
















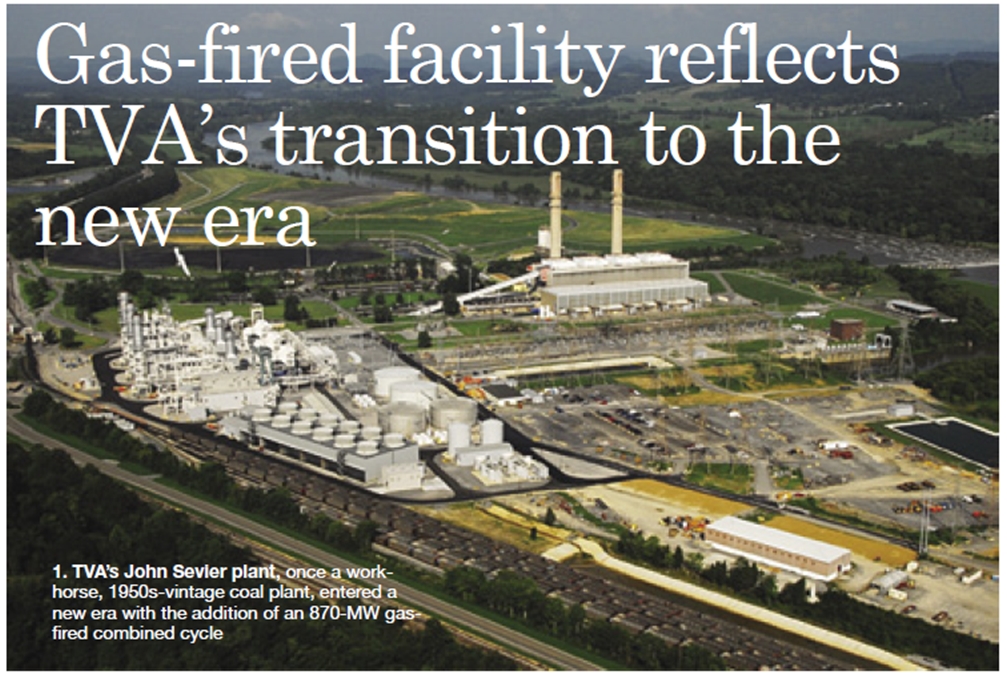
If you were searching for a powerplant where the industry issues you keep reading about have converged, you probably couldn’t do better than Tennessee Valley Authority’s (TVA) John Sevier Combined Cycle Plant. On a site where four 1950s-vintage unscrubbed coal-fired units no longer run, a state-of-the-art 3 x 1 natural-gas-fired combined cycle now operates at high capacity factor because of the favorable price of fuel (Fig 1).
The rail delivery line that you parallel on the long drive into the reservation is idle. The dust and grit of coal handling and preparation have settled. The tall coal plant stacks, built in the days of “the solution to pollution is dilution,” are stone cold, replaced by the short squat stacks typical of a gas plant.
As a TVA employee (of short duration) several decades ago, the writer worked on emissions testing and control projects at seven of the utility’s coal-fired plants. Although skeptical of the latest rhetoric around the shale-gas revolution over the long-term, he sensed while driving slowly under the canopy of trees lining the drive to the plant from the road, that he was being deposited into a different era. Time will tell whether the big switch from coal to gas becomes reality nationwide. But the stirrings of the new era whispered through the trees.
Critical as ever
One thing that hasn’t changed is how critical the site is to the TVA system and this substantially dictated the design and the first months of operation. Limited transmission exists in the northeastern part of the TVA system and much electricity is wheeled in from long distances—including power from wind turbines in the Midwest and from fossil-fuel-fired merchant plants in Mississippi.
Lots of VArs have to be injected in this location. The new Sevier plant essentially is used to regulate the eastern portion of the system. The plant is almost always operating, but its output is always swinging too.
