
















![]() STEAM TURBINE USERS GROUP
STEAM TURBINE USERS GROUP
STUG: User presentations
STUG: Vendor presentations
The speaker making the first technical presentation at the 2019 meeting discussed damage to the first three stages (blades and diaphragms) of his steamer caused by what he termed “magnetite throw”—a way of describing solid-particle erosion. An attendee mentioned that strainers were added to bypass valves at his plant to protect the turbine against such damage but he couldn’t contribute operational information to testify to the efficacy of this approach.
Trying to get meaningful discussion going early, a member of the steering committee asked attendees: “What’s the correct way to test the emergency overspeed trip?” He said the OEM had over the years assisted in checking the functionality of the overspeed trip. Recently he had heard that GE was writing software into the Mark VI to confirm trip operability without physically shutting down the machine. No one offered a comment.
A participant representing a 2 × 1 combined cycle said one of his plant’s heat-recovery steam generators (HRSGs), on an all-volatile treatment program, was showing high silica readings—and they were increasing over time. An attendee suggested that drain valves might not be operating properly. The affected user was urged to post a question on the HRSG Forum on the Power Users website. That online forum is chaired by Bob Anderson, chairman of the leading user group serving HRSG owner/operators, the HRSG Forum with Bob Anderson.
Valve seat delamination. The session moved on to a user describing damage suffered by a 262-MW D11 turbine at a 2 × 1 F-class combined cycle because of seat delamination associated with HRSG steam valves (Fig 1). The clue that something was amiss: Following a routine valve test, operators recognized that throttle pressure had to be increased by 70 to 80 psi above “normal” to maintain desired output—symptoms consistent with possible steam-path fouling or damage.

After weeks of data monitoring and analysis involving personnel from the owner/operator and OEM, a two-week outage was taken. Delamination of stellite from the seats of HRSG steam valves was confirmed by investigators and a borescope inspection of the turbine HP inlet revealed significant damage to the first-stage nozzle block and buckets.
Three run-versus-repair options were considered for the steam turbine:
- Repair now (reliability outage). This lowest-risk option would require extending the current outage by six weeks and would result in significant unbudgeted expenses. Plus, the potential for additional discovery could add to both the time and cost of the
- Run short and repair when new buckets arrive. This would permit increased time for planning the optimal outage. However, the recommendations by experts would include a reduction in steam pressure (reducing output by about 12 MW) and no cycling of the unit offline. Plus, there is a risk that unidentified cracks might propagate.
- Run until the major maintenance outage planned for spring Essentially the same pros and cons of running short, except a higher likelihood of cracking and damage because of the longer time between the outages.
Recommendations made to station management was to run until the spring 2019 major and order new buckets and diaphragms from GE for the first four stages of the unit. Important, too, was to monitor the unit for noticeable changes in operation that would indicate additional damage. Also recommended was initiation of a fleet-wide program to inspect and replace similar stellite valve parts and assemblies.
L-0 experience. A user discussing the design, operation, and maintenance of late- model L-0 buckets suggested that plant personnel track blade condition and failure probability over time to answer questions posed by corporate financial staff regarding operational risk. He reported finding indications on six L-0 blades extending from 0.25 to 0.33 in. from the trailing edge. One bucket was found with a 1.25-in crack starting in an area impacted by erosion.
An EPRI presentation complementing this experience urged station personnel to identify and track locations of erosion and to identify the source of the water. The speaker said erosion is heavily impacted by the angle of droplets hitting the bucket. He added that liquid droplet erosion can be found on leading and trailing edges on last-stage blades while operating in normal and off-design conditions (Fig 2).
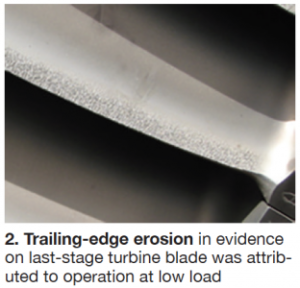
The speaker encouraged the development online monitoring and inspection tools to identify damage on rotating equipment and to track the progression of LSB erosion. It was said that plants operating baseload can avoid erosion problems by using titanium L-0 titanium blades.
