





















Athens Generating Plant
Owned by Talen Energy
Operated by NAES Corp
1080-MW, gas-fired, three 1 × 1 combined-cycle units located in Athens, NY
Plant manager: Dan DeVinney
Plant desuperheater mods for cyclic operation
Challenge. Market conditions forced Athens Generating Plant, designed for baseload service, to cycle frequently over the last several years. Cycling has resulted in more-frequent maintenance—for example, to repair desuperheater weld cracks. The high-pressure (HP) and hot-reheat (HRH) steam bypass attemperators have been particularly susceptible to damage.
HP cracks resulted in steam leaks, HRH bypass cracks in unanticipated vacuum problems in the air-cooled condenser (ACC). They have reduced plant reliability and also become a safety hazard.
Cause of the HRH failure was a poorly located desuperheater weld—approxmmately 1 ft downstream of the spray nozzles in a region of high cyclic thermal stresses. Another shortcoming: No liner was provided. Result was a crack in the interior side of the weld (Fig 1).
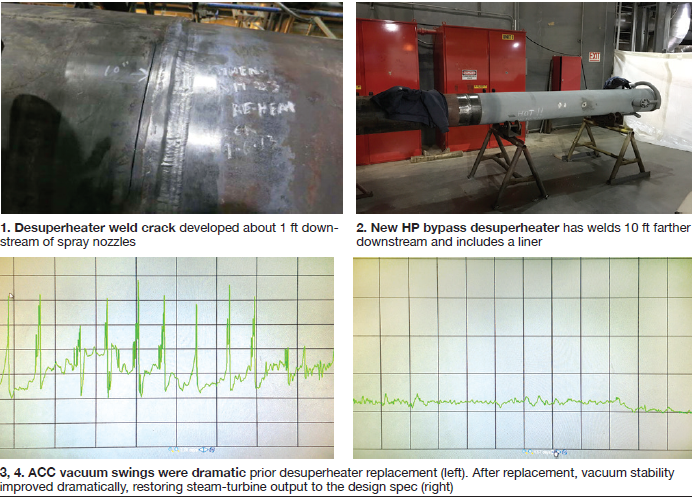
Solution. Staff sourced several vendors for possible solutions and settled on CCI, the OEM, to design new HP and HRH bypass desuperheaters. To correct the problem and prevent it from recurring, CCI replaced the original equipment with newly designed desuperheaters that pushed welds farther downstream and also added liners (Fig 2). These two fixes allowed the spray water to adequately mix with process steam prior to coming in contact with piping welds.
Results. The new design has been installed on two HRH bypasses and one HP bypass. Since then, the plant has not experienced any desuperheater cracking.
In addition, vacuum has vastly improved. Before replacement, vacuum would swing from 2.5 to 6 in. Hg abs over the course of several minutes, which significantly diminished steam turbine output (Fig 3). With the new desuperheater, plant vacuum is very stable and ST output has returned to design spec (Fig 4).
Project participant: Hank Tripp, plant engineer
ACC fan shroud enhancement
Challenge. The fan shrouds for our air-cooled condenser (ACC) were prone to failure. The original shrouds were made of hollow plastic. A recurring issue with them was the accumulation of water inside the parts, which increased their weight. This in turn put more stress on all of the related support hardware.
As a short-term fix, technicians simply drilled holes in the shrouds to drain the water. However, this weakened them and they began to crack at the hole locations, causing the shrouds to fail. This presented a safety hazard to our ground crews because the shrouds are located nearly 100 ft above their heads.
The shroud failures also impacted overall system reliability because it took a long time to get replacements, increasing the downtime of the affected fan.
Solution. To address the issue, staff investigated newly designed solid-fiberglass replacements. They increase weight but eliminate the possibility of water accumulation in this part. Solid fiberglass construction increases the weight but eliminates the possibility of water accumulating in this part. A structural analysis revealed the added weight would not compromise ACC integrity. The new shrouds also would not influence air flow to the fans.
Results. Switching to solid fiberglass fan shrouds improved ACC reliability and reduced fan downtime. In addition, it mitigated a safety hazard for the O&M staff because the chances of these shrouds cracking, and pieces being liberated, is virtually nil.
New shrouds installed thus far have not exhibited any deterioration, allowing the fans to remain in service and provide continuous air flow to the ACC. Completion of the retrofit project, which began in spring 2015, is expected by the end of 2017.
Project participant: Steve Cole, lead O&M manager
Safety windows help protect personnel
Challenge. The site is equipped with three Siemens 501G gas turbines, each of which is contained within its own packaged enclosure. Without opening the enclosure door, plant personnel had no way to view the interior. This presented a variety of hazards to staff entering the package to investigate alarms or abnormal conditions.
With no view of conditions inside, they could potentially walk into a hazardous situation unprepared. In the event of a fire, for example, the fire-suppression system would extinguish the fire with FM200, but staff couldn’t determine if it was fully extinguished without opening the enclosure door.
Solution. Personnel researched possible solutions—such as installing cameras within each enclosure that showed conditions in and around the entry way. However, the reliability of such systems in a high vibration environment remained in doubt. Plus there were installation and maintenance costs to consider.
The retrofit decision chosen was package-door windows, which presented a more reliable, lower-cost solution. We sourced the windows through the turbine OEM and had them installed by local contractors (Fig 5).
Results. With the door windows installed on all three units, operators now have an unobstructed view of the package enclosure and can. O&M personnel can now easily view conditions inside the package and evaluate a situation before entering a potentially hazardous environment. The windows require zero maintenance other than occasional cleaning and will help streamline the workflow during future outages.
Project participants:
Joel Shanks, O&M technician
Roger Masse, O&M technician