
















 As NV Energy Inc’s President/CEO Michael W Yackira dedicated the 2 × 1 7FA-powered combined cycle at Harry Allen Generating Station last May, VP Generation Kevin Geraghty told the editors he believed the heavily instrumented plant would prove itself as the utility’s top performer.
As NV Energy Inc’s President/CEO Michael W Yackira dedicated the 2 × 1 7FA-powered combined cycle at Harry Allen Generating Station last May, VP Generation Kevin Geraghty told the editors he believed the heavily instrumented plant would prove itself as the utility’s top performer.
Late in the year, Regional Director Steve Page and Assistant Regional Director Brian Paetzold sat down with the editors and said Geraghty was right: Harry Allen was the company’s best running plant “right out of the gate” and the best performing new plant in the company’s history.
At the six-month mark, the GADS forced-outage rate (FOR) was an enviable 4.57% and GADS equivalent availability factor (EAF) was 82.88%. The latter number would have been more than 92% had a rodent not gained access to an ineffectively sealed exciter cabinet where it chewed the load commutated inverter (LCI) to failure. GADS is the North American Electric Reliability Corp’s Generating Availability Data System.
Plant executives said The Shaw Group, the EPC contractor, contributed significantly to Harry Allen’s success. In their opinion, Shaw’s conservative design approach will assure top performance over the long term.
The air-cooled plant operates at a nominal heat rate of 7100 Btu/kWh, the best in NV Energy’s fleet. It can ramp at 28 MW/min, contributing to reduced demand for spinning reserve. A warranty inspection is planned for March and the first combustion inspection (CI) at 12,000 hours—near year-end 2012.
 Lessons learned. Geraghty and New Generation Executive Andy McNeil, the person responsible for building the plant, were committed to applying lessons learned and best practices from previous projects to assure a high level of success. One of Paetzold’s responsibilities was to make sure operational and maintenance challenges experienced in the fleet would not resurface at Harry Allen.
Lessons learned. Geraghty and New Generation Executive Andy McNeil, the person responsible for building the plant, were committed to applying lessons learned and best practices from previous projects to assure a high level of success. One of Paetzold’s responsibilities was to make sure operational and maintenance challenges experienced in the fleet would not resurface at Harry Allen.
McNeil said his construction team had gained valuable experience in building and commissioning over the last six years nearly 3000 MW of new gas-turbine-powered capacity, and that was brought to bear on the Harry Allen project. To build on this know-how, Project Manager Nitin Luhar, who works for McNeil, headed up the cataloging of best practices identified with the Harry Allen effort, with help from owner’s engineer Zachry Engineering Inc.
Luhar told the editors that NV Energy has a file—a living document if you will—containing more than 200 best practices for combined-cycle design and construction. Some are relatively simple and may even seem insignificant, he said. Luhar offered the use of quality fasteners and pipe coatings as examples of some “small” things incorporated into the spec that have a positive impact on job quality.
Having a tighter spec also saves time by not having to “reinvent the wheel” and by not making the same errors multiple times. One example is the handling of demin water during steam blows to minimize leaks. This is important because spills of demin water on the desert floor are permit violations that can initiate “stop work” orders.
The editors asked Luhar what stood out in his mind about this project, something he’d like to experience on all construction projects. His reply: An outstanding level of communication between Shaw and NV Energy personnel. Constructive attitudes prevailed throughout the project. “We never had difficulty working things out,” he said. The plant was completed on time and within budget, McNeil added. Robert Follett was Shaw’s project director when the “keys” were handed to the utility. Robert Burke headed the team from owner’s engineer Zachry Engineering Inc.
Interesting to note is that NV Energy, which relied on the experience of other plants in its fleet to assure success at Harry Allen, now is tapping Allen’s experience to help plan upgrades at the mature plants to increase their availability and efficiency, and improve overall performance.
A key project goal was to build a cost-effective, efficient, and reliable plant capable of competing against merchant generators. This meant avoiding the gold-plating sometimes associated with utility-owned power projects.