“We will ramp from 480 to 760 MW often twice a day, sometimes twice even within a couple of hours,” noted Terrell Slider, plant manager. “Our capacity factor has been around 80%, but our online time has been more like the mid-90s.” Other combined cycles in the TVA system are in daily start/stop mode, but Sevier regulates the system at night. “We’re dispatched such that we’ve hardly had time to focus on heat rate,” Slider added.
In fact, flexibility and reliability are the hallmarks of the plant’s design objectives. With a 96.5% availability and a 1.6% equivalent forced outage rate (EFOR) reported for fiscal 2012 (May through September), it appears those objectives will be achieved. To put that in perspective, the plant just completed construction in April 2012, one month ahead of schedule and under budget.
“Must run” at this site means that two 2-million-gal tanks loaded with back-up fuel oil are included along with a continuously operating fuel-oil recirculation system, allowing fuel for the gas turbines to be switched “on the fly” if and when necessary. The plant can run for 100 hours flat out on its back up fuel (without duct burners, which are only gas-fired).
Because Sevier must meet a 42-ppm NOx limit on fuel oil, demineralized water storage is also provided for water injection into the gas-turbine combustors. The fuel-oil back-up systems have been tested for all three GE 7FAs. Back-up fuel capability added 10% to the plant’s capital cost.
Other design characteristics for reliability are more familiar to the combined-cycle community. Each gas-turbine train has a bypass stack, for seamless and immediate conversion to simple-cycle operation, and duct burners in the heat-recovery steam generator (HRSG) boost output from the steam bottoming cycle when necessary.
The plant can run with any combination of gas turbine/generators (GT/G) and the steam turbine/generator (ST/G) running; however it cannot go from straight simple cycle to combined cycle. To meet NFPA (National Fire Protection Association) code requirements, the HRSGs must be purged with large volumes of air prior to flowing hot exhaust gas through them. Typically, the three gas turbines stay online and are backed down in load (in combined-cycle mode) overnight.
To illustrate the impact of fuel prices, the original design called for an expected 40% capacity factor (CF). After the plant went into service, dispatch was asking if 95% CF was achievable. In fact, the benefit of operating the plant at last summer’s fuel prices was so great, TVA essentially started the commissioning period before construction was complete to take advantage of the market.
“The bypass dampers were a benefit,” said Mike Hoy, Senior Manager Construction Projects, New Unit Services, “we could run the GT/Gs independently while we were still working on the steam system, and also separately test the engines on both fuels and conduct the GT simple-cycle performance tests.”
1. Key facts about Sevier
Plant major components include the following:The John Sevier Combined Cycle Plant was built in 24 months, one month ahead of schedule, coming in under the $820-million budgeted and with zero lost-time injuries. Twenty-six of the 31 plant staff were transitioned from the adjacent idled coal plant. A few additional personnel are on staff for upkeep/layup tasks associated with the coal units.
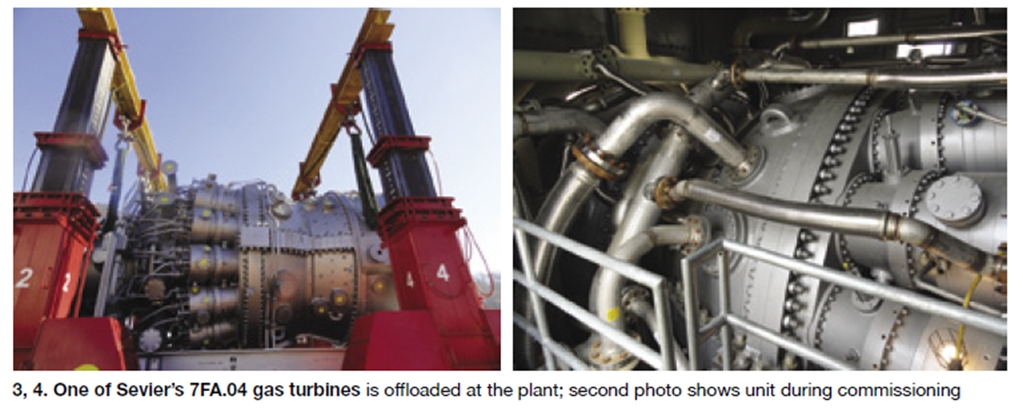
* Three GE 7FA.04 dual-fuel gas turbines equipped with evaporative coolers are each rated 176 MW on natural gas and 185 MW on distillate oil.