The topic of intervals between minor and major steam-turbine inspections was brought before the group. One user said he had two turbines running 80k hours to majors but said this might not be a time-based function for at least some machines. Depending on how your turbine operates, he said, you might want to schedule inspections based on operating hours adjusted by a starts factor. One practical suggestion was to check steam-turbine valves during 32k gas-turbine majors (Fig 3).
More on valves. The steam-turbine main stop and control valve presentation by an offshore user is especially valuable for its thoroughly labeled design and construction drawings and notes on how the valves operate. This introductory material facilitates understanding of the valve problems discussed in the remainder of the presentation. Used alone, the design and construction slides could serve well as a lunch-and-learn presentation and/or as a pre- outage primer for those involved with steam-turbine valve inspections.
outage primer for those involved with steam-turbine valve inspections.
Valve problems discussed by the presenter included the following:
- Valve sticking during operation/testing.
- Control valve closes during test but opens again.
- Stop valve closes during test but opens
- Turbine rolls off turning gear when stop valve opens.
- Stop valve over-travels during closing.
Possible causes associated with the stated valve problems:
- Oxidation buildup on the bushing/stem
- Oxidation buildup on the balance-chamber section.
- Valve internal damage.
- Actuator
Sticking problems with steam valves are mentioned frequently in STUG meetings. This user’s data from 2016 indicate why. He said the number of times control valves did not close below 95% open while performing online daily testing numbered six during a calendar year for one of his turbines, nine for another, and 10 for the third.
He then illustrated by way of several photos the valve dismantling procedure typically used to gain access to address the cause of the sticking problem. For the valve shown, there was oxidation buildup on the balance-chamber section—between the outside surface of the control- valve and the balance chamber.
The measured clearance at one location was 1 mil, not even close to the design clearance of 19 mils. Clearances before and after cleaning were provided at seven points along the disc’s path from close to open and vice versa. Clearances after cleaning were 18 or 19 mils at each location.
The root-cause analysis provided an interesting result. Poor steam chemistry was an early suspect, but all documentation received from the laboratory indicated that steam quality was perfect. What many readers may not know, the presenter said, was that the 12-chrome material used by GE in its steam-turbine valves has a short oxidation life—typically two to three years.
And, as you might have suspected, valve tests were not being performed daily and the valve operated in the full-open position for months—against the OEM’s recommendation and a cause of a more rapid rate of oxide buildup than normal. Daily testing would have helped to break up/remove the oxide layer forming and keep the valve operating freely for a longer period.
Three short presentations with both user and supplier participation addressed various aspects of cyclic-operation effects on stop/bypass valves designed for baseload service. The valves discussed feature a wear-resistant stellite inlay on the stem. Historically they operated reliably (no stem failures) with maintenance intervals of 24k EOH (equivalent operating hours). Stems were replaced at that interval because of erosion in the inlay region and/or bending at the threaded end of the stem that engages the stop-valve (SV) bypass disc.
But the wear and tear contributed by the shift to intermediate/cyclic operation dictated a change from traditional thinking. As a first step, a high-temperature diffusion coating process was implemented to increase the resistance to SPE (solid particle erosion) of the valves, which were manufactured with stellite 6 weld inlay in the erosion region of the bypass disc skirt. The coating increased to 130 hours the service interval for SVBP valves.
Note that service hours here are calculated by adding the SV bypass pre-warm hours and SV bypass online hours. As a frame of reference, consider that in baseload operation the SVBP valves might accumulate about 60 service hours during a 24k EOH maintenance interval, but in cyclic operation, with more hours in full-arc mode (throttling on SVs rather than control valves), that number might increase four-fold.
Manufacturers have responded with upgraded valve designs to improve the resistance of main- steam turbine stop valves to SPE. These would increase maintenance inspection intervals beyond the 130 hours provided by the diffusion coating. A non-OEM supplier presented on its design, compatible with legacy system requirements, noting that a redesign does not eliminate the underlying problem—solid particles released in the boiler—rather it reduces the effect particles have on valve components.
The OEM also offers an improved erosion-resistant design for the D11 fleet of stop valves currently being inspected on an 18-month interval. The design modification, it was said, incorporates a 50-deg seat/disc angle and changes the internal steam flow characteristics to redirect the particles away from the valve stem during throttling and high steam-flow velocities. In the design described, erosion occurs on the valve pressure-seal head assembly, which is hardened and reportedly erosion tolerant.
