
















Closed-loop chilled-water monitoring system

Challenge. The gas-turbine inlet chilled-water system is a closed-loop design that includes a 4-million-gal storage tank (Fig 1). The chilled-water system relies on a combination of mild-steel and copper components, and the closed-loop water chemistry must be managed to avoid equipment and piping corrosion. Under-feeding the system with corrosion inhibitor would result in corrosion and over-feeding the extremely large system is costly.
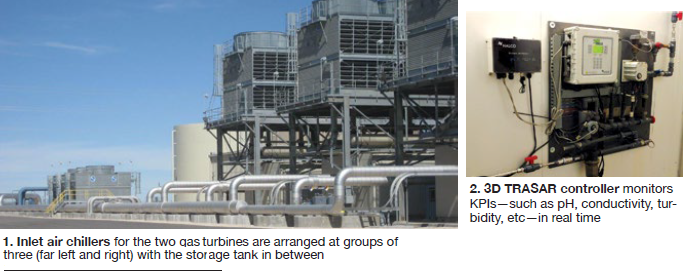
Solution. Working with Nalco Water, the plant installed a 3D TRASAR™ controller to monitor the chilled-water system (Fig 2). It monitors key performance indicators—such as pH, conductivity, turbidity, corrosion-inhibitor residual, mild-steel corrosion rate, and copper corrosion rate—in real time.
The ability to monitor conductivity along with the corrosion-inhibitor residual assures the plant will be notified if an unexpected and rapid loss of costly, treated water were to occur. Plus, it allows the plant to verify corrosion-inhibitor performance by way of online corrosion probes, and predicts when the system must be recharged chemically. The latter is valuable because budgeting and scheduling of the task can be done months or years in advance.
Results. Improved real-time condition monitoring of the chilled-water system provides actual and current information that can be trended. The real-time trends enable personnel to maximize intervals between chemical additions and to predict when to budget for those chemicals.
Project participant:
Rich Shaw
Fuel-gas-heater inlet temperature control
 Challenge. During periodic system maintenance inspections of the fuel-gas heaters, the copper heat-exchanger coils showed evidence of condensation during operation. Condensate on the copper coils can increase both the maintenance frequency and cost of cleaning.
Challenge. During periodic system maintenance inspections of the fuel-gas heaters, the copper heat-exchanger coils showed evidence of condensation during operation. Condensate on the copper coils can increase both the maintenance frequency and cost of cleaning.
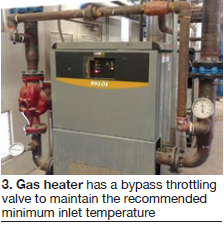
Solution. The gas heaters are of a closed-loop design with pump-mounted water heaters. At the manufacturer’s recommendation, a bypass line with a throttling valve was installed on each of three heaters from the heated-water outlet to the heater inlet (Fig 3). The bypass throttling valve was adjusted to maintain the recommended minimum water-heater inlet temperature to prevent condensate from forming on the copper coils.
Results. Controlling the heater inlet temperature prevents condensate from forming on the copper coils, reducing the time and cost of maintenance.
Project participant:
Kelvin Mendenhall
Lea Power Partners LLC
Western Generation Partners
Operated by Consolidated Asset Management Services
604-MW, gas-fired, 2 × 1 combined cycle located in Hobbs, NM
Plant manager: Roger Schnabel