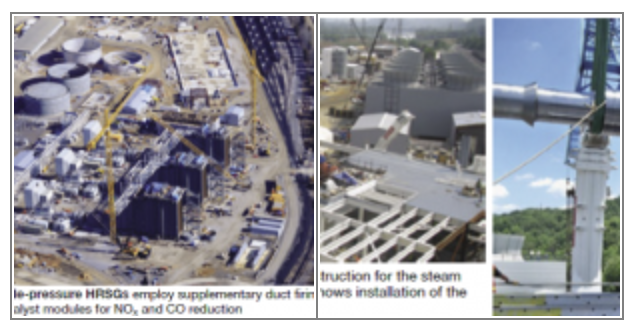
* Three triple-pressure HRSGs with duct firing are equipped with catalyst modules for NOx and CO reduction (Fig A). An aqueous ammonia (19.5%) storage and feed system serves the SCR system.
* A gray-market 400-MW (with full duct firing in operation, 280 MW without) tandem- compound, double-flow, reheat condensing steam turbine/generator manufactured by Toshiba Corp. The steamer is installed outdoors, perhaps uncharacteristic for a plant at this location (Figs B, C).
* A 12-cell mechanical-draft cooling tower.
* Main pumps: Two 100% boiler feedwater pumps for each HRSG, two 50% circulating-water pumps, and three 50% condensate pumps.
* Water for plant operations (service water, demineralized water, and cooling-tower makeup) is pumped from the river in two existing bays at the coal plant to the make-up water pretreatment system. Product is stored in two 500,000-gal service water tanks.
Although combined-cycle performance is not under warranty, performance of the GT/Gs in simple-cycle service is guaranteed by GE. Engine NOx emissions when firing natural gas is warranted at 9 ppm or below, 42 ppm or below for distillate fuel oil. Catalyst modules in the HRSGs further reduce emissions to a guaranteed 2.5 ppm NOx and 3.5 ppm CO. The boilers are designed for mostly natural-gas firing, with 200 operating hours per year on fuel oil.
A diverter damper cuts off GT exhaust flow to the HRSG when the plant operates simple-cycle. An additional guillotine damper assures safe working conditions downstream to permit work in the HRSG and beyond with the GT/Gs in operation.
Risks versus rewards
While reliability and availability are critical, TVA undertook some calculated risks to reduce costs. For one, Sevier makes use of about 50% of the design intended for another site—the Gleason project. For another, a gray-market ST/G in storage for 10 years was pressed into service, as well as the HRSGs—already ordered for the earlier project.
Third, unlike most other combined-cycle projects, TVA enlisted EPC firm Kiewit Power, to construct the plant. Another firm, URS Corp, handled engineering and procurement. The consequence: No overall plant performance guarantees. TVA accepts the liability for system performance, which, the construction team stressed, is not standard practice at the agency.
 While it was convenient to include the existing ST/G in the design, getting the unit to the site was a different story. For example, the rail envelope for the generator was too large for East Tennessee (mountainous area). It had to be barged from Memphis to Knoxville, then trucked from there, including temporary closures of the busy Interstate 40 (Fig 2). The HRSG components were sized based on the rail envelope for the Gleason project. They also were shipped by rail to Knoxville and trucked from there to the plant.
While it was convenient to include the existing ST/G in the design, getting the unit to the site was a different story. For example, the rail envelope for the generator was too large for East Tennessee (mountainous area). It had to be barged from Memphis to Knoxville, then trucked from there, including temporary closures of the busy Interstate 40 (Fig 2). The HRSG components were sized based on the rail envelope for the Gleason project. They also were shipped by rail to Knoxville and trucked from there to the plant.
