
















Moving through the combined-cycle system to the NOx and CO emissions catalysts, Andy Toback, Environex, asked in his presentation title, “Is Your SCR/CO System Ready for Turndown?” If your SCR was designed for baseload operation, the answer is probably not.
Chemical constituents change at temperatures typical of low-load operation. NO2 from the gas turbine gets elevated and CO from the GT exhaust can “grow exponentially at low loads,” because the operating-temperature range has shifted. Toback then turned to two case studies to illustrate his points.
The plant in the first case was experiencing ammonia flows higher than design, sometimes twice as much, even at low loads, and low NH3 vaporizer temperatures at high NH3 flows. The NO2 fraction of NOx was measured consistently higher than 50%, and as high as 70%, during startup. Normally, it should be around 20% NO2/NOx.
Nevertheless, both CO and NOx catalysts were performing well. However, the CO catalyst was also oxidizing NO to NO2, so the SCR catalyst had to work harder neutralizing the elevated NO2 levels, acting as if it was near the end of life, asking (through the control logic) for additional NH3 spray.
“The catalyst was behaving perfectly for the baseload conditions it was designed for,” Toback reported, “but to operate at lower loads and meet permit limits, it would require 20% additional volume and 0.6 in. H20 additional pressure drop.”
Toback called the second case study a “turndown field exercise.” The test crew measured steady state catalyst operating temperatures and CO and NOx concentrations in the GT exhaust down to 8% load. The goal was to determine what turndown levels the plant could run at with available catalyst configurations. It turned out that 35% was the load limit with the present catalyst. Both turbine-exit NOx and CO levels (Fig 11) rose precipitously below this point.
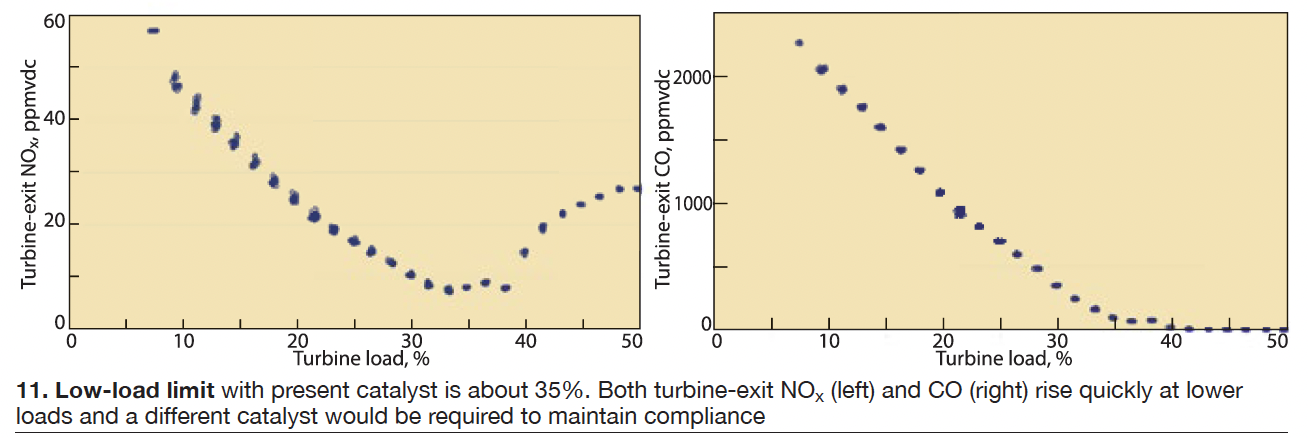
“This plant could get to a 28% load limit if they replaced the present CO catalyst with a dual- purpose formulation,” Toback concluded. While this approach could prove worthwhile for some plants facing extended operation at extreme turndown levels, this plant opted to stick with what it had. In addition to the larger catalyst volume, there is a pressure-drop penalty.
One questioner asked what the catalyst concerns would be running the plant at higher-than- design loads. Answer was that the anticipated life of the catalyst would have to be modified based on the operating data post-uprate.
Another asked if catalyst degradation is gradual or “falls off a cliff.” Answer was that NH3 consumption tends to increase exponentially and catalyst deactivates quickly near end of life. Short answer, probably. Catalyst needs to be tested periodically, and “married up to operating data,” to keep from approaching the cliff, especially after the OEM’s warranty period, to establish a baseline. “Early catalysts were over-designed,” Toback noted, “while later CC/GT facilities have catalyst supplied more competitively on volume.
In the Environex virtual breakout room, discussion continued on topics such as these:
- How often to clean NH3 heaters. One plant cleans with acid every three years, while another plots wattage to vaporizer exit temperature to predict when the next cleaning should be.
- Options for running at lower capacity factors when your NH3 flow is capped. Check for plugged nozzles in the ammonia spray array, and try to tune the unit by measuring NOx and ammonia slip at each point in a traverse (assuming you can reach the sampling ports or add a sampling port grid), and selectively increase the ammonia flow in trouble spots.
- Plants having issues with operation below 40F and above 85F can consider seasonal tuning.