





















Air attemperation system assures superheated steam on startup
Challenge. During the early phases of plant startups, gas-turbine (GT) exhaust heats up HP superheater tubes in the heat-recovery steam generator (HRSG) faster than steam can transfer heat away from them. Steam flows generally are too low during startup for effective heat transfer until the steam turbine reaches an appreciable output. Desuperheaters, a/k/a attemperators, sometimes are ineffective during startups because they require a certain amount of steam flow to perform correctly.
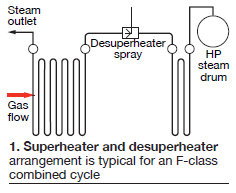 Many control room operators address the problem by increasing desuperheater sprays to near-maximum rates during startups, just prior to ramping the gas turbine—this to prevent a GT runback caused by high metal temperature. However, excess sprays often create saturated steam conditions, and this, in combination with thermal cycling, eventually contributes to downstream pipe, tube, and weld failures. Fig 1 illustrates a typical GT exhaust, superheater, and desuperheater spray configuration.
Many control room operators address the problem by increasing desuperheater sprays to near-maximum rates during startups, just prior to ramping the gas turbine—this to prevent a GT runback caused by high metal temperature. However, excess sprays often create saturated steam conditions, and this, in combination with thermal cycling, eventually contributes to downstream pipe, tube, and weld failures. Fig 1 illustrates a typical GT exhaust, superheater, and desuperheater spray configuration.
Solution. While studying the impact of faster GT load ramp rates on the HRSG, staff consulted with HRST Inc to analyze thermal stresses and develop solutions to mitigate risk. Distributed control system (DCS) and thermocouple data confirmed that saturated steam conditions could not be mitigated simply by tuning the attemperator valves.
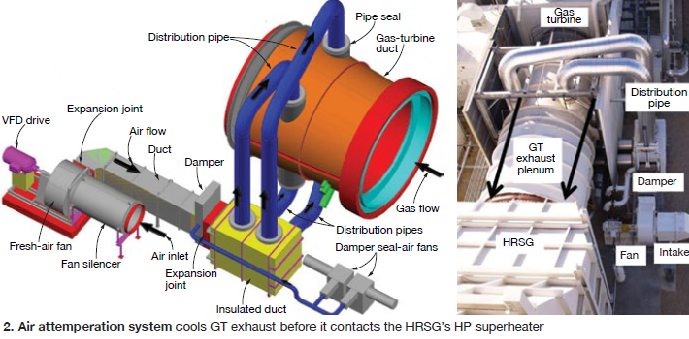
HRST recommended an air attemperation system (AAS)—their QuenchMaster™ model—similar to one being installed at another facility (Fig 2). The AAS operating concept is relatively simple: Ambient air is injected downstream of the gas turbine to cool the hot GT exhaust before it contacts the HRSG piping and tubes. Reducing exhaust temperature by about 50 deg F usually is sufficient to keep tube metal temperatures below recommended limits and reduce the magnitude and frequency of superheater spray-water valve operations.
Calculated savings based on reduced plant startup times and HRSG material failure analysis confirmed the value of the QuenchMaster. The project was approved and subsequently completed in 2012.
In addition to the QuenchMaster labor and materials, construction included the following:
- Soil analysis and new concrete pad.
- Electrical installation to power a 200-hp fan equipped with variable-frequency drive, along with instrumentation and controls.
- Field engineering support for DCS logic changes and graphics.
- A minor air-permit amendment that required little effort thanks to a straightforward operating narrative supplied by HRST.
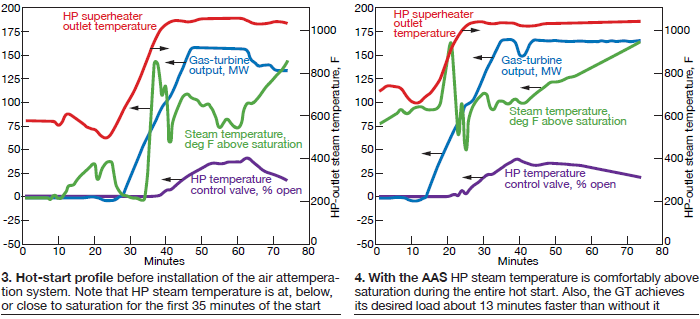
Results. Prior to installing the air attemperation system, DCS superheat calculations revealed that steam conditions reached saturation dozens of times during each startup (Fig 3). Post-installation testing demonstrated that the QuenchMaster achieved the guaranteed 35 deg F of superheat when in use. Actual results were close to 50 deg F above saturation temperatures with the same starting conditions (Fig 4).
Thermal modeling and damage-fraction analysis indicated that HRSG parts with a normal expected life of 30 years would likely fail after approximately five years under the plant’s proposed fast-start profile. The same modeling with the AAS in service restored part lives to near-original expected lifespans.
Independent 7F fleet data indicate Faribault’s start times are faster than 90% of the facilities operating in similar combined-cycle configurations. After 4.5 years of operation, we’ve found no adverse indications during annual X-ray and other NDE inspections of targeted inspection points.
Project participants: Shawn Flake, Bob Burchfield, Ben Garrison, Doug Klar, Bob Flicek, Tim Mallinger.
Faribault Energy Park
Owned by Minnesota Municipal Power Agency
Operated by NAES Corp
300-MW, dual-fuel, 1 x 1 combined cycle located in Faribault, Minn
Plant manager: Bob Burchfield