The Combined Cycle Users Group’s (CCUG) 2017 Annual Conference, held in Phoenix the last week of August, left few stones unturned with respect to plant O&M and management issues. Plant managers, consultants, insurers, vendors, and even an executive or two moved from immediate “pebble” subjects—such as Belleville washers for HRSG manways—to “boulder” size trends like grid-scale energy storage and electric-vehicle (EV) infrastructure which promise to upend in the coming years the industry as we’ve known it.
Boulder issues
A senior director for generation from an area utility set the stage in the keynote. He focused on three topics: safety, which should never go out of style; asset management; and regulatory and technological trends. While much of the talk was the typical “how great are we,” a few golden nuggets were discernible.
The speaker’s team implemented a safety program focused on counting “active” things, not reactive incidents. In the active category are training events, observations, drills, and actions which lead to positive reinforcement. “When you are good at safety,” he said, “you get good at lots of other things.” While no startling revelation, it’s something that’s easy to forget, as an incident case history later in this article reveals.
In the area of asset management, his team and facilities are focused on detection and prevention of significant equipment mishaps, rather than reacting to problems as they arise. Part of this effort is to carefully place equipment in priority. Most readers will understand this as reliability-centered preventive or predictive maintenance strategies, and immediately get the connection to safety.
Don’t be reactive, in other words, be proactive.
He concluded by reviewing several of the overarching trends affecting the utility business, including these:
- Aggregators and resellers inserting themselves among utilities, generators, and ratepayers.
- Consumers renting rather than owning.
- Thirty percent of today’s workforce doesn’t work for a specific company.
- Climate-change events.
- Digital “platform” companies changing the business interface with consumers.
- The general decline in per-capita electricity consumption.
- Expansion of EVs to a predicted 50% of the vehicle fleet by 2040.
- Reduction in cost of grid-scale lithium-ion type batteries from $1000/kWh to $270/kWh over the past few years.
Storage
Of these, grid-scale storage probably has the best chance to rock the world of gas-turbine facilities because they are envisioned to compete directly for peak-load supply and ancillary services.
Much later in the program, Jason Makansi, consultant and president, Pearl Street, Tucson, Ariz, offered a status report on grid-scale storage. In particular, he noted the variety of functions large-scale batteries (Fig 1) are being deployed and demonstrated to undertake around the country—including as part of microgrids, frequency regulation, black-start capability, avoiding NOx emissions and priority pollutants from gas-fired peakers, filling in around renewable generation, and others.
Makansi also noted that the business is maturing, albeit in fits and starts, and reported on the bankruptcy of a major European battery supplier who only entered the US market with ambitious manufacturing plans just a few years ago. “Affordable home- and commercial-based storage begins to separate ratepayers from the grid,” he said.
For existing gas-turbine and combined-cycle facilities, the key threat is that as more fuel-free electricity, subsidized or otherwise, is offered into the grid, locational marginal prices decline while combined cycles are forced into greater cycling and dispatch, escalating maintenance costs.
With economic home and building storage on the cusp of commercial expansion, competitive kilowatt-hours from rooftop solar PV, so-called smart home and building design and devices (for example, smart thermostats), Makansi posited the emerging world of the “YouTility,” where behind-the-meter electric producing and consuming infrastructure challenges the “size of wire” required from the grid to every building, and perhaps disintermediates the utility itself.
Makansi urges utilities to consider such infrastructure as simply an extension of the grid itself, especially because of the two-way interface, and apply the traditional rate of return infrastructure business model which has worked well over the last century.
Risk management
A representative from a major powerplant insurance firm delivered some foreboding words and statistics at the CCUG’s 2017 Annual Conference. In particular, he stated that 40% of transformer faults occur regardless of any prevention or inspection techniques. Transformers, he said, fail regularly (Fig 2). He added that 70% of all losses are equipment breakdown.

He further noted that process safety culture in the US “lags behind Europe and Australia,” and urged the audience to download his company’s loss-prevention data sheets. A quick review by the editors of the two sheets he referenced as examples shows it’s a good idea: They are loaded with good information and procedures.
Users can access this informative risk-management presentation in the FORUM on the Power Users website at www.powerusers.org. It offers valuable guidance on fire protection and prevention and on maintaining the integrity of lubrication systems. Note that Power Users is the umbrella organization for managing and coordinating the technical programs for the 7F, Combined Cycle, Steam Turbine, and Generator Users Groups.