The Toshiba Corp steamer was modified based on 10 years of field operating experience. Said Hoy: “The most invasive mod was replacing the single-bolt fan blade on the generator’s rotor with a two-bolt design.” The original bolts were showing premature fatigue on operating units in the field. Corrosion and missing parts issues also had to be addressed.
Early O&M experience
Getting the plant built under schedule and budget is one thing, but the plant operating staff had to confront some additional challenges. At the top level, the plant has not achieved the expected total output of 870 MW (summer, duct-fired) but, according to Slider, “has demonstrated 834 MW on a winter morning with 22F ambient air.” This was without duct firing.
In addition, the maximum expected ramp rate is 45 MW/min for the gas turbines, but until additional HRSG tuning and testing is performed, the plant is only comfortable with the 20- MW/min ramp rate it is now operating under.
Slider stressed that the issues weren’t so much ones of deficient plant capability, but that “we had to discover things during commercial operation that normally would have been identified and corrected during commissioning. And the lack of a warranty (other than the GT/G) means we can’t hold the designer to its design.”
In general, Slider felt that there weren’t enough acceptance criteria—especially for the control logic—included in the contract, and the ones that were included could have been better defined. As with other combined cycles, problems with control logic have led to some downtime.
 Some specific O&M issues reviewed with the plant staff include those listed below. They provide a valuable checklist for others involved in combined-cycle projects.
Some specific O&M issues reviewed with the plant staff include those listed below. They provide a valuable checklist for others involved in combined-cycle projects.
Gas turbines. The latest F-class turbines (Figs 3. 4) have exhibited no real issues to date. Compressor rubs have been detected, but no actions have yet been taken.
Valves, actuators, transmitters. There are too many vendors and too many styles: The plant would have benefitted from a greater degree of standardization. Boiler-feed discharge valves were specified incorrectly and valves in the feedwater system bind up.
Guillotine dampers pose recurring problems. The actuators kept wearing out because they were cycling when they weren’t supposed to or didn’t need to. Noted Slider, “The guillotine dampers were never put through the paces of commissioning.”
Bearings failed prematurely because of poor greasing practices. Bearings for the cooling-tower fan motors had no grease in them at all.
Fuel-oil check valves. Oil leaking past these valves entered the combustors and altered NOx readings; however, valve replacement appears to have solved the problem.
GT closed-cooling radiator fan skids. Some issues in the control logic for this subsystem has led to icing on (and bending of) the grill below the cooling fans. The fans run continuously and shouldn’t be, according to Slider. A mixture of water (55%) and propylene glycol (45%) serves as the coolant.
Water treatment system.
- Motors on the clarifier pumps that remove the sludge were incorrectly specified and had to be replaced.
- The routine cleaning basis for the polymer injection valves had to be altered via a corrective maintenance procedure.
- Algae growth/fouling issues in the GT evaporative cooling system arose from poor water quality.
Fuel gas heaters. While the plant was designed with redundant 100% dew-point gas heaters, the system has proved inadequate, mostly because of the unexpected critical nature of fuel-gas Wobbe Index/Temperature criteria for GE gas turbines. The single chromatograph also is a liability.
The allowable GT fuel-gas temperature falls in a narrow range. If the gas is too hot, the unit trips. The fix has been to keep one gas heater cool and the other hot with temperature-controlled valves to divert gas between them and maintain the required temperatures. Unfortunately, this eliminates the redundancy designed into the fuel-gas heating system.
Fuel gas supply. Debris entrapment issues resulted because TVA policy did not permit gas blows of the fuel supply lines. The dual-basket gas filters plugged up and a design flaw was uncovered that resulted in the identification of a single-point failure location.
Valves for double block and bleed. A TVA-wide procedure calls for double block and bleed, and some of the extra valves were causing problems, especially in high-temperature/high- pressure situations.
General QA/QC. There have been instances of loose tubing, loose connections, and inadequate heat tracing.
Accessibility. There are areas that cannot be accessed and additional scaffolding, ladders, and platforms will have to be added.
