Following is an overview of a White Paper released in 2025 by the Power Cycle Chemistry Working Group of the International Association for the Properties of Water and Steam (IAPWS), accessible via this link.
An IAPWS PCC White Paper is a technical document collating knowledge on a particular subject, often leading to an IAPWS Technical Guidance Document (TGD).
Overview
The IAPWS White Paper on Corrosion Product Sampling, Monitoring, and Analysis for Flexible and Fast-Starting Plants provides a comprehensive approach to managing corrosion in conventional fossil and combined cycle/HRSG power plants that undergo frequent startups, shutdowns, and load variations. Issued by the Power Cycle Chemistry (PCC) Working Group of IAPWS, the document outlines best practices for sampling, monitoring, and assessing corrosion products, particularly iron and copper oxides, which are transported during transient conditions. To help plant operators optimize their shutdown and startup chemistry, the paper introduces the IAPWS Corrosion Product Decay Map, a visual tool that assesses corrosion product levels and trends over time.
Corrosion product monitoring in traditional power plants is typically designed for steady-state operations and IAPWS has previously issued a Technical Guidance Document (TGD6-13) for plants operating at steady state/base load, freely available through IAPWS. However, with the increasing demand for flexible operation, many plants now experience frequent load changes and startups. These transient conditions introduce challenges, as most corrosion product transport into the boiler occurs during these periods. Without effective monitoring and preservation methods, this transport can lead to deposits in critical components, affecting heat transfer, increasing the risk of under-deposit corrosion, and reducing plant efficiency (Sidebar).
To address these issues, the White Paper provides detailed guidance on corrosion product sampling and analysis, emphasizing the importance of a proper sample line setup that ensures turbulent flow conditions to capture accurate readings. It also highlights the need to measure both total and dissolved corrosion products, given that iron oxides are primarily particulate (insoluble), whereas copper oxides may be present in both dissolved (soluble) and particulate forms. While grab sampling and manual analysis remain the gold standard, the paper strongly recommends implementing proxy monitoring methods such as turbidity measurement, particle monitors, and particle counters for real-time tracking of corrosion products. Turbidity, which measures the scattering of light by particles, serves as an effective proxy for iron concentration, but requires calibration. Particle monitors and counters, which count and size individual particles, offer more precision in estimating corrosion product transport.
