Conclusion: Data collected over 19 months confirm that unit part-load operation is consistent and a 9% increase in maintenance interval is a reasonable assumption. The 9% improvement in maintenance interval also can be expected for other intervals—such as combustion inspections, hot-gas-path inspections, and major overhauls.
Water wash limits
The permissive inlet temperature for online water wash typically is 50F. While this limit may seem high compared to water freezing at 32F, it protects the unit from aerodynamic factors such as inlet-velocity depression, site-altitude and barometric-pressure effects, and inlet-bleed-heat (IBH) failure.
One horror story involved a compressor failure that the plant initially blamed on foreign object damage (FOD). Investigation of the operators’ log found an online water wash had been initiated just prior to the failure. Data from the local airport found that the temperature at the time of wash initiation was 27F.
In the North, winter ambient temperature is often below 32F for extended periods. To learn more about the effects of winter weather on gas-turbine performance, a MS6001B site had an online calculation of compressor efficiency programmed into its Mark V. The site manager calculated unit performance corrected for ambient weekly to monitor unit output in sub-freezing temperatures.
Over one month’s time, output declined by 3%. Compressor efficiency, which was corrected to 59F, declined from 88% to 85%. The unit was located in an industrial area with less-than-ideal atmospheric conditions. In the warmer months, online water wash was initiated when to compressor efficiency declined by 3%.
Standard procedure at GE Schenectady was to clean the compressor just before conducting the performance test used to release the unit for shipment. Data were taken to calculate air flow, compressor efficiency, pressure ratio, exhaust temperature, and heat consumption. The results were compared to the cycle deck and statistical data from previous tests and they had to be within one sigma of the historic data to ship.
GEI 41042 describes two types of cleaning compounds, liquid and solid. The latter was selected because Schenectady is “North.” The document goes on to discuss two types of solid cleaning compounds: organic (rice and nutshells) and inert (catalyst supports, spent catalysts, and polishing powders). The advantage of organic media is that they are combusted in the cleaning process, leaving virtually no residue.
GEI 41042 blames some compressor failures on solid compounds which are said to have caused shallow impact craters and increased surface roughness. Inside knowledge suggested that foreign objects may have been in the solid material, especially nut shells. The presence of foreign objects in packaged rice is not very likely. There is also a story about the compressor manufacturer’s tooling that resulted in a knife-like leading edge which was susceptible to impact damage, leading to cracks.
One observed problem with the liquid compounds selected for online washing: Solids in the compound would condense and form deposits on/in downstream compressor stages. This resulted in failures of blades “frozen” in the wheel slots, unable to accommodate the effects of compressor temperatures.
Other failures were thought to be caused by flow disruptions in the inlet plenum, which led to “scrolls” and baffle plates in the plenum.
Experience indicates that organic cleaning media—rice in particular—works fine in cold environments.
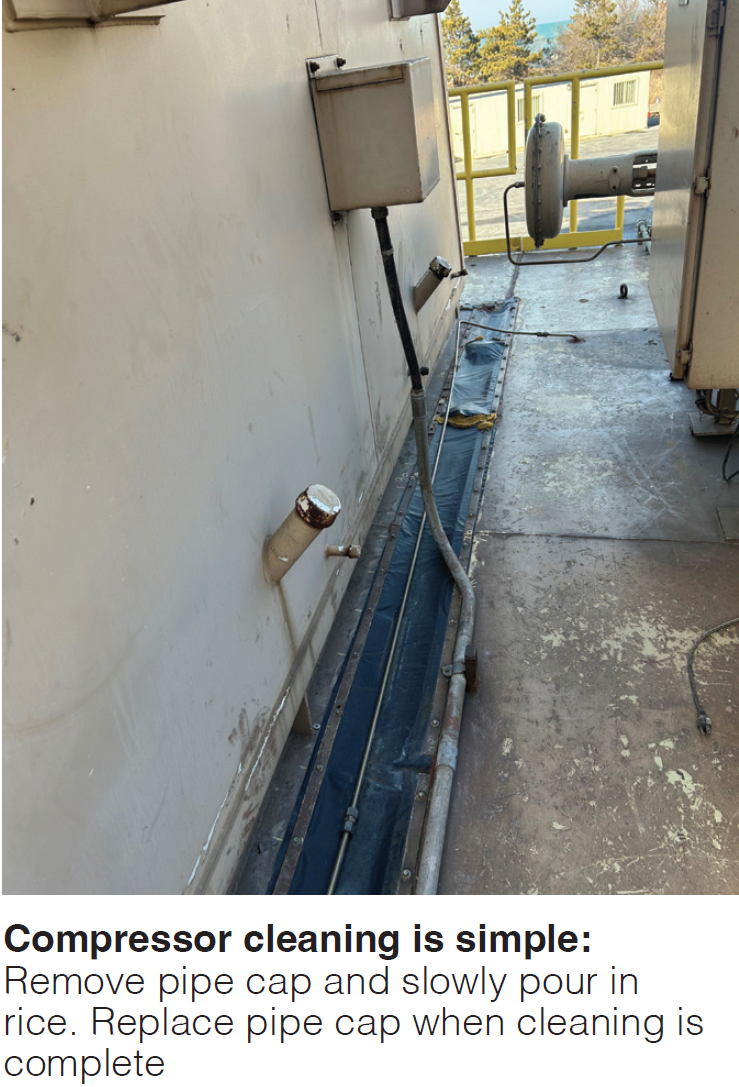
The standard in Schenectady was 9 lb of Uncle Ben’s rice poured slowly into the fitting provided in the inlet transition piece (photo). Interestingly, the current transition-piece design still includes this port on the turbine side of the transition. The fitting is a 6-in. capped pipe installed at a 45-deg angle.
To clean the compressor with the organic compound, the following procedure is recommended:
- Reduce load to about 50%. For DLN units, reduce load to at least Lean-Lean.
- Using the turbine control instrumentation, observe exhaust temperature.
- Remove the cap from the fitting on the transition piece and slowly add the rice. The pressure inside the inlet will make sure most of the rice goes into the fitting. Performing the procedure slowly is important as it is possible that, if done too quickly, the flame detectors may be affected by smoke from rice combustion.
- The exhaust temperature should start to decrease as the cleaning takes effect and compressor air flow increases.
- Continue adding the rice until the exhaust temperature steadies out.
The organic-compound cleaning process was used on the unit described above and output and compressor efficiency improved by about 2%.
Conclusion: Use of organic-compound compressor cleaning avoids loss of output and compressor efficiency when ambient temperatures are less than 50F. CCJ


