


2024 technical program highlights
The Legacy Turbine Users Group’s third annual conference and vendor fair is two months away. With the steering committees for the 7EA, Frame 6B, and Frame 5 Users Groups (sidebar) still working on their agendas and lining up speakers, there aren’t many program details to share at this point. Key aspects of the conference follow to encourage your attendance. Our electronic CCJ ONsite will publish program updates in the coming weeks as they become available. Access to this information also is available on-demand at powerusers.org; each group has a section of that site for its activities.
The following is what the three user groups shared with the editors as of May 8:
Monday, July 15
Morning. Introduction to legacy GE frames, presented by Consultant John F D Petersen, a long-time contributor to the industry’s collective knowledge, originally focused on the Frame 6B and was expanded by Petersen to serve 7EA and Frame 5 owner/operators as well. This primer/workshop prepares all conference attendees—newcomers and experienced engineers/technicians alike—for a productive experience during the coming days.
A two-hour controls workshop, conducted from 8 to 10 a.m. by John Downing of AP4, runs in parallel with the first half of Petersen’s session. Jamie Clark of AGT Services follows Downing from 10:00 to noon with a special generator session. The Downing and Clark workshops, new to the program this year, feature content of value to Frame 7EA, 6B, and 5 users alike.
Afternoon program features two tours—both 1 p.m. to 5 and sponsored by Allied Power Group. One focuses on the company’s Combustion Center of Excellence at its Farrell Rd facility; the other tour is of APG’s Mills Road Facility. Participation is limited so reserve your seat on the bus ASAP.
Tuesday, July 16
Morning:
7EA. Presentations include the following:
- Troubleshooting a legacy turbine, Donald Melsheimer, GT-DLM LLC.
- Air filtration and extreme weather, Rob Reinhardt, Donaldson Company.
- Extreme cold-weather preparation for generator owners and operators, Rachel Williams, Entrust Solutions Group.
- Compressor vane looseness: What to look for and what to do, Rich Armstrong, CTTS.
- Extending service life of 7EA components, José M Quiñones, MD&A.
Frame 6B. GE presents on the topics listed below, followed by relevant discussion.
- Critical updates, new TILs, RCA results, etc.
- 6B AGP updates, changes, fleet-leader information, Kevin Elward.
- 6B combustion systems overview, capabilities, recommendations, Mihir Lai.
- Rotor life-extension trends and recommendations, Mardy Merine.
- Open discussion on capital parts challenges.
- Introduction to FieldCore’s live outage, Tim Evans.
Frame 5.
- Turbine controls upgrade case history, Emerson.
- Hydraulic starter motor solutions, S T Cotter Turbine Services Inc.
- Baker Hughes tour
Afternoon:
7EA.
- Gas turbine performance evaluations and instrument calibration, John Downing, AP4.
- Torque converters in starting packages: Long-term wear and failure modes, John Baciak, PowerFlow Engineering Inc.
- Impacts of increased cycling on GE gas-turbine critical components, Ravi Annigeri, EthosEnergy Group.
Frame 6B. GE Day concludes with a series of breakout sessions geared to user interests—including combustion/hydrogen systems, capital component planning, generator, rotor, controls/instrumentation, Live Outage, and repair technology.
Frame 5. Baker Hughes tours fill the afternoon. Get details at the conference registration desk.
Wednesday, July 17
Morning:
7EA. GE Day presentations begin with a brief state-of-the-industry review by Jay Bryant followed by “things you should know” regarding new TILs, RCA updates, etc, by Kevin Elward. The three presentations below take the group to the first breakout session at 11 a.m.
- Fuel capability case study and open discussion of hydrogen/bio-diesel fuel projects, Mike Cocca and Frank Glasgow.
- New things to consider based on the OEM’s recent development and implementation projects, Jay Bryant.
- Reliability ideas based on user case studies and the OEM’s recommendations, Will McEntaggart.
The lineup of breakout sessions running from 11 a.m. to 4 p.m., including lunch: Peaker roundtable, cogen roundtable, Live Outage, LNG roundtable, generator 101, controls/software, repairs, 7E 101, DLN, accessories/BOP reliability, and asset management with a focus on rotors and casings.