The speaker also identified other good sources of information. Example: OSHA, which publishes its findings after investigating significant catastrophic events. He referenced an OSHA news release from Sept 27, 2013 as an example. The document describes an explosion that occurred during the unloading of hydrogen for generator cooling at a large powerplant in the Southeast and the 17 serious safety violations the owner/operator was cited for (Fig 3). While the resulting proposed fines totaled over $100,000, the scope of the violations screams negligence.
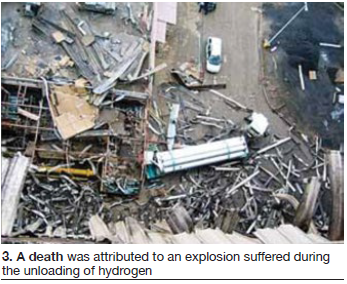
To underscore the need for broad programs like systems knowledge and management of change, he recounted the failure of DC power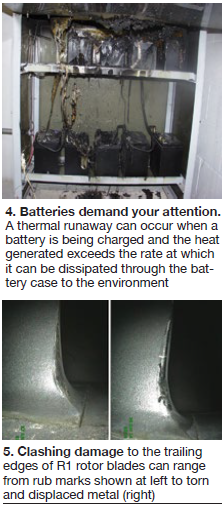 supplies (Fig 4) at a plant which affected the AC side of the electrical system and caused a loss of lubrication on coast down, which went on to impact the entire turbine. “Check your batteries!” he urged. This kind of failure apparently occurs at least once a year, with an average equipment loss of $20-million.
supplies (Fig 4) at a plant which affected the AC side of the electrical system and caused a loss of lubrication on coast down, which went on to impact the entire turbine. “Check your batteries!” he urged. This kind of failure apparently occurs at least once a year, with an average equipment loss of $20-million.
He labeled such failures routine events with severe consequences, as contrasted to routine events, including transformer failures and, as another example, clashing damage in Frame 7 compressors (and also in some Frame 5 and 6 units) attributed in part to vane lock-up in carbon-steel vane carriers (Fig 5).
Some of his other points and suggestions include these:
- OEMs are known to have installed parts which were condemned.
- Greater oversight is required of third-party independent component suppliers.
- Identify single points of failure and address them.
What the OEM and the FBI said
During GE Day at the CCUG Conference the big trends reported above were reinforced. One speaker bluntly told the audience that the trends in demand growth, capacity additions, and load shape “sucks” for this community. Most of what the OEM presented, at least in the first segment of its program, sounded like GE talking to itself about how to respond to tectonic market forces.
One speaker mentioned the need for a part-load maintenance factor. Yet another said “we need to rethink asset life,” for example, building a database of performance from units experiencing two-start days. “What do we need to do differently?” he asked. Another mentioned service agreements which “flex with you” as well as “outcome-based multi-year agreements.”
And such a discussion would not be complete without debating how digital technology is changing the O&M game. Putting the control-room information and indicators on remote digital devices was mentioned. In connection with that, one GE leader referred to a plant in California running at 10% capacity factor that has gone down to a single operator at night.
Cybersecurity was addressed by a representative of the regional office of the FBI. He observed that physical access is still the key to many security problems. Several pearls of wisdom:
- Wall off anything that cannot be patched from the Internet.
- Don’t trust Microsoft patches.
- If you have Kaspersky anti-virus software, get rid of it. Kaspersky software has gotten caught up in the nation’s current love of all things Russian.
Another FBI agent discussed the ideology of Islamic terrorism, though it was unclear whether anything was directly applicable to US powerplants. Both agents suggested that plants consider a visit from the FBI/Dept of Homeland Security (DHS), through the Arizona Cyber Threat Response Alliance, to walk down the site and provide an evaluation and recommendations.
User shares best practice for reducing NOx in-house
It’s only partly facetious to say that every molecule of NOx avoided in California means something. A representative of a plant with four LM6000 units reviewed its innovation program for reducing startup NOx emissions by 40%. That’s significant, because startup NOx mass can be three times that of a full operating hour at full load. Reducing NOx emissions has the welcome byproduct of increasing operating time for each unit, at least in that state.
“We developed this program ourselves because the OEM wasn’t interested in working with us,” he told attendees at the CCUG Conference.
After implementing the obvious steps of tightening up maintenance, tuning up the system, and upgrading the NH3 curve, the key to the program was to focus on the many points in the startup sequence when you wait—such as warmup, breaker synch, SCR coming up to temperature, combustion entering the “zone,” and water injection coming on.
