
















The Air-Cooled Condenser Users Group (ACCUG) annual meeting was held outside the US for the first time, in Queretaro, Mexico, Oct 21-24, 2019.
Sessions began with a review of information on flow-accelerated corrosion (FAC) and cycle chemistry prepared by Barry Dooley, Structural Integrity, and presented by EPRI’s Andy Howell, chairman of the group. In-depth discussion covered typical ACC damage and consequences, plus steam-turbine deposits. Timely issues of film-forming substance (FFS) research and application also were addressed.
ACCUG annual meetings began in 2009. The collaborative environment fostered by this focused organization helps chemists, engineers, and O&M personnel expand professionally and return to their plants with best practices for reducing operating expenses and improving system performance.
The following reviews highlights of selected presentations. To learn more, visit the group’s website at www.acc-usersgroup.org.
Complexities of filming substances
EPRI’s Brad Burns highlighted cycle-chemistry experience at an ACC-equipped 2 × 1 baseload combined cycle in Mexico. Burns is senior technical leader for EPRI’s Program 64, Boiler and turbine steam and cycle chemistry.
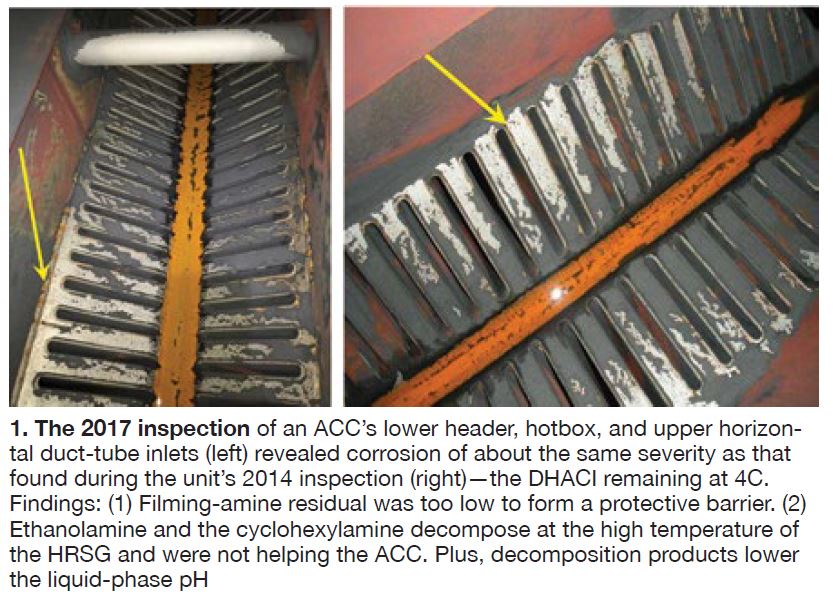
The subject plant was commissioned in 2010 “with minimal sampling and analysis, and no clear pH target.” After several years of operation, iron in condensate and feedwater exceeded 50 ppb, an unacceptably high value. Outage inspection showed a Dooley Howell Corrosion Index of 4C, indicating the significant corrosion damage shown in Fig 1. Details are presented in the user group’s report ACC.01, “Guidelines for Internal Inspection of Air-Cooled Condensers,” available online at no cost at http://acc-usersgroup.org/reports/.
In 2014, improvements were made in the plant’s sampling and analysis panels and a pH target of 9.8 was set using ammonia. After a year of unsatisfactory results at pH 9.8 (iron remained high), the owner/operator attempted to feed a blended filming amine to a target residual but was unable to verify results. The target pH was changed to 9.4.
Treatment was changed in January 2017 from ammonia-only to a 2:1 ammonia/ETA blend, increasing the pH target to 9.6. The blend was eventually changed to 4:1, achieving a pH of 9.2 to 9.3.
As measured in the 2017 outage, the DHACI remained at 4C.
This presentation showed the complexities of filming chemical utilization, noting thermal decomposition of neutralizing amines and difficulties in achieving an optimum feed rate.