Frame 6B. No program details were available for Day Three at press time.
Frame 5. Only two presentations on the day’s program at press time, both in the morning: Electric valve upgrade for the Frame 5 by Young and Franklin, and technology and applications of GT coatings by Liburdi Turbine Services.
Thursday, July 18
There are two all-day (7:30 a.m. until 5 p.m.) tours pertinent to the activities 7EA, 6B, and 5 owner/operators alike on the program—one sponsored by Doosan, the other by Sulzer.
LTUG Steering Committees
7EA
Dale Anderson, East Kentucky Power Co-op, J K Smith Power Station
Tracy Dreymala, EthosEnergy Group, San Jacinto Peakers
Jeff Hansen, Old Dominion Electric Co-op
Tony Ostlund, Puget Sound Energy
Mike Vonallmen, Clarksdale Public Utilities
Lane Watson, FM Global Chemical Operations
Shane Rouse, East Texas Electric Cooperative
Past members:
Joshua Coots, Duke Energy
Guy LeBlanc, IHI Power Services Corp
Tyler Wensel, Luminant
Frame 6B
Michael Adix, Motiva Enterprises
Kevin Campbell, Chevron
Robert Chapman, Chevron
Ryan Cordero, ExxonMobil Baytown Olefins Plant
Jonathan LaGrone, Formosa Plastics Corp
Richard Vogel, Chevron Pipeline and PowerSteering committee advisers:
Jeff Gillis, ExxonMobil retired
John F D Peterson, BASF retired
Zahi Youwakim, Indorama Ventures retired
Past members:
J C Rawls, BASF-Geismar
Kevin Bovia, BASF-Geismar
Doug Leonard, ExxonMobil Technology and Engineering
Mike Wenschlag, Chevron, El Segundo RefineryFrame 5
Shannon Lau, Suncor Energy
Josh Edlinger, Alpha Generation LLC
Johnny Lanthorn, Butler Warner Generation
Michael Maris, ExxonMobil, Baytown Refinery
Matthew Pazanski, ExxonMobil, Baytown Refinery
Ken Lance, Associated Electric Cooperative
2023 conference report: Users share how to make aging machines ‘ageless’
Many vitality-product purveyors, surgeons, pharmaceutical firms, and others want to convince you that “age is just a number.” The adage may be even more true for older gas-turbine models. A surgeon may reconstruct your knees and hips, and brain-health pills might make you feel sharper, but you still may die of cancer or heart disease. Turbines, on the other hand, don’t suffer from diseases, just wear and tear, which can be addressed.
As evidence, vintage machines are being life-extended to go from 200k operating hours, thought to be an original end-of-life point, to 300k, and perhaps more.
The second annual Legacy Turbine Users Group (LTUG) Conference, held in Phoenix July 17-20, 2023, brought together, under one roof, owner/operators of Frame 5, 6B, and 7E machines. The dominant theme was how to keep these units running until, well, until they can’t. That goal is made more difficult, experts say, not only by the unavailability of some parts, especially auxiliaries, and/or the lead times to get them, but also by the dearth of experience and expertise available in the community these days, and by seemingly little-related events like extreme weather.
For example, one leader of a LTUG generator/exciter discussion group pointed out that a rewind could cost almost as much as a new unit, but the lead time for new may be prohibitive. A control system HMI upgrade for a 7EA site is around 50 weeks, he said, and it’s a “resourcing, not a computer chip, issue.” The lead time “right now” for Frame 5 combustor hardware from the OEM is 60 weeks, said another expert. In fact, one participant commented, “lead times for everything are ridiculous.”
Maintenance, inspection, and inventory protocols have to adapt as machines enter the “ageless” realm. That’s as true for auxiliaries as it is for the gas turbine itself. One discussion leader said that there must be an inspection plan for every outage for the inlet air filtration housing (Fig 1). Why?

One small leak, such as during a super heavy rainstorm, and all the untreated water gets sucked into the HEPA filters, the pressure drop begins to rise “within hours,” and salts become entrained in the compressor flow.