The specific steps proved to be (Fig 6):
- Reduce the SCR/NH3 injection interlock temperature.
- Lower the SCR temperature NH3 block interlock.
- Lower the NH3 injection heater temperature interlock.
- Alter the NH3 motive heating scheme.
- Add a megawatt-based feedforward capability to the normal NOx-ppm feedback loop and fuel feedforward process control loops.
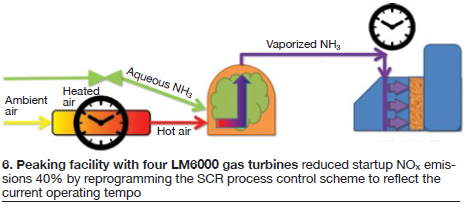
As one example of the reasoning, the system had been programmed to wait for the SCR catalyst to reach 550F, before starting NH3 injection. Discussion with the supplier suggested 450F was acceptable. However, ammonia salts vaporize at 310F, so the owner’s team agreed that 350F would be acceptable. Essentially, the mods were based on rethinking the process control scheme to iron out much of the design margin so it more closely reflects the current operating mode of the units—that is, more time in startup mode than anticipated in the original design.
When the mods were concluded, operators measured the startup NOx for the other three units in a range of 6.3–7.2 lb/hr; for the modified unit, it was 4.0 lb/hr.
And they aren’t done. Coming mods include shortening the NH3 heater “clamp” by 50%, programming warm standby on the NH3 heater, reducing turbine warmup times and shortening breaker synch wait times and the turbine purge period. The mods can be extended to the other three units.
A death results when safety procedures are ignored
Although a presentation on the post-mortem analysis of an incident resulting in a worker death is somber, it’s also a learning event and reminder that safety must always be reinforced, even if, as in this case, you’ve performed a task a hundred times before. Users were reminded of this at the CCUG Conference.
In the case described (at a hydro facility), the task was to clean a de-energized 13.8-kV bus. A veteran worker, who had performed this task 26 times before, was left alone as his team member left to retrieve an item they had forgotten for the job. He returned to find the veteran co-worker “energized” and lying on the ground.
Inexplicably, what happened was that the two of them had noticed a flat washer on the floor. While the veteran was alone, he wanted to “fix the problem” and put the washer where it needed to be. In doing so, according to the post-mortem, he violated multiple safety rules. He rolled stairs over, unlocked a locking mechanism (apparently every employee has a master lock key), removed rods, and opened the door to an energized 13.8-kV cubicle above the one they were assigned to.
He noticed a broken bolt, found a flashlight in the back of the top cabinet to shine on the bolt. They found his hard hat in the back of that cabinet. The top of his head apparently came in contact with the energized bus. The veteran proceeded on his own even though the two of them “had the conversation” that the top cabinet was energized. Not only should he not have worked alone, no out-of-scope work should have been done unless workers stop to discuss it.
Organizationally, there wasn’t much to do, other than reinforce existing processes and procedures. The owner/operator did eliminate master locks on this type of equipment and began a program to reward those who bring problems back for collective discussion, rather than solve them alone. However, nothing is going to stop someone from lapses of judgment or a determination to solve a problem on their own while no one is looking.
One audience member responded that energized gear “keeps him up at night.” Sometimes equipment just malfunctions and you can’t blame the person, and sometimes the person makes a mistake—especially when tired. Another attendee reported that they run safety drills at his plant unannounced weekly, and then evaluate responses and performance afterwards.
Perhaps the overarching lesson here is complacency can kill.
Others asked, “What constitutes emergent work?” and how to you handle it. Staff needs to be empowered to stop work to question and be certain, and be supported by management for doing so. One tool to assist in performing work safely that was mentioned may be the latest models of cameras, which can be used to troubleshoot problem areas and document tasks.
Attendees share their experiences
Two of the more insightful open-discussion sessions at the CCUG Conference had plant representatives, somewhat extemporaneously, tell the conference leaders (all veteran plant managers) what they needed help with and what problems might they solve, or at least address, during the meeting.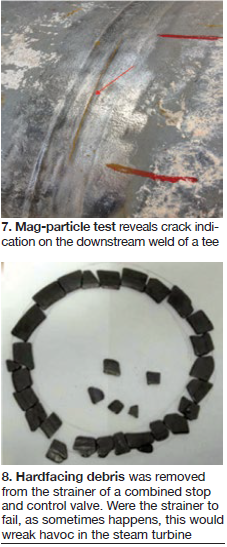
The following are some of the topics/concerns on the minds of users reported out in the first discussion session:
- We’re seeing components fail for the first time; thermowells are an example. What are some of the other “one-offs” others are seeing, things not expected?
