
















ACC performance optimization
Best Practices Award
Challenge. Steam turbines at this three-unit 1 × 1 combined-cycle facility exhaust to dedicated air-cooled condensers (ACCs), each having 18 fan bays equipped with two-speed motor drives. The ACCs were supplied by GEA Heat Exchangers Inc. Over the past several years, ACC performance degradation has had a significant negative effect on plant heat rate and steam-turbine power generation. To illustrate, an increase in condenser pressure of 1 in. Hg abs results in an approximate 4-MW loss in steam-turbine generation.
Plant engineering and O&M personnel have tried several different techniques to improve ACC performance. First, each ACC is cleaned annually. The cleanings are conducted after the spring pollen season and prior to the summer run season. After the cleanings, the plant has observed an initial improvement in ACC performance followed by a slow degradation over the rest of the summer.
Second, the plant reduced bypass on the ACC heat exchanger fins by caulking between rows. This technique resulted in some improvement, but did not bring ACC performance back to design conditions.
Third, the plant contracted Conco Systems Inc to perform leak detection services, which indicated that major air leaks were developing on both the north and south ends of the dephlegmator section of the condensers. It was suspected that the leaks were caused by thermal fatigue stress as a result of differential temperatures between the steam drum and the air removal section. This cause was confirmed by performing a metallurgical analysis of one section of the heat-exchanger tubes.
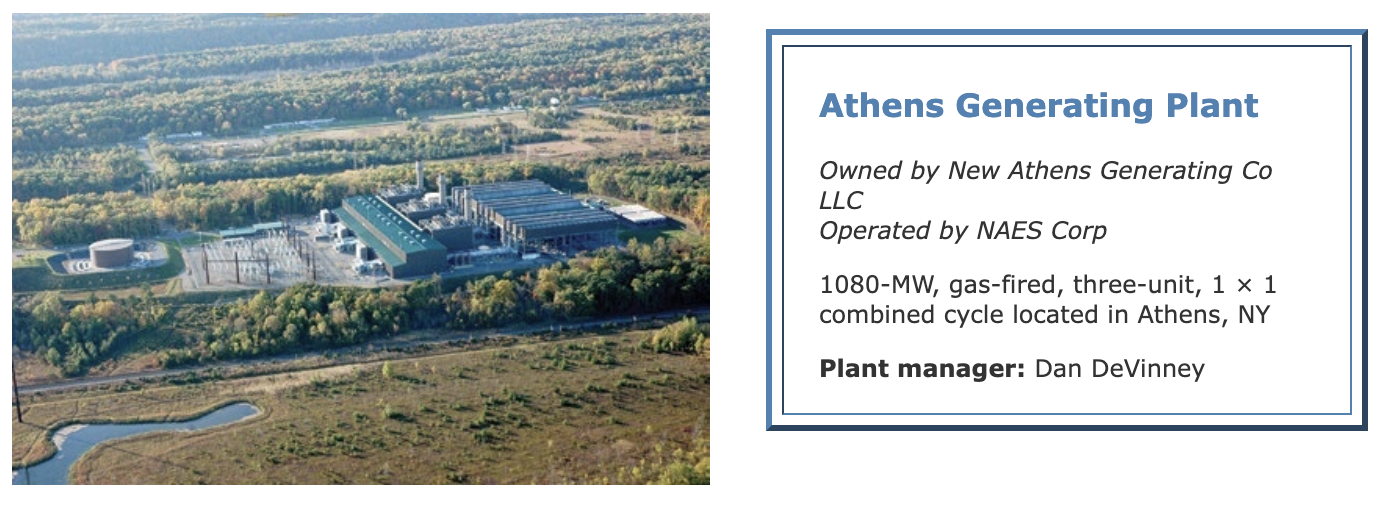
Several repair techniques were used to address these leaks, including caulking the header-to-tube joints and opening the steam drum to mechanically separate the steam drum from the dephlegmator section (Fig 1). Some success was observed after these repairs, but each required either a lengthy outage or a consistent re-application of the caulking. Based on the leak-detection reports, personnel focused attention on how to best address tube leaks in the dephlegmator section.
Solution. Plant personnel worked with a local contractor to develop a two-step solution. First, the team separated the steam drum from the dephlegmator section externally. This did not require a lengthy outage and removed the differential expansion stress caused by large temperature gradients.
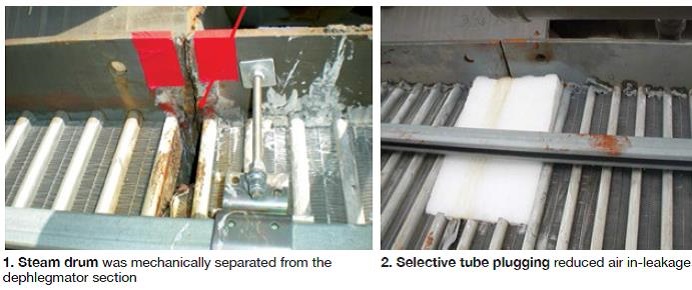
Second, without entering the steam drum or the deflagemator section, the team cut and plugged one steam tube and two dephlegmator tubes. These tubes were specifically targeted, because no leaks were observed on tubes further in the bundle. Using this approach, tube repairs are permanent, less expensive, require less outage time, and minimize the impact on heat-exchanger integrity (Fig 2).