Some users are seeking tailored maintenance strategies for black-start, peaker, and emergency units that may run less than 50 hours per year. Most of these sites’ “operating hours” are for testing only.
Nevertheless, the ingenuity displayed by the community of owners/operators, OEM, and service providers clearly shows that where there’s a will, there’s a way. Several service providers offer what they say are vastly improved rotors, blades, and vanes compared to the original OEM design. One went as far to say that the company was able to “transform a 7B into a 7EA” through significant changes to the rotor, compressor blades, vanes, fuel nozzles, liners, transition pieces, exhaust gas path, and diffusers, among other components.
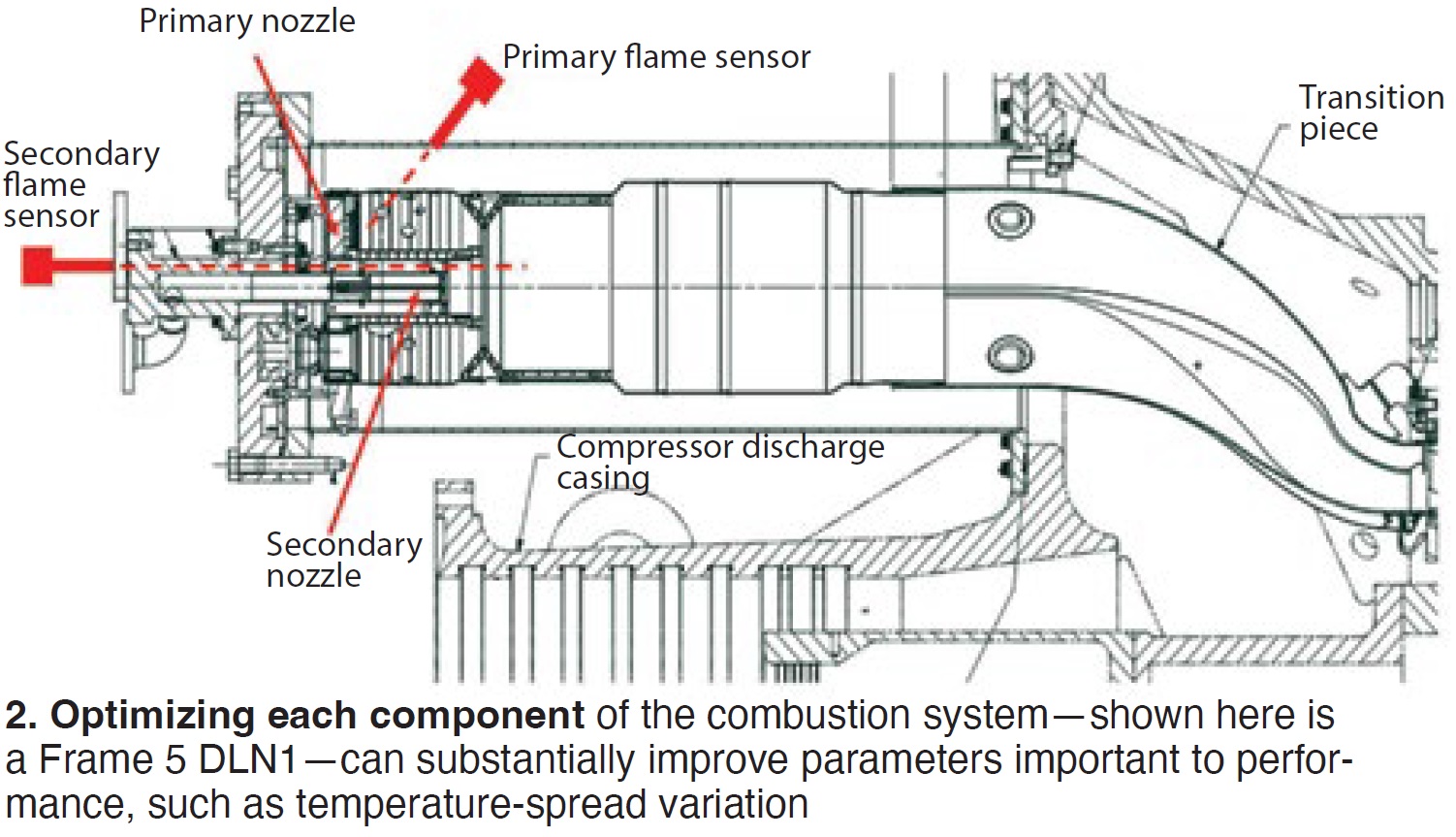
Another company claims to have created its own “standard” (compared to an “industry” standard) for a combustor (Fig 2) by sub-optimizing each component. The company further states that the redesign reduces the temperature-spread variation on a set of combustor fuel nozzles from 10% to less than 0.5%. Idea is to work to a standard that includes flow-test and turbine operating data, in addition to dimensional fit-up data.