Given the recent valve developments, the presenter said his company has two cost options to consider:
First, it can perform stop-valve maintenance with outages at 130 SVBP service hours and replace steam-valve wear parts without inspecting the control, reheat, or intercept valves. At the following interval, the valve outage would include maintenance on the steam, control, reheat, and intercept valves. This would involve purchasing a set of spare stop-valve subassemblies and rotating of the spare assemblies into stock as repairable items. The repair of spare SV subassemblies would be done on straight time during off-peak shop hours.
Second, retrofit the stop valves with an improved design that would allow longer maintenance intervals and return to a traditional maintenance cycle with all valves inspected and repaired.
Note that the second option eliminates the stop-valve-only outage required by the first option.
“D11 Main-Steam Lead Piping Cracks” is a timeless presentation that all O&M personnel should consider reviewing. The detailed case history begins, as you probably would
expect, with deck-plates personnel noticing a small steam leak—in this case, in the HRSG steam supply line at the tee where it splits to go to the turbine’s two main-steam stop valves.
The steamer was taken out of service, insulation removed, and the pipe inspected visually. Cracks were found at the tee-to-reducer weld on one side of the pipe. The 12 × 14 reducer was removed. Then the tee, and the piping on the turbine side of the reducer, were checked visually. Of course, more cracks were found: How often do you find only one?
A crack was discovered on the inner wall of the tee at the horizontal-to-vertical transition. It was ground out and a penetrant inspection confirmed it had been removed. While NDE technicians were onsite, PT was conducted at the bottom of the tee, at the low-point drain junction. More cracks were found there. The still more cracks were found in the exposed sections of the steam piping. The result: The tee and 12 × 14 reducers on either side of it were replaced. Still more cracks were found later in several welds, including a couple of through-wall cracks.
An engineering review of system history was conducted. The piping had been exposed to approximately 730 startup/shutdown thermal cycles since COD, plus nearly a thousand transitions from 2 × 1 to 1 × 1—likely more severe transients than designers would have expected.
No PM records having being found, investigators concluded that inspections of main-steam- system welds had not been conducted after plant construction—perhaps because historical industry experience suggested this was a low-risk system. They also concluded that the root cause of the cracking was water intrusion.
Supporting this conclusion was that the steam-seal spray-water control valve and associated automated blocking valve had suffered erosion damage and/or seat degradation. This was already known and the unit was operating with the steam-seal spray-water manual isolation valve closed until an outage opportunity.
The leaking valve allowed water to enter the main-steam piping. During normal operation, the leak-by would have flowed to the steam-seal header, where drains removed it from the system. Erosion across the steam-seal spray control-valve seat likely was the result of excessive cycling. The seat was replaced.
The RCA investigation dug into the details, confirming that the cause of cracking in the main- steam system was thermal fatigue crated by cool water inadvertently entering the pipe while the unit was online or shortly after shutdown. Leaking valves in the steam-seal spray-water system were the source of the water. The investigation also determined that valve operating logic, the PM strategy for the valves, and startup procedures/testing for leaks all required improvement.
Engineers then set about creating a list of action items, as suggested by the RCA, to prevent a recurrence of the problems identified. The list included the following:
- Install skin-temperature thermocouples at select locations and collect real-time operational data to support ongoing analysis.
- Obtain additional samples from the full circumference of failed pipe to support additional Also, try to date the failure using the oxide layer.
- Evaluate the current PM strategy for high-energy piping systems, giving consideration to reducing inspection intervals and expanding the inspection
Some of the actions taken to date include these:
- During minor and major steam-turbine outages, a robotic inspection of the main-steam piping adjacent to the valves will be
- An annual PM will be conducted on the steam-seal attemperator valve to check for leak-by.
- Other units in the company’s fleet will be inspected similarly. Thus far, some cracks were discovered on another unit at the same
Finally, the experts believe cracking initiated about seven years before the steam leak was noticed by deck-plates personnel. A similar experience at another plant was reported in CCJ No. 48 (1Q/2016), p 6, “Pipe-Repair Odyssey.” You can access this using the search function on the CCJ home page at www.ccj-online.com.