Lessons learned included the following:
- Either increase liquid-phase pH with ETA feed upstream of the ACC (not at the condensate pump discharge), or maintain at least pH 9.8-10 consistently with ammonia at the CPD.
- Apply standalone LP drum and IP drum pH control with trisodium phosphate (TSP).
- If using a filming amine or filming product (film-forming substance, FFS), choose one with minimal blended constituents so that target residual can be achieve without dramatic increases in cation conductivity caused by the breakdown of chemicals in the blend.
Saavi Energia
Oscar Hernandez, O&M manager for Saavi Energia, and a member of the user group’s steering committee, discussed fleet-wide system chemistry programs for the Mexico City-based private power producer. Saavi operates several combined cycles—including three with ACCs (El Bajio, San Luis de la Paz, and Chihuahua).
Corporate chemistry guidelines are based on the recommendations of both EPRI and the International Association for the Properties of Water and Steam (IAPWS). One principal objective, Hernandez explained, is an ideal pH level which “must be controlled properly within the recommended range.” He noted two plants with pH targets of 9.4 and 9.6, both showing acceptable iron levels.
Accurate benchmarking, monitoring, and treatment are critical, he explained. The presentation offered details and background on treatment options, monitoring, and diagnostics. Hernandez also described Saavi’s experience with ACC decay tests and finned-tube cleaning methods.
The speaker strongly recommended challenging the cost/benefit claims of contractor-proposed chemical programs (cost versus unit capacity factor).
Emmauel Luévano, a manager at Saavi’s Chihuahua III plant, subsequently reviewed the company’s ACC best practices—including fan start/stop sequencing, fan performance monitoring, vibration analysis, infrared imaging for steam flow distribution, mechanical inspection, etc.
Modifications at Rio Bravo
Hector Moctezuma, Falcon Group, presented on the windscreen project at Central Valle Hermoso, a 500-MW facility added in 2005 as part of the 1490-MW Rio Bravo Energy Park.
Design plant output had been “unattainable during the summer months because of high backpressure. The significant reduction in power output was attributed to ACC under-performance in hot and windy conditions.”
Moctezuma added that “even though the condenser was sized, specified, and supplied correctly, there had been degradation from severe fouling and tube damage. Performance was affected more by higher temperatures and winds.”
The owner/operator considered options and selected a wet/dry parallel condensing system (Fig 2). This was based on considerations that included:
- ACC enlargement was a very expensive option with marginal benefit, and
- Additional water sources were available in the vicinity for the limited need.
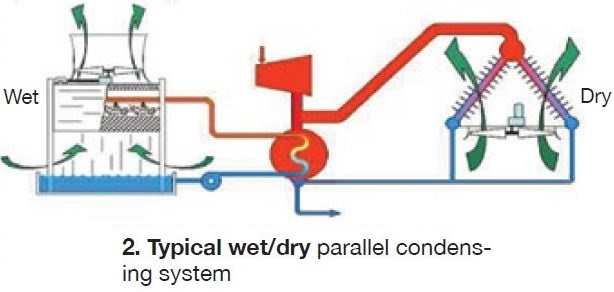
In this system, “exhaust steam is simultaneously condensed in both a wet evaporative and existing dry cooling system.” The goal was to “remove the steam-turbine backpressure limitation during all periods with ambient temperatures higher than 86F—about 1000 hours per year.”
Advantages of the parallel system included:
- Combines the performance of a wet evaporative system with the water savings of an ACC.
- Optimizes water use to minimize condensing system costs.
- Sized to meet cooling-water availability.
However, the performance-reducing impacts of local winds remained.
Winds were causing an ACC pressure increase of 0.44 to 0.88 in. Hg by reducing fan speed, resulting in a steam-turbine power decrease of 3 to 4 MW. This occurred with wind speeds above 9 mph (1800 hr/yr) and became very significant at speeds between 16 and 19 mph (300 hr/yr).