According to material from one service provider, TIL 1576 (“Gas Turbine Rotor Inspections”) and GER-3620 (“Heavy-Duty Gas Turbine O&M Considerations”) suggest that the life expectancy of a Frame 5 rotor is 200k hours or 5000 factored fired starts. Its life assessment/extension techniques can add up to 100,000 factored fired hours. One machine analyzed by this firm’s shop had 300k operating hours before TIL 1576 was even issued! Life extension is paramount because it may take multiple years to procure a new Frame 5 rotor and these machines are being “called back into service across the country.”
Reflecting this trend, and the broad theme of the conference, is the presentation on a Frame 5 life-extension project. Two 20-MW 1976-vintage Frame 5 diesel-fired peakers, laid up in 2015, were fully restored, upgraded, and life-extended for operation well into the future. Deliverables included 98% start reliability, 98% availability, and remote operation. As a indication of the vintage and current technology levels, the control system was upgraded from a Speedtronic™ Mark II to Emerson Ovation™. You can imagine that these 40 megawatts must have been pretty critical to the utility which undertook such a project.
Highlights of the project include major electrical rework, new auxiliary and exciter transformers; control system replacement, including exciter, new fuel metering valves, upgraded flame scanners, and vibration monitoring system; generator rotor rewind; complete rebuild of the diesel starting engine/generator; new fuel skids; and extensive concrete rework. The slides are in outline form, so you may have to contact the authors for additional details which may be relevant to your site.
Also consistent with the general conference theme, but illustrating a different approach, an industrial cogeneration site in Alberta, Canada, did a flange-to-flange replacement of a 1999-vintage 7EA machine, rather than overhaul the rotor, to ensure another 20 years of reliable service.
Other major aspects of the project include a generator field rewind, controls upgrade to a Mark VIe and EX2100e, replacement of turbine exhaust plenum and expansion joint, replacement of lube- and hydraulic-oil ac and dc motors, and rebuild of gas-turbine/generator gas valves and actuators. The slides include a photo montage of the work and a video of the project.
Safety, a topic that pervades all user conferences and rightly so, got plenty of air time at the LTUG. One important topic in the Frame 5 room was entry requirements for turbine enclosures. The OEM says don’t open enclosure doors during cooldown. Discussion leader suggested checking wheel-space temperatures during cooldown, and opening doors when they are below 150F, keeping the fans on.
Recent turbine and accessory house enclosure designs include alarms on the doors, ventilation checks, control system trips on low ventilation air and/or an opened door, and permissive for the door to be closed. The Mark VI has a bypass that allows one to enter once every 24 hours, with a 20-min warning, and 30-min limit to exit. Another consideration for an entry protocol may be indicators outside to limit the frequency of entry.
A safety discussion in the 6B room kicked around TIL 1577 addressing precautions for inlet-air filter-house ladders and internal safety gates. Although this qualifies for confined space entry, there is essentially only one means of escape in the event of a fire. Filters and evaporative cooler media can burn from welder sparks or a light falling down. Users argued that there should be multiple ways to exit the housing.