The specifications for Harry Allen followed the baseline design of the nearby Chuck Lenzie Generating Station, in large measure to maintain consistency in operations, maintenance, and spare-parts inventory between the two plants. The basic layout calls for generous centerline spacing between the gas turbines to facilitate O&M. The steam turbine is placed between the two unit centerlines but beyond the HRSG stacks.
Design features
Paetzold was assigned to the project soon after site work began. He had managed the Lenzie facility for a period and was intimately familiar with GE 7FAs and their idiosyncrasies. Harry Allen is powered by two 7FA.03/DLN2.6 gas turbines (Fig 1). Plus, Paetzold knew about the 7FA and D11 steamer experiences of others through participation in industry organizations such as the 7F Users Group.
 Regional Director Steve Page, who is responsible for the Arrow Canyon Complex (Harry Allen, Lenzie, and Silverhawk Generating Station), and Paetzold reviewed some of the new plant’s features, beginning with automation. Total staff at Harry Allen is 19, with two operators on a shift—one in the control room, the other outside.
Regional Director Steve Page, who is responsible for the Arrow Canyon Complex (Harry Allen, Lenzie, and Silverhawk Generating Station), and Paetzold reviewed some of the new plant’s features, beginning with automation. Total staff at Harry Allen is 19, with two operators on a shift—one in the control room, the other outside.
When you’re running a plant designed for 150 starts per year with two operators, Paetzold said, NV Energy’s experience suggests automating to the maximum extent possible. For example, he asked rhetorically, why hand an operator a startup procedure when you can program all the steps into the control system and assure that the optimal program is run every time? Automation takes operator variability out of the equation, he added.
To achieve the high degree of automation employed at Harry Allen, virtually all field data and control functions flow through the Ovation™ distributed control system provided by Emerson Process Management Power and Water Solutions, Pittsburgh. The only PLCs in the plant are those for the burner management system (HRSG duct firing), the static frequency converter used to start the gas turbines, and the filter press in the wastewater treatment system.
Enabling a high degree of automation is time-consuming, Page offered. But when this work is complete, your plant has a predictable behavior effectively. Paetzold provided some metrics: Roughly 2500 I/O points are brought into Ovation from each of the Mark VIe gas-turbine control systems and another 3000 or so from the steam turbine; water treatment and BOP add 13,000.
Shaw and Emerson did most of the work associated with configuring the DCS for automation. The effort required to capture operating data in OSIsoft LLC’s PI historian was not included in the EPC contractor’s scope. Harry Allen is the most advanced plant in the NV Energy fleet regarding data capture.
Data storage is cheap, Paetzold noted, “so we’re collecting all the information we can. We’re not sure exactly what we might need for analysis purposes in the future.” Some of the data captured in the near term certainly will help support Geraghty’s efforts to determine future manpower and training requirements, etc.
At this point, no decision has been made regarding the use of predictive analytics for supporting O&M decision-making.
Best practices. The discussion turned to best practices adopted for Harry Allen. Page began with safety. He said a robust system of permanent platforms and ladders was installed to facilitate safe access to equipment by the one roving operator on duty after the day shift.
Paetzold added that participation in 7F User Group meetings enabled better decision-making on gas-turbine package features. The Harry Allen 7FAs are equipped with the latest R0 blade correction and with bellows-type seals at the intersections of cross-fire tubes and combustors. The agreement with GE stipulated that the requirements of any Technical Information Letter issued up until “substantial completion” had to be implemented. Some steamer upgrades were made as well.
NV Energy purchased major equipment directly—including the gas and steam turbine/generators and HRSGs. The gas turbines are the same models installed at Tracy and Lenzie and the steamer is similar to Tracy’s. Having several of the same machines reduces fleet spare-parts inventory, facilitates overhauls and personnel deployment, etc—thereby contributing significantly to the goal of minimum life-cycle cost.
The owner approval process for the layout of high-energy piping systems was changed based on experience to permit detailed review of stress-analysis calculations before the EPC contractor releases drawings for fabrication. This process helped avoid cost overruns associated with correcting piping and fabrication.