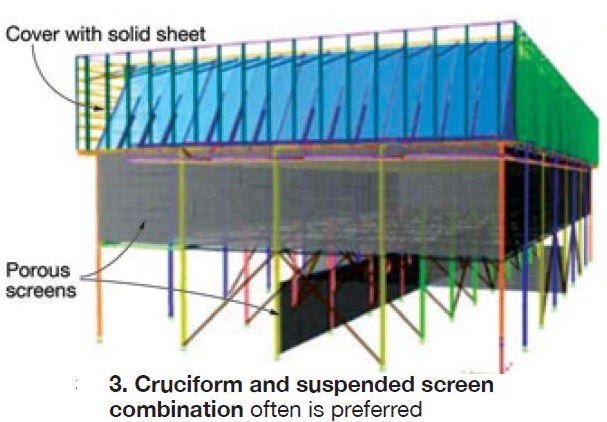
Windscreens were selected to reduce both wind speed and crosswind effects. All available options of type and location were considered. A combination of cruciform and suspended screens was optimal for the atmospheric conditions at the plant. ACC structural reinforcement was needed to comply with Mexican regulations. Screens were installed in May 2018.
Under worst conditions (ambient 86F and winds 19 mph), backpressure and power output improved by 0.59 in. Hg and 1.68 MW.
ACC bundle replacement
Derek Silbaugh, an engineer with Black Hills Energy, reviewed plans to undertake replacement of the tube bundles in an ageing ACC. The multiple issues involved in determining a cost-effective approach for improved performance and long-term reliability are complex but relevant to others in similar situations. Silbaugh’s presentation is available on the ACCUG website.
Optimizing windscreens
Cosimo Bianchini, Ergon Research (Italy), offered a comprehensive update on windscreen design and application, entitled “Deficiency reduction after installation of optimized windscreen configuration.”
His presentation included motivations and objectives for windscreens at two 800-MW combined cycles, each with an ACC having nine streets and four cells per street. Screens were installed in 2014 on one ACC to allow greater capacity during hot windy days.
Suspended screens were supplied on the first unit, with performance measured one year before and one year after. Comparisons based on similar ambient temperature, relative humidity, with speed and direction, and backpressure showed an output improvement of 15 to 20 MW with the screens in place. Screens were most effective for wind speeds of 20 mph and below.
Both units were later subjected to CFD modeling for possible improvements, testing a wide range of screen configurations—both ground-based and suspended.
Bianchini’s presentation provided extensive modeling details including variations in screen type and placement. Adding to the complexity, the two ACCs (windscreen options and configurations) could be studied and upgraded independently.
One interesting takeaway was visual representation of the seemingly abundant options.
Bianchini offered the following conclusions:
- Optimization of windscreen layout by CFD identifies candidates with much higher performance than the one currently installed. Some options were eliminated because of installation complexity and higher structural loads.
- The selected layout showed capability of recovering 58% of the losses of the downstream ACC capacity compared to the upstream unit.
- A simplified economic analysis showed an acceptable payback period.
Induced draft
Thomas Louagie, SPG Dry Cooling, discussed the emergent topic of induced-draft ACC designs, along with a history of development from traditional A-frame mechanical draft units. SPG offers a W-style heat exchanger arrangement for all sizes of plant output.
Features include SRC© finned tubes (aluminum-clad steel tubes with brazed aluminum fins); fan deck with perpendicular-shaft gearbox, motor, fan, and fan bell on top of the heat exchanger; short fan bridge supported in the middle by the central top manifold; and an accessible fan deck for maintenance.
Two negative effects of wind on traditional ACC performance are recirculation of hot air exiting the ACC, and reduced fan air flow attributed to disturbances at the air inlet. “With the W-style ACC,” explained Louagie, “recirculation is reduced due to higher exit air velocity, and the fan inlet is protected from crosswinds by the tube bundles, acting like screens.”
“Flow-accelerated corrosion can also be reduced,” he explained, “due to lower steam velocities and less steam pressure drop.”