A big caution with CO₂ fire suppression, still pretty common with these machines, was not to get complacent. Turbine compartment entry at these sites was described as “one of the really scary things in the plant.” Keep the doors open and have a second person outside.
Older CO₂ systems may not have some of the safety features of new plants, such as lockable ball valves with installed safety pins blocking the discharge piping valves tied to the control system so there’s no way to trigger a CO₂ release which will immediately kill someone in the compartment. Be especially vigilant during unplanned maintenance activities, when the CO₂ system may not be part of LOTO, says one participant.
Hazardous gas detectors for the turbine compartment and fuel enclosures are included in DLN upgrades. One user noted that, in a Mark VI, the detectors go into a failed state after 360 days as a way to force the site to calibrate the detectors. Normally, these detectors should be calibrated at least every half a year.
About five attendees out of 60 or so noted that they have experienced a trip of the fire suppression system with no fire (Fig 3). Others noted that the wires to heat detectors break down from age or fail from vibration. All this is evidence that fire suppression systems require regular attention. Even the latest water mist systems, standard on new 6B units, are “a pain in the butt.” High-pressure air cylinders always go empty. Lots of fittings have little leaks, which empties the bottles, and then you have to hydrotest them before refilling.
Another topic sucking much oxygen out of user conference rooms, this one no exception, is extreme-weather operation and/or compliance with new standards from NERC, CAISO, Ercot, PJM, and others. Some of the alerts and recommendations generated from one talk on extreme temperature readiness include the following:
- A plant as far south as Louisiana suffered air-piping freeze-ups when temperatures hovered around 15F for five days.
- Insulate CO₂ tanks like they are steam drums.
- Blowdown lines in normally hot compartments froze up at a plant in north Georgia when temperatures plummeted to 8F.
- Weather-event planning should account for operating and idle plant status.
- Lube-oil cooler performance can be limiting during extreme hot ambient temperatures.
- An inlet air heater may mitigate icing in the compressor bellmouth when ambient conditions are extremely cold and humid.
- Little valves mean big problems in really cold weather. Make sure all critical valves, large or small, are identified and protected.
With respect to 6B sites, what keeps an OEM leader up at night? Generators, exciters, and exhaust systems, that’s what. This person noted that 6Bs have lots of different generator models coupled to them depending on who packaged the unit. And why the exciter? According to one excitation system expert, there were 17 exciter forced outages between July 1 and September 2022, with the average time to recover around 30 hours. Even scarier, seven of these outages involved items that “most likely would not have been exposed during routine maintenance.”
Speaking of brain health, control-system frustrations seemed to especially animate users. Much of this stems from “infighting between the hardware and software sides of the OEM.” Although the OEM has tried to resolve this by creating a single controls group within the power business unit, complaints still abounded, such as:
- OEM pushes customers to the Mark VIe even when the customer doesn’t want it.
- We paid one side of the house to put in the system, and then the other side of the house to fix it.
- The OEM screwed up the software, then charged the customer to fix it (on a Mark V to VIe migration project).
- OEM missed some logic changes in the overspeed-trip software which led to mistrust of all the software logic.
- Customers are not allowed to make changes to the system.
- There’s not enough autonomy in the field to get things done.
- Age of existing engineers, lack of new engineers in the pipeline, is not healthy.
Generally, these five control-system issues were identified in the session, in order of severity: Lead times for hardware and software, QA/QC support and responsiveness, problems with switches, obsolescence issues, and chip supply. Message: Users need to be proactive and engaged in longer term lifecycle planning.
Don’t be that guy
Some outage causes may seem like one-offs, but you still don’t want to be the next guy to suffer from the same thing. One well-regarded expert delivered outage lessons learned and then several case studies which are worth your time. Access the slides at www.powerusers.org in the section retaining the Monday 7EA presentations. The lessons learned included the following:
- Incorrect alignment of a generator with a 9FB turbine.
- 7EA compressor casing bore misalignment caused by heavy-handed dowel installation (a/k/a hammered) in dowel holes which did not align properly.
- S17 blade migration on a 9FB, because of inconsistent staking (it took three outages before the site had a decent fix).
- Purge valves installed backwards on a 9E DLN1 system.