ACCs. NV Energy, thought to have more air-cooled condenser cells than any other utility, applied some in-house lessons learned to the heat-rejection system. One was locating condensate pumps out from under the fan deck to facilitate crane access. Another was specification of new type of vibration shutoff device that can be desensitized on startup and load changes to prevent fan trips.
Paetzold said special attention was given to fan-blade selection and handling. Harry Allen’s 36 cells have 36-ft-diam, fixed-pitch fiberglass blades. Plant performance guarantees can be met with one fan out of operation. Blades were handled with “kid gloves” to avoid “dings” that could initiate an in-service failure. Shaw ordered two spare sets of blades in case damage occurred during shipping or installation.
Evaporative coolers were selected for the gas turbines because of their better economics and reduced water use compared to chillers. Paetzold acknowledged that chillers have capacity and heat-rate benefits, but questions remain in the minds of NV Energy engineers regarding life-cycle cost. Also, the site air permit didn’t allow the additional PM10 that would have come from the proposed wet towers needed for the chillers.
Heat rejection from closed cooling water is handled by a combination fin-fan/wet surface air cooler system as it is at both Lenzie and the Frank A Tracy Generating Station.
The plant is designed to produce 484 MW on a 112F day with 11% humidity. Output is restricted by permit limits on heat input to the duct burners as well as to the gas turbines. It can produce up to 550 MW with duct burners and evap coolers in service when ambient conditions are favorable. No fired boiler is permitted onsite, imposing operating constraints.
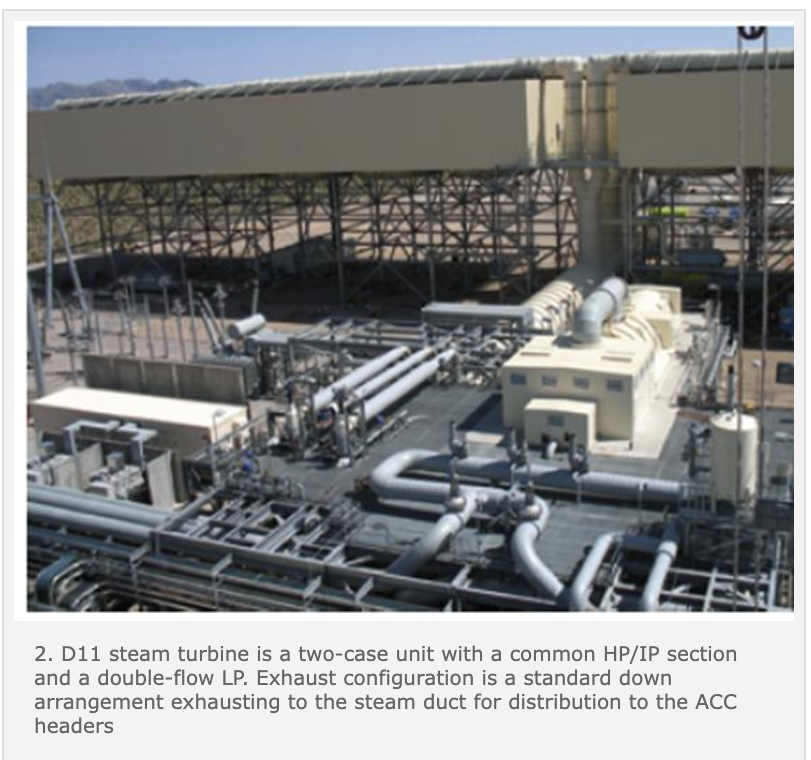
The D-11 steam turbine selected for Harry Allen is similar to the machines installed on the two Lenzie combined cycles: combined HP/IP casing with a double-flow LP section (30 in. last-stage blades) and configured for down exhaust. Generators are hydrogen-cooled.