Details presented also showed improved backpressure and higher steam turbine production at low ambient temperatures (below 50F).
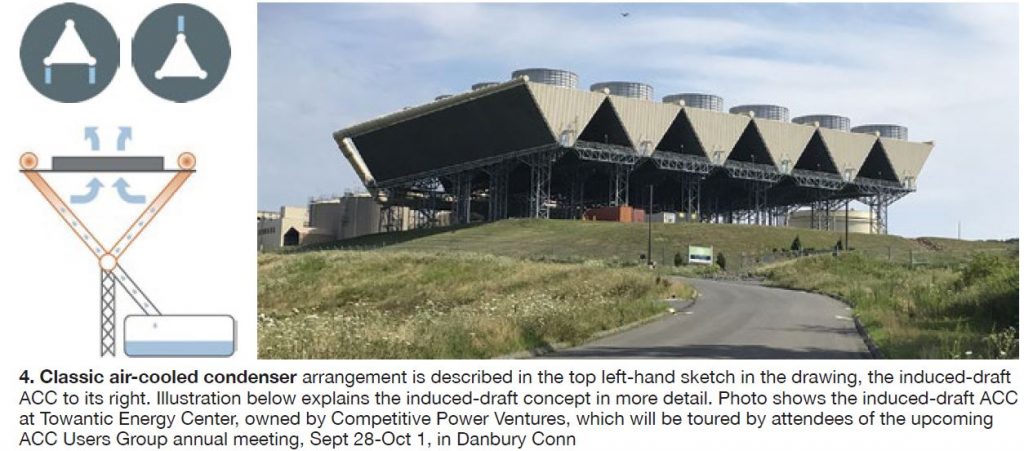
What might be of particular interest to owner/operators is that the ACCUG’s 2020 meeting, Sept 28-Oct 1, at the Danbury (Conn) Crown Plaza will include a tour of CPV’s Towantic Energy Center, which features and induced-draft ACC (Fig 4).
Direct-drive fans
ABB’s Marty Mates explained the installation and experience with permanent magnet (PM) direct-drive fan motors, first introduced to the wet cooling-tower market in 2008. ACC trial installations began in 2015 (Fig 5).

Mates discussed background development, including feedback from previous ACCUG meetings, beginning in 2012. A prototype project concept installed at Basin Electric Power Co-op’s Dry Fork Station) was reviewed at the 2014 conference. Previous group discussions included reliability, size/weight, gearbox issues, and general maintenance concerns.
Environmental issues (including noise) and parasitic load (efficiency) were also discussed for the new design.
Dry Fork’s prototypes were installed in 2015 and 2016, both rated at 250 hp at 104 rpm. Mates also reviewed the installation challenges and solutions for a recent installation in Jordan.
Wet-to-hybrid conversion
George Budik, global product manager for ENEXIO Dry Cooling, explained that water demands continue to rise, offering an example for plants with evaporative/wet cooling systems. “Each 1 MWh of electricity produced in a fossil power plant requires 600 to 660 gal of makeup water to replace wet cooling-tower losses by evaporation, blowdown, and drift,” he explained. There is, therefore, a trend toward at least considering “conversion to all-dry or hybrid cooling technologies.”
Budik then explained various options, including what he called “the optimum solution,” cautioning that each design is site- and system-specific.
Thermal storage
Ronan Grimes, University of Limerick (Ireland), offered a low-temperature thermal storage concept designed to address the following issues with A-frame ACCs:
- The minimum temperature to which turbine outlet steam can be theoretically cooled is ambient air temperature; practically, it is somewhat higher.
- Hot climates impose a thermodynamic efficiency penalty.
- Air in-leakage (efficiency loss) is common.
One approach is low-temperature thermal storage (LTTS, Fig 6) in which a water-cooled condenser (WCC) is combined with a thermal energy storage (TES) tank and air-cooled heat exchanger (ACHEx). The goal is to “exploit the natural ambient temperature variations to condense steam at sub-ambient temperatures.”