- Elevated NOₓ emissions because dilution holes from a removed liner set were significantly different from the newly installed set. The moral of this story: Flow-test liners when installed.
- Generator vibration on a LM6000 after a major inspection caused by temporary coupling braces (for shipping) still attached to the rotors.
The lessons learned, which the speaker declared are “basic blocking and tackling,” have to do with communication, such as preparing work lists for the incoming shift; checking for technical errors resulting from the “experience deficit” with “skilled” outage workers; making LOTO procedures more consistent; attending to the minute details of logistics (stuff like welding gases, toilets, scaffolding, forklifts, lighting systems, office space and furniture, and fuel for engines); contingency planning and scheduling; and preparing a lessons learned doc after every outage to inform the next one.
For your consideration
Under the category of, if it was brought up at a user conference, it’s probably something to at least be aware of. Below are some general recommendations, cautions, alerts, etc, by subsystem from the user-driven discussions in the three engine tracks conducted in parallel.
Inlet air house:
- If piping is on the outside, consider upgrading from PVC to stainless steel. One user experienced leaks in PVC piping almost immediately.
- Conical-type filter elements will sag as they get dirty, which can open a gap between the filter media and the filter sheet, allowing air to pass through.
- Change pre-filters every six to eight months, coalescers every four to eight months, or as needed.
- Fog can be a huge factor in HEPA filter performance. Have filters tested for conditions specific to your location.
- Housings may need to be recoated every outage.
- Inlet foggers (for output boosts) may eke out a few extra megawatts but over years of service, allow dirt to pass into the compressor.
- Silencer baffles made of galvanized carbon steel can rust and allow zinc to carry through the unit, clogging up the first-stage nozzle cooling passages.
- Check water-wash spray nozzles and test them every time the unit is down. Gaskets on the demin water inlet piping can become brittle and fail.
- Make sure you are consistent in how you measure inlet-guide-vane angles; get inside and use the right tools to measure.
Compressor rotor:
- Clear all extraction passages after a “crash.”
- Soaps used to clean compressor blades can become a foulant. Make sure to test soaps for your site. You may fill the rinse tank five to 10 times before you get all the soap out after an offline wash.
- Use of HEPA filters greatly reduces the need for water washing. Units without HEPAs should consider coating the first seven rows of compressor blades.
- Buy rolls of coalescer material and make sure it is clean, fresh, and dry.
Combustor:
- Crossfire tubes are burning out, especially on Frame 5s. This may be associated with coking, leading
- an irregular flame pattern after dual-fuel testing. The 9/10 location is especially susceptible. Consider
- the tubes a “consumable” and keep plenty of spares handy.
- Leak- and flow-test fuel nozzles. They can start leaking after you stake them. Fuel nozzles also should be considered consumables. Make sure the mesh isn’t left in.
- Check that liner repairs are correct: The floating collar can be out of position and damaged easily when you put the cap on.
- Igniter cables can degrade after many years of service, and burn out.
- Flame detector (non-fiberoptic) cooling tubing can leak; plan to replace every HGP major.
- Flow-test combustion liners: The louvers inside can get damaged over time.
- Pressure-test standard combustion cans and piping during outages. Check for leaks around the flange using tape that changes color when exposed to H₂.