“Lessons Learned to Shorten a Steam Turbine Major and Valve Outage,” has value to most, if not all, plant and headquarters personnel assigned to ST outage planning—especially those who haven’t been involved in this exercise previously. It is based on one owner/operator’s experience, so all points made might not apply to your specific situation.
It begins by suggesting both the responsibilities of personnel managing the outage, and the progress reviews and discussions among the parties that should be conducted, to ensure success. Next comes a slide on how/why to perform a steam-plant audit, which focuses on performance losses—recoverable and unrecoverable—attributed to both the thermal and structural condition to the steam path. The audit enables informed decision-making on components/parts that should be repaired or purchased new.
The speaker said that another benefit of collecting data for the steam-path audit is identifying the actual rotor location within the stationary components (Fig 4). This information may prove invaluable later if realignment is necessary.

Other lessons learned/best practices that you might find useful include these:
- If your steamer is a D-11, purchase and/or repair decisions will be required for dished Suggestion is to purchase ahead of the outage new diaphragms for stages identified with a high risk of dishing (one to five and 12 to 16 in the case presented) and send the dished ones removed to a third-party vendor for restoration and use in a sister unit.
- Consider using a third-party vendor to supply and install packing and spill strips, and to do laser alignment. For the seal work, a contractor with a portable machine shop to support field fit- up activities might be your optimal choice.
- Arrange for turbine-deck storage racks and onsite machining to support diaphragm The storage racks optimize floor space and minimize the use of a crane to move diaphragms between the time they’re pulled out of the machine and reinstalled (Figs 5 and 6).
- Install a temporary freight elevator outside the steam-turbine building if one is not available inside and crane access is
- Consider not flipping over the HP shell and performing necessary repairs with the casing top side up (Fig 7).
- Shorten your steam-turbine valve outage by having spare valve assemblies onsite. So doing, this user reduced valve outage time from a typical 14 to 21 days to five to 10 days. Spare assemblies help reduce your valve parts inventory as well as the cost of inspection and repair of valve assemblies because they are done off-peak.


If there are budget concerns, the speaker suggested a low-cost option for a spare control valve consisting of just the stem and disc; for a spare main-steam stop valve, just the stem, disc, and pressure-seal head. Several drawings and photos presented in the PowerPoint provide details.
- Valve seat: Buy new or lap? For those opting for the latter, recommendations were given for lapping tools.
- Final advice: Try bars are important.
There are several more user presentations from the 2019 STUG meeting that you can access in the Power Users library, including the following case histories:
- “HP-Turbine Blade ”
- “Failure of a Main-Steam Control Valve to Shut on a Turbine ”
- “KN Steam Turbine Fleet ”
- “Asset Preservation Program Using Data Analytics to Drive Steam-Turbine Maintenance.” Lessons Learned During a D11 Minor ”
- Lessons Learned During the Major Overhaul of a 416-MW GE D8 Steamer (LP Section) and Valve Inspection.”
“Ask an Engineer”—an open forum. This was one of several discussion sessions strategically integrated into the agenda to provide attendees feedback on topics of interest.
There was a great deal of discussion on valves throughout the meeting. In one exchange, the topic of fine-mesh stop-valve strainer baskets was brought before the group. Several users suggested their installation ahead of work planned on the steam path from the boiler outward. They will collect grinding/welding debris. But don’t forget to remove the baskets before the unit is returned to service: They can plug over time, collapse, and go through the machine.
Strainer basket rotation was cited as another problem. The group was reminded that there is a pin for correctly positioning the basket. However, several incidents of pins snapping off because of negligent work practices.
A best practice for seat inspection on a combined control/stop valve: Don’t use a penetrant because you won’t see a crack when the valve is hot.
A user recommended conducting actuator outages every six years or at every other valve outage. At his plant, actuators are removed, crated, transported to the selected shop, overhauled, and returned. To dig deeper, read “How to Prevent an Actuator Failure from Tripping Your Plant,” CCJ No. 55 (4Q/2017), p 40. You can access this using the search function on the CCJ home page at www.ccj-online.com.
Another participant opted to forego a major on his KN steamer at 120,000 hours because several colleagues said their units did not work properly after their majors.