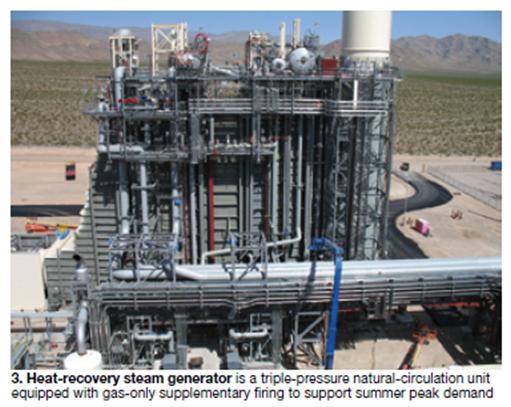
HRSGs. The heat-recovery steam generators are traditional natural-circulation, triple-pressure horizontal units equipped with gas-only supplementary firing systems to support summer peak-load demand. Steam conditions at full fire are 1900 psig/1050F/1050F. Vogt Power International Inc’s SMART-box design was selected to simplify construction. It modularizes the harps in groups to reduce onsite handling.
Oxidation catalyst and the SCR are designed to meet the permit limits of 2 ppm CO and 2 ppm NOx.
HRSGs feature a “double block and bleed” arrangement to permit operation in a 1 × 1 configuration if a boiler must be removed from service. The value of this capability was learned at Silverhawk when the transition-duct liner cracked on one of its boilers and insulation was sucked out, blinding downstream finned-tube heat-transfer surface. The entire plant had to be shut down to complete repairs and cleaning.
Water. The primary source of makeup is Harvey Well, located about 3.5 miles from the plant. Nonpotable water is withdrawn and routed through a two-stage reverse-osmosis (RO) system. Permeate from the first stage is used as makeup for the gas-turbine evap coolers; second-stage permeate is polished in mixed-bed demineralizers for steam-cycle makeup. Reject liquids are routed to one of two 2.5-acre onsite evap ponds; no liquids are discharged from the plant. Cake recovered from Harry Allen’s filter press is sent offsite for disposal.
 Early operations
Early operations
The first several months of operation were relatively free of hiccups, Page and Paetzold told the editors. Obvious from the foregoing, no luck was involved. Long hours and focus on the tasks at hand paid dividends. You could read the disappointment on Paetzold’s face when he talked about the only significant operational issue encountered: A problem with the butterfly-type balancing valve on one unit which forced operators to cycle a gas turbine 28 times in July.
But the ever-positive Paetzold still salvaged some good from the experience. The cycling was excellent training, he said. And it can help uncover possible problems you wouldn’t normally find so early in the life of the plant. That wasn’t the case at Harry Allen, however. It’s a sound plant that just happened to get a lemon of a valve.
Automatic start-ups are a way of life at Harry Allen. With a total staff of 19, automation helps minimize operator stress and assure, to the degree possible, consistent starts. The plant is designed for 10 cold starts annually. Paetzold stressed to the editors that automatic operation does not mean that the CRO pushes a button and sits down. He or she must monitor carefully the startup process. NV Energy trains its operators on how to follow the startup and what parameters are most important to track and what excursions from the norms mean.
On an auto cold start, the boiler temperature ramp is 6.5 deg F/min and the sky vent is opened to achieve this. HRSG drain valves close automatically when 50 deg F of superheat is achieved.
Paetzold believes that the operator should close the gas-turbine breaker. After that happens, the turbine ramps to about 30 MW and holds until the IP feedwater temperature increases and brings the fuel-gas temperature leaving the performance heater to 310F. This takes about 45 min from the time the start is initiated, including a 15-min purge cycle.
Paetzold said that the steam seals on the steam turbine, the steam jet hogger for the ACC, and the gland steam exhauster are all on manual at this point, but there are plans for automating those procedures. Vacuum is achieved in about an hour and three-quarters. The operator then hits the button for an auto start which introduces reheat steam to the turbine. The HRSG setpoint is 85 psig at this time.
The steamer rolls and is synched manually on hot-reheat steam in about 10 min. The auto-start program transfers the turbine from reverse- to forward-flow operation on main steam and the unit is ramped to the load required.
The combined cycle often is transferred from 2 × 1 to 1 × 1 operation in the evening. When the gas turbine that has had the evening off is started the next morning, automation assures that HP header steam is within 25 psig/50 deg F of the steam for the operating unit before blending can begin. Automated blending is viewed as a positive means for preventing steam-system damage. CCJ