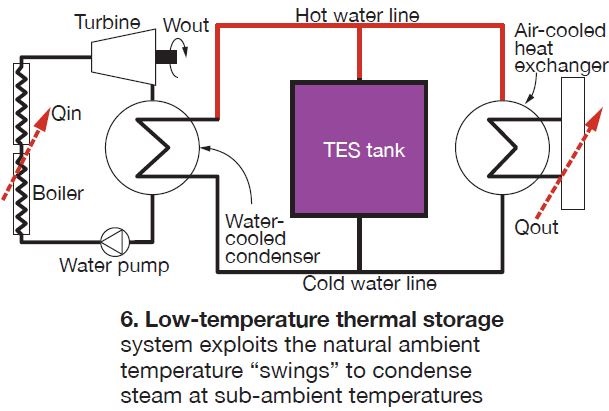
In charge mode (during low ambient temperatures), water is pumped from the tank to the ACHEx, cooled, and returned to the tank for storage. In bypass mode (moderate ambient temperature), water from the water-cooled condenser is cooled in the ACHEx then returned to the WCC. In discharge mode (high ambient temperatures), chilled water is pumped from the tank to the water-cooled condenser where it condenses steam at sub-ambient air temperatures.
Feasibility studies and modeling for this concept are ongoing. One noted case study operated at eight hours of charge, eight of bypass, and eight of charge. Modeling results were explained.
Remote performance management
Sean Cusick, SPG Dry Cooling, followed with ACC360 remote performance management, which provides virtual insight into the performance and health of any air-cooled condenser. Main components are:
- Performance analytics that evaluate past, present, and future performance.
- Condition-based monitoring, including vibrational monitors, to predict potential failures.
- Integration of data with weather forecasts.
Cleaning is a must
Consultant Huub Hubretsge addressed the group on various traditional methods of ACC cleaning: high pressure wash, blasting with dry ice, etc. He also explained specific methods of calculating steam-turbine performance loss caused by ACC fouling.
Hubretsge pointed out that these losses go beyond less air available for cooling and reduced heat-transfer coefficients. “If the backpressure at the turbine exhaust increases, the enthalpy of the exhaust steam increases as well (less water in the steam). The higher the enthalpy of steam at the turbine exhaust, the less enthalpy is used for power generation.”
He offered a rule of thumb: “A general rule says that the total power generation will drop 0.7% for every 0.3-in.-Hg pressure increase at the turbine exhaust.”
Sample cleaning/fouling loss calculations were made available to all attendees in Excel spreadsheet format.
For a thorough review of cleaning needs and options, download at no cost Report ACC.02, “Guidelines for Finned Tube Cleaning in Air-Cooled Condensers” at http://acc-usersgroup.org/reports.
ACC performance enhancement
Andy Howell reviewed the common sources of dry cooling inefficiency (direct-condensing ACCs): steam-to-air heat-transfer efficiency, dependence on ambient temperature, and power requirements for large fans. He then reviewed further inefficiency issues:
- Air-side debris accumulation.
- Air in-leakage.
- Wind effects.
- Hot air recirculation.
- Gaps and air bypass.
- Tube fin damage.
All are common discussions at the ACCUG meetings.
He also reviewed more specialized topics from past conferences: wet cooling support, air misting (fogging), deluge cooling, and system expansion (adding streets).
Howell noted that “a variety of performance improvements are available and should be evaluated for cost effectiveness.” In particular, he mentioned fan uprates, including some common uprate results for a specific scenario:
- Auxiliaries consumption increased by about 1.2 MW because of a larger fan-drive system.
- Complete elimination of backpressure limitation, with a significant and sustained improvement of a least 3.5 in. Hg.
- Increase in power output because of a reduction in condenser pressure and the possibility of increasing condenser load and steam flow through the turbine.
- Heat-rate improvement attributed to lower condenser pressure and lower backpressure on the steam turbine (which he called “free power”). CCJ