A major contribution of this White Paper is the IAPWS Corrosion Product Decay Map (Fig 1), which enables operators to track corrosion product levels over time and evaluate the effectiveness of their shutdown and startup chemistry. As the White Paper states, “the map allows iron and copper corrosion product decay profiles to be overlaid.”
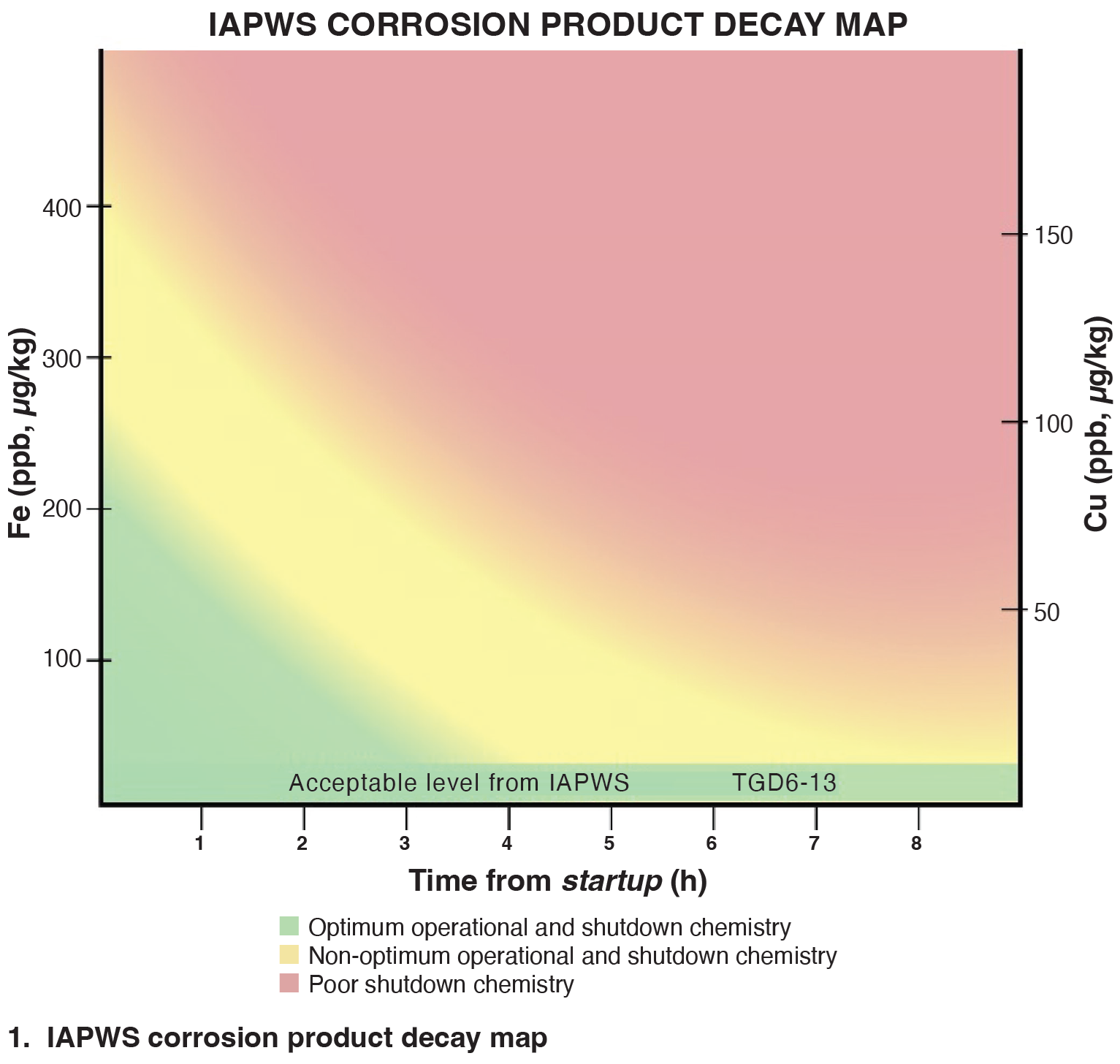
The map categorizes plant performance into optimum (green), moderate (yellow), and poor (red) areas. Plants that fall within the green area exhibit low corrosion product transport, indicating well-managed chemistry. In contrast, plants in the red zone experience excessive transport, suggesting inadequate shutdown preservation or suboptimal operational chemistry.
The document provides detailed guidance on sampling and online monitoring during transient load conditions. Operators should define a consistent startup time, typically marked by the activation of the boiler feed pump or turbine synchronization, to ensure accurate comparisons. The recommended sampling point is at the economizer inlet, as this location best represents the corrosion products entering the boiler. During startup, samples should be collected at key operational changes, such as load increases and component activations. Online monitoring instruments can track turbidity and provide real-time insights, while periodic grab sampling ensures the accuracy of these measurements.
The White Paper further offers recommendations for reducing corrosion product transport, tailored to different plant types. Supercritical and drum units benefit from optimized oxygenated treatment (OT) or all-volatile treatment (AVT) and strict air in-leakage control. Plants with mixed-metallurgy feedwater systems, which contain copper alloys, should maintain reducing conditions (AVT(R)) to prevent excessive copper oxide transport. Facilities with air-cooled condensers (ACC) require higher feedwater pH (~9.8) to mitigate corrosion and reduce iron transport. Additionally, film-forming substances (FFS) have shown promise in reducing corrosion product transport, though their effectiveness should be validated using the methodologies outlined in the White Paper. Shutdown preservation strategies—such as nitrogen blanketing, dehumidified air, and chemical conditioning—are crucial for minimizing corrosion product formation during downtime.
