
















Transitioning a legacy base-load plant to cycling duty
Best of the Best Award

Encogen Generating StationPuget Sound Energy 167-MW, dual-fuel, 3 x 1 combined-cycle located in Bellingham, Wash Plant manager: Thor Angle |
The challenge at Puget Sound Energy Inc’s Encogen Generating Station was typical of what others in the industry are asking today: How do you take a base-load combined cycle powered by legacy frame engines and make it economically and operationally relevant in today’s energy market? In this case, the plant was a 3 x 1 combined-cycle cogeneration facility with Frame 6 gas turbines that went commercial in July 1993.
It supplied up to 130,000 lb/hr of steam and 3600 gpm of hot water to a paper mill across the fence and sold “surplus” electricity (up to 137 MW) to the local utility under a power purchase agreement (PPA) mandated by Purpa (Public Utility Regulatory Policies Act). The host utility purchased the plant in 1997.
During the PPA period, annual plant capacity factor was 95% and above. Plant design and operating procedures dictated a minimum unit run time of 24 hours after a start. The mill closed in July 2008 and the export of thermal energy ceased. Since then, the plant has been dispatched based on natural-gas and electric-power prices. Traditionally, the utility has had a winter-peaking profile, although economic dispatch opportunities are relatively common in July, August, and September.
Plant personnel identified the following as today’s needs: (1) Provide the flexibility to operate only during periods of peak load, and (2) maximize wind-generation balancing capacity. Among the goals were the following:
- Reduce the unit minimum run time to four hours.
- Reduce the plant minimum run time to six hours with staggered unit starting.
- Be able to operate within permit limits between 20 and 170 MW.
Steps taken and projects completed to reduce minimum run times, increase flexibility, and make faster starts:
- Relocated HRSG drum vents to ground level, eliminating the need for operations personnel to climb to the tops of the boilers during startup. Also redesigned startup vents to reduce noise levels, thereby allowing startups and shutdowns at any time. Previously, starts were permitted only during the day.
- Reduced boiler purge time from 20 minutes to 10.
- Increased GT ramp rate to track, as closely as possible, the maximum allowable pressure rise in the HP drum.
- Control-system upgrade (Wonderware): Networked all PLCs to allow central control and eliminate local-only control—this to free up operator time. The BOP PLCs had not been networked.
- Installed manual IP-steam-injection warm-up lines.
- Rebuilt HP-to-IP steam letdown stations to allow more precise warm up of steam injection system.
- Changed boiler chemistry program from coordinated phosphate to AVT(O). With the former it took more than 24 hours to establish stable chemistry following a startup. Other benefits/enhancements included the following:
1. Reduced the number of chemical day tanks for the boilers from nine to three.
2. Developed a system to recirculate hotwell and batch-treated water to drums to keep them at the proper levels and eliminate pre-start filling.
3. Installed the means for automated condensate chemical (amine) injection.
- Engine upgrades included coatings to resist the effects of cycling.
- Training was a major initiative to prepare employees for the new operating paradigm. Program highlights included the following:
1. Attended an industry workshop to learn how to lay-up, cycle, and improve HRSG chemistry.
2. Engaged a consultant to audit startups and recommend procedures on how to minimize cycling impacts on HRSGs.
3. Developed new standard operating procedures.
4. Implemented a computerized maintenance management system that incorporated predictive maintenance practices.
5. Developed plant procedures to encourage cross-craft qualification and promoted journey-level inside and outside operators to permit plant startup with only two people.
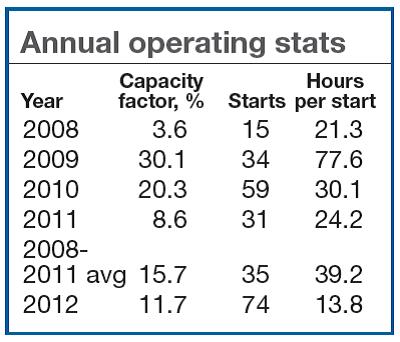
Results met expectations: The three goals stated in the opening remarks were achieved. Operating data over the last five years revealed the following:
- The plant started only 15 times in 2008, 74 times in 2012 (table).
- The number of hours per start peaked in 2009 at 77.6. In 2012 the combined cycle ran only 13.8 hours per start.
 One benchmark illustrating the impact of cycling on equipment: For the years 2008-2011, the plant repaired from one to three tube leaks annually; in 2012, seven tube leaks were repaired. Header modifications and changes to operational procedures are ongoing to mitigate the effects of cycling. Despite the uptick in tube leaks, O&M expenses for years 2008 through 2011 and 2012 were about the same.
One benchmark illustrating the impact of cycling on equipment: For the years 2008-2011, the plant repaired from one to three tube leaks annually; in 2012, seven tube leaks were repaired. Header modifications and changes to operational procedures are ongoing to mitigate the effects of cycling. Despite the uptick in tube leaks, O&M expenses for years 2008 through 2011 and 2012 were about the same.
Remaining objectives include (1) familiarizing trade-floor and generation-desk staff on what the term “flexibility” means regarding combined-cycle operation, and (2) evaluating the steam-turbine warm-up schedule from cold-iron and warm-start conditions.
Project participants:
 Lynn Bell, O&M supervisor
Lynn Bell, O&M supervisor
Rob Carter, plant engineer
Aaron Karlsson, maintenance planner
Justin Fuller, CT technician
Alan Hall, CT journey worker
Bob Csolti, CT journey worker
Michael Hoyt, CT journey worker
Brian Funk, CT journey worker
Chris Moore, CT journey worker
Matt Summers, CT journey worker
Calvin Stutzman, CT journey worker
Chris Hinricher, CT journey worker
Travis Human, CT journey worker
Chad Hollopeter, CT apprentice
Patrick Regan, CT apprentice
Barbara Zatrine, operations support specialist