
















Proper selection and application of weld technologies for the repair of high-temperature components in heat-recovery steam generators and high-energy piping systems is critical to maintaining the high availability and reliability demanded of combined-cycle plants. European Technology Development’s Chief Metallurgist Dr David Robertson and Director Dr Ahmed Shibli discussed with the editors the industry experience ETD has compiled in a comprehensive report that the research organization believes is of great value to owner/operators of generating plants.
“Guidelines for high-temperature weld repairs: Review of worldwide plant and R&D experience,” published last fall, is a 300-page treatise focusing on 2.5CrMo, 0.5CrMoV, CrMoV, P91, and AISI 316 steels. The document provides comprehensive guidelines on weld repair procedures and integrity/life assessment of weld-repaired high-temperature components. For details and information on how to order, contact ashibli@edt-consulting.com.
Robertson and Shibli said that, for better decision-making, industry personnel responsible for weld repair of high-temperature components should come up to speed on (1) typical features of welds, (2) damage that may affect welds in service and the consequent need for repair, (3) the excavation design and geometry of full and partial weld repair, (4) welding processes, (5) welding and post-weld heat treatment (PWHT) requirements of the construction codes, (6) performance assessment of weld repairs, (7) principles of microstructural control within weldments—among many other things also covered in the report.
Cold welds. One of the document’s 13 chapters is devoted to cold-weld repairs—defined here as weld repair where preheat may be applied, but PWHT is excluded. The technique may help users mitigate the financial impact of lost production by allowing units to return to operation sooner than they would if PWHT were required.
Cold-weld repair technology was pioneered in Russia in the 1960s and later advanced in the UK. The US National Board Inspection Code in 1977 allowed weld repairs without PWHT for several materials provided specific buttering techniques were used. In 1995, the NBIC accepted that certain welds were impractical to PWHT and allowed cold-weld repair provided the owner/operator could demonstrate properties equal to those for the original construction.
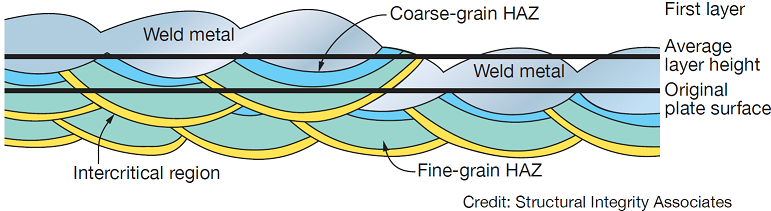
Several controlled weld-metal deposition techniques were developed to enable cold-weld repairs. They use the thermal fields, generated by successive weld beads, to provide both the grain refinement necessary to assure success as well as some local tempering of the structure of the heat-affected zone (HAZ). The so called half-bead, temper-bead, and heat-input control techniques all are based on controlled overlap of the adjacent weld bead segments and the use of several buttered layers. The temper-bead technique some prefer for cold-weld repairs on P11 and P22 is illustrated in the figure.
 Cold-weld repairs are not as simple as they might sound. Decisions on excavation configuration, filler-metal specifications, heat input at various stages of the repair, etc, are critical. Plus special training is required for welders performing the work. The ETD report is valuable for its perspective and recommendations on the process to avoid missteps.
Cold-weld repairs are not as simple as they might sound. Decisions on excavation configuration, filler-metal specifications, heat input at various stages of the repair, etc, are critical. Plus special training is required for welders performing the work. The ETD report is valuable for its perspective and recommendations on the process to avoid missteps.
Keep in mind that toughness of the HAZ and weld strength depends significantly on use of a welding technique that minimizes the coarse region from the parent metal. Bill Kitterman, GM, Bremco Inc, oft noted by users for the quality of its weld repairs, extracted relevant material on the art from the company’s files that has been collected over the years. A passage published on www.gowelding.com suggested the following:
“The first layer of weld should consist of small beads, deposited using low heat input to ensure minimum penetration into the parent metal. This can be achieved by using small electrodes, welding in the horizontal position, and adjusting the angle of the electrode to minimize penetration. Great care must be taken to avoid hydrogen cracking and lack-of-fusion defects. A 50/50 bead overlap will reduce the course-grained area, but not necessarily remove it altogether.
“Depositing a bigger weld bead on top of the smaller ones, such that its refined zone overlaps the coarse areas created by the original runs, is the preferred technique. Sometimes the first beads are ground down slightly to enable the refined zones of the next beads to line up correctly. The final bead of any welding sequence should be deposited in the middle of the cap, away from the parent metal.”
One of the takeaways from the investigations by Robertson and Shibli is that cold-weld repairs of thermal fatigue cracks using Inconel-type weld metal normally are considered temporary, possibly providing up to five years of service before another crack is caused by thermal cycling. However, the two experts point out that such temporary repairs are sufficient to reach the next scheduled outage when a more permanent repair can be made.
Amy Sieben, PE, principal, ALS Consulting LLC, Forest Lake, Minn, a firm specializing in HRSG inspections, repairs, and upgrades, said temporary repairs concern her because the need to make repairs permanent often is quickly forgotten by plant personnel, or deferred until it is forgotten. Kitterman said the preparations for cold weld repairs—welder training, test welds, and metallographic examinations to confirm quality work—should not be underestimated. Plus approval by applicable authorities (insurance company, state regulators, etc) is required. He believes it’s generally easier to follow standard procedures with PWHT except in situations where PWHT may be impractical—which Kitterman believes are rare.
In wrapping up their exchange with the editors, Robertson and Shibli reminded that for a given repair situation, both the operating conditions and type of defect must be considered. Cold welding with nickel-based filler should be suitable for repair of manufacturing defects in castings, such as turbine casings, they said, or for repairs to previous weld repairs made at the manufacturing stage—because they generally experience low stress levels. Subject to periodic inspection, the repairs could be considered permanent. By contrast, in-service defects generally are caused by more severe loadings, so cold-weld repairs with nickel-based filler should be regarded temporary, as noted earlier.