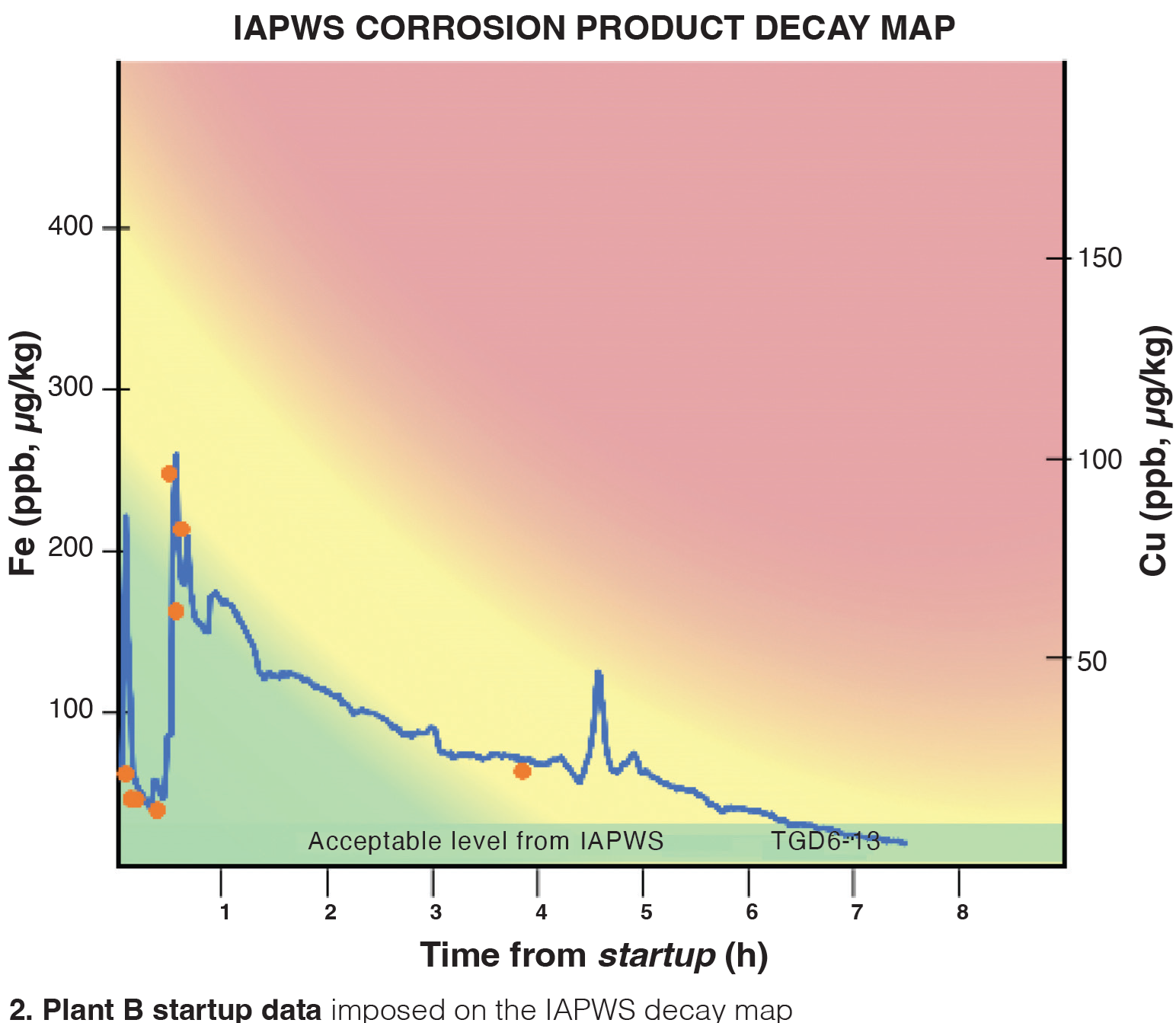
The document includes case studies that demonstrate the impact of corrosion monitoring and control strategies. In Plant A, where proper shutdown chemistry was applied, corrosion product transport remained within the green area of the IAPWS Decay Map, indicating effective preservation. Conversely, Plant B, which lacked shutdown preservation, exhibited prolonged high iron transport, placing it in the yellow zone (Fig 2). Plant C, a mixed-metallurgy system with an FFS applied, showed reduced corrosion product transport, though further optimization was necessary. Plant D, which experienced daily load cycling, displayed significant iron and copper transport with each load increase, underscoring the need for operational improvements.
Two real-world examples of incorrect chemical treatment programs and failure to follow the freely-available IAPWS Technical Guidance Documents are given below.
Case 1
Two-phase flow accelerated corrosion occurred through incorrect chemical treatment and failure to follow IAPWS TGDs, resulting in loose iron oxides (Fig A). No corrosion product sampling for total iron or particulates was in place. Full replacement of the LP evaporator was required after only ten years of operation.

Case 2
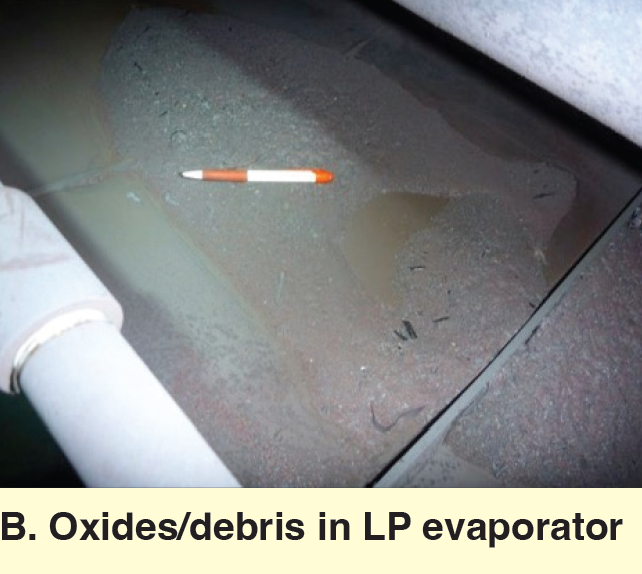
Loose oxides/debris were found in this HRSG LP evaporator during early operation (Fig B). Poor layup and storage practices contributed, and there was no corrosion product sample practice in place for total iron or particulates. Practices have now been corrected.
This IAPWS White Paper provides a structured approach to corrosion product monitoring and mitigation in flexible and fast-starting power plants. By implementing optimized sampling techniques, proxy monitoring methods, and effective shutdown preservation strategies, operators can reduce corrosion damage, improve efficiency, and extend equipment life. The IAPWS Corrosion Product Decay Map serves as a valuable tool for benchmarking plant performance and guiding improvements in cycle chemistry management.
Questions or comments about the document can be directed to Barry Dooley: BDooley@structint.com. Also, feedback on the proxy process and Decay Map is welcomed. Specific results of applications, with the resulting startup plot/decay profiles superimposed on the IAPWS Decay Map, are encouraged. Access to many free IAPWS resources available at www.iapws.org.
IAPWS WEBINAR: MAY 27/29