Additionally, the plant is still struggling with some interrelationships among the duct firing, steam attemperator, and water chemistry sub-systems. During initial duct-firing operation, the team uncovered a lack of attemperator capability for HP steam. After attemperator modifications were performed during the fall outage, steam carryover is now in evidence from the HRSG drums.
The plant has had to back off on duct firing because of water-chemistry constraints. Said Slider, “Until we resolve these and other issues, we’re not going to be comfortable operating at maximum duct-firing design.”
Given the availability and reliability numbers achieved in the first few months of operation, the plant clearly and successfully has managed the usual challenges of early operation. While “startup was essentially by the seat of our pants,” Slider said they are pleased with overall plant performance. He further noted that any of the issues not associated with the quick commissioning period could have been avoided by having the operations group involved in establishing acceptance criteria.
The construction team also remarked on some of the issues faced by the plant. “We were the first to receive this latest model gas turbine as a production unit, and we are experiencing some of the teething problems expected with that,” said GM Roger Waldrep, New Unit Services, Construction Projects. Many of these are associated with the Mark VIe controls software. “We’re all getting educated on how to run the heaters and the sensitivity of GT operation to fuel-gas temperature,” he added.
Although there were extensive tests included in the acceptance criteria, one that was not agreed to by the contractor is the full-load steam rejection test. “Unfortunately, we did not have the luxury of time necessary for conducting all of the testing we all would have preferred,” said Waldrep. Senior Manager Dan Tibbs added, “The plant is designed to operate at 160 MW minimum load in a one-on-one configuration,” meaning it can safely maintain 18% of full load when called upon by dispatch.
Design, construction features
The original impetus for the project was TVA’s need to meet its obligations under the Clean Air Act, as well as an order by the US District Court for the Western District of North Carolina to install NOx and SO2 emissions controls on the coal units by Jan 1, 2012. Installation of clean-air controls on the coal plant could not be implemented in the original court-mandated time frame. Idling coal units and replacing the capacity with the combined cycle proved to be the best solution.
Adding 870 MW to an existing site naturally poses its own unique benefits and challenges. On the benefits side of the ledger, the combined cycle was able to take advantage of common air and National Pollutant Discharge Elimination System (NPDES) permits with the idled coal units. The plant has to meet annual tonnage caps for CO and NOx emissions. Also, the combined cycle shares the water intake structure of the old units. Although only four coal units were built at Sevier, the site was originally prepared for six.
In place for repurposing, of course, are the transmission lines to the coal units and a nearby 500- kV substation originally built to serve the Phipps Bend nuclear plant, which was never built, and to interconnect Sevier. One line from Sevier to Phipps Bend was used to tie two of the new GT/Gs into the substation, while a second line was used for the third GT/G and the ST/G.
For its 150-million-decatherms/day gas supply, Sevier maintains a firm contract with one supplier, Spectra Energy (East Tennessee Natural Gas LLC). An 8.5-mile, 24-in.-diam lateral was constructed over rough terrain to the main supply line. Although pipeline pressure is pretty close to what the plant requires, a reducing station resides on the TVA site downstream of the Spectra meter.
Most of the combined-cycle staff just had to change parking lots at the site, but after that, there was some culture shock in going from coal-plant to gas-plant operations. Workers who were once plant operators are now operating technicians and have far more responsibilities under the multi-tasking regime typical of combined-cycle plant management.
Finally, financing of this facility is also unique for TVA, but may not be for long. The lease-buyback financing strategy employed is being evaluated for upcoming projects, including nuclear. Like the federal government, the agency operates with a debt ceiling. To remain under its $30-billion cap, TVA is making use of lease-purchase agreements with private equity firms.
According to news reports early last year, TVA leases the plant from John Sevier Combined Cycle Generation LLC, a special-purpose entity created with $100-million of equity from members of the financial group (composed of large institutional investors) and $900-million of debt raised by the group through the sale of bonds. Overall, TVA will pay the financing entity $1.3-billion ($300-million in interest) after 30 years, when ownership reverts back to the Agency. “Think of it like a home mortgage,” noted Hoy and Waldrep. CCJ