Results. The results of these repair techniques have been excellent. Prior to 2013, the ACCs were not operating anywhere near the design curves. Fig 3 illustrates two backpressure data points for the Unit 3 ACC recorded during July 2012 and July 2013. Both data points were taken under similar ambient and engine conditions: The July 2012 point plotted is for an ambient temperature of 94F, humidity of 30%, and the unit at base load; for July 2013, ambient was 98F, humidity 35%, and the unit at base load.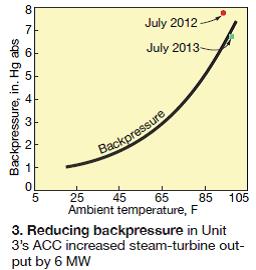
The 2012 plot shows vacuum was 7.78 in. Hg abs, 1.5 in. more than in 2013 after repairs.. Output increased by 6 MW year over year. The Unit 3 ACC is now operating near the design curve, which has resulted in improved plant heat rate and increased steam-turbine output.
Project participant:
Hank Tripp, plant engineer
Developing, implementing comprehensive fall protection
Challenge. The plant identified a need to upgrade its fall protection procedures to meet or exceed the requirements of ANSI/ASSE Z359.2-2007.
Solution. Plant staff worked with an outside consultant, Safety Compliance Services Inc, to develop fall protection procedures that specify the equipment and systems used to protect authorized persons from each fall hazard and to document operating procedures for the specified fall protection equipment and systems—including installation, inspection, use, and dismantling. The completed procedures were in conformance to the requirements of ANSI/ASSE Z359.2-2007.
Staff identified all routine work tasks that exposed employees to a fall hazard and which require the use of active fall protection systems. A total of 20 work tasks were identified, which were then included in a comprehensive fall hazard survey. The consultant assisted with conducting the fall hazard survey and developing fall protection procedures for all identified locations throughout the facility.
Results. The final fall hazard survey and fall protection procedures have been incorporated into the facility fall protection program and are part of facility annual training. The fall hazard survey was conducted to fulfill the following goals:
- Provide employees with specific instructions on how to set up fall protection systems at those locations where such equipment is needed most often.
- Incorporate skills for the setup, use, and disassembly skills of the most frequently used fall protection equipment/systems into the annual fall protection training.
- Provide employees with a better understanding and greater knowledge in the proper selection, setup, and use of active fall protection systems for applications not covered in the fall hazard survey.
- Identify and improve awareness of current and predictable workplace paths, all fall hazards along such paths, and the locations and distances of all obstructions in potential fall paths.
- Identify any environmental factors that might affect the installation, use, inspection, maintenance, and dismantling of any fall protection systems.
- Establish a system of identifying risk factors to assist in ranking fall hazards.
- Additionally, the fall protection procedures were required to meet the following criteria:
- Must be prepared specifically for the workplace and tasks where they will be applied except where the same procedure can be effectively applied to multiple workplaces.
- Must provide for 100% fall protection.
- Must include training requirements and qualifications of persons permitted to use the system.
- Description of all components used.

- Required anchorage strengths.
- Any limitations on how or where the system is installed.
- Detailed instructions for assembling and disassembling the system.
- Inspection requirements.
- Description of all components used.
- Required anchorage strengths.
- Any limitations on how or where the system is installed.
- Detailed instructions for assembling and disassembling the system.
- Inspection requirements.
Project participants:
Colleen Dolan, EHS manager
Dwayne Boyer, O&M manager
Tom Birk, maintenance planner
Operator training program keeps staff on its toes
Challenge. The plant has been in commercial operation for nearly 10 years with limited turnover, and several years since most employees completed their initial training. A program was needed to keep current employees updated and to refresh their systems knowledge. Additionally, a program was needed for review classes for the plant’s qualification program and to train new employees as well.
Solution. Operator training (nicknamed KCU training for Kenny Cardona Univ, after the plant’s lead instructor) is conducted two or three days a week; sessions run three to four hours. New employees are issued a new training manual and P&IDs to assist in their learning. Classroom sessions consist of system review on a “whiteboard” and system walk downs of each plant system. Operating history—problems encountered and solutions—are hashed out in the class.
All employees—management, operators, maintenance staff, and I&C technicians—are invited to attend KCU training to stay up-to-date on the plant systems as they review P&IDs, manuals, and system walk-downs. All of the sessions are interactive, and the discussions have been very effective.
Results. Training sessions have been very successful and are popular among all employees for keeping current on plant operations and system changes. In addition, improved knowledge of plant systems enables employees to stay consistent, and has helped new hires develop their knowledge of the plant and complete their qualification requirements in a timely manner.
Project participant:
Ken Cardona, operations coordinator