- The way we operate is changing. We’re now offline during the peak of the day. We have six-hour minimum runs, instead of 12. We had a control valve split in half. Generally, we’re experiencing more cycling and increased maintenance.
- Daily cycling is leading to cracking of steam piping (Fig 7), not leaks, but weld failures, valve seats cracking, etc. Strainer baskets are not catching foreign material going to the steam turbine (Fig 8).
- We are experiencing gas-supply issues, curtailments, and gas compressor issues.
- We tripped a 7FA offline and borescope inspection revealed fuel nozzle orifices coked up (this is gas-only plant). We had compressor station lubricating oil pouring out of everywhere. Eventually, we replaced five sets of gas-turbine fuel nozzles.
- We’re having gas supply issues. We added diaphragm valves. We’ve had to step up line pressure because of low flow conditions, and experienced valve failures.
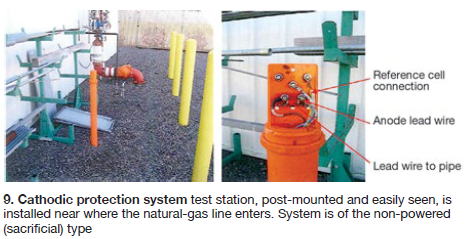
- Our plant doesn’t have adequate cathodic protection because the original plant designers didn’t think it was needed because we are a desert location (Fig 9).
- A significant recent problem for us focused on failure of the transformers for the steam turbine/generator. We ran for a month in simple cycle because of it.
- We’ve had all kinds of different brands of flowmeters for our attemperators. One model split in half. How often should we inspect them? Once a year? We found an obstruction in the liner after a borescope inspection (Fig 10). We got a good look at the 180-deg bend in the hot-reheat attemperator and found liner cracks and leaks in the gaskets between the valve body and attemperator. We must inspect these components often.
 During the second discussion session later in the program, new sparing and inventory programs sucked up a good portion of the oxygen. One utility representative spoke about a formal critical-parts risk matrix—including cost, location, turnaround times, potential suppliers, etc—conducted across their combined-cycle fleet. This led to increased inventory, especially for long-lead time critical spares at single-point-of-failure locations.
During the second discussion session later in the program, new sparing and inventory programs sucked up a good portion of the oxygen. One utility representative spoke about a formal critical-parts risk matrix—including cost, location, turnaround times, potential suppliers, etc—conducted across their combined-cycle fleet. This led to increased inventory, especially for long-lead time critical spares at single-point-of-failure locations.
However, increasing spares adds to the tax burden. Another non-utility combined cycle shares parts with other owner/operators in the area, primarily a competing utility. A third user cautioned that equipment sourced overseas requires that you “document the hell out of stuff.” Just because you specked out an in-kind replacement doesn’t mean you’re going to get it.
The discussion on spares necked down to thermocouples. One plant representative said that often one fails, then you put the installed spare in service, and forget about it. Now the practice has shifted so that the plant immediately orders a new one held as inventory.
Steam bypass valves and systems continue to give users fits. A plant attendee reported that the piston on one of his bypass valves broke in half, and they had to use another unit’s bypass system to get the unit started up. Another participant said bypass valves are now inspected every outage because of Stellite seat failures.
Other miscellaneous points to ponder from the discussion include these:
- A user reported blowing out the guts of the silencer “more than once.”
- A plant experienced multiple boiler-feed-pump failures and massive pitting on the pump shaft tied to an O-ring failure.
- A 3 × 1 plant designed for baseload had to significantly modify its zero-discharge water treatment system, originally designed to accommodate a five-day, 16-hr shift operating tempo. “The plant wasn’t able to run in 1 × 1 or 2 × 1 configurations because of this limitation.”
- If you operate under a two-starts-per-day regime, you need a robust vibration analysis program, and a vibration specialist, to anticipate when critical components may fail.
- Test motor breaker open/closing regularly, because internals have a limited defined life.
- Another plant caught relief-valve and thermocouple issues by implementing a commercially available advanced pattern-recognition software package designed for startup periods. CCJ