Generator:
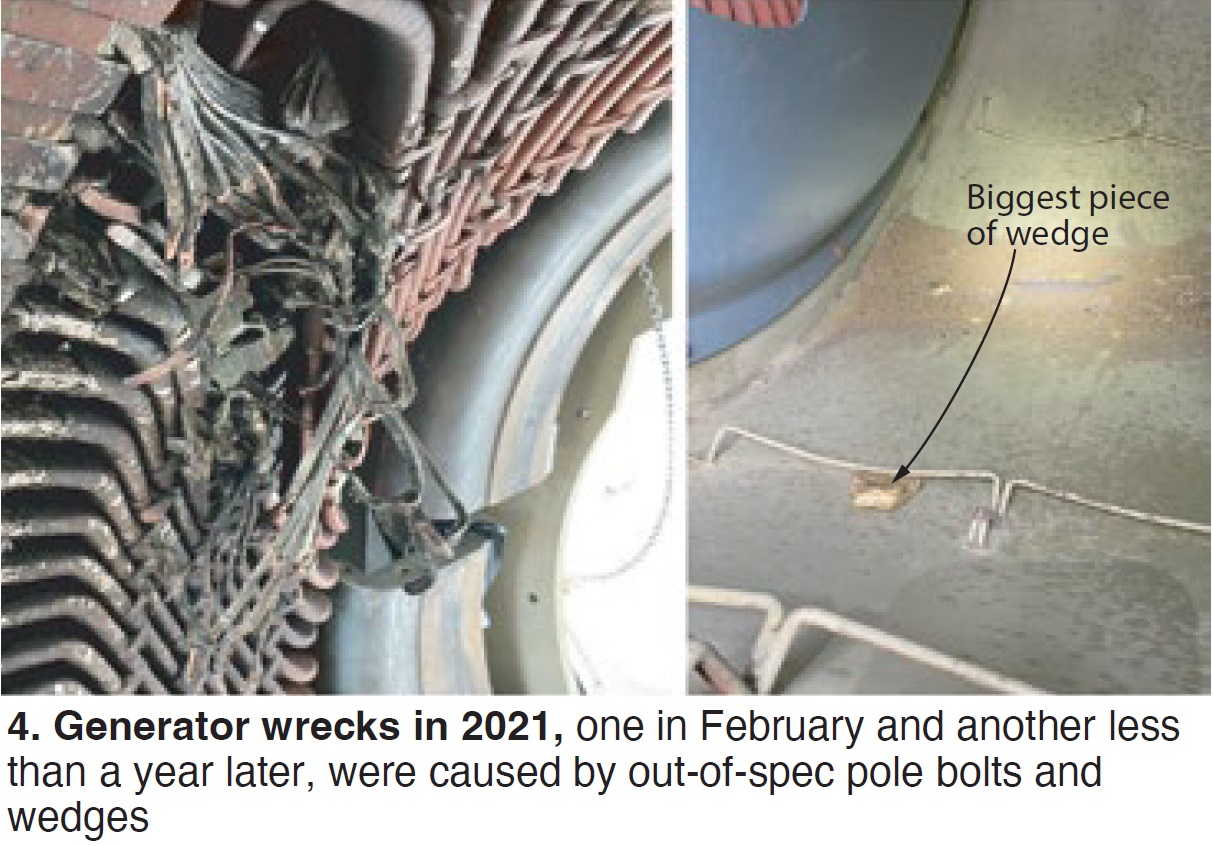
Finally, some gruesome photos of an “unfortunate event” are included in the slides used by the 6B group leaders in their Thursday session on generators. The generator in Fig 4 was wrecked in February 2021 and, after repairs and a stator rewind, wrecked again in December 2021. A failed wedge bolt was responsible for the first one, a failed pole bolt for the second. NDE examination revealed that some of these bolts did not meet specifications. Moral: Know your supply chain and all aspects of the manufacturing process, including base stock, forging, heat treating, painting, and cleaning.
Presentation recaps
What follows are summaries (where appropriate) of presentations from the three engine sessions conducted in parallel at LTUG 2023 (7EA, 6B, and 5). Most presentations by vendors other than GE are available on the conference website at www.powerusers.org. Access GE presentations by logging on to your Customer Portal account on the OEM’s website.
Frame 7E (7EA)
GE Day. A multitude of slide sets are contained in the master file for this track, given there were four parallel sessions throughout most of the day, beginning with trends, outlook, and investments. Among the last are advanced secondary fuel nozzles (validated in 2021), high-output robust combustor (field validation in 2023), hydrogen fuel capability, and 7E advanced gas path (coming in 2025).
Following these were new TILs (Technical Information Letters) and RCAs (root cause analyses), hydrogen capability, and new things to consider—such as flange-to-flange replacements; 7Extend package, updated rotor life-extension guidelines; 7EA high-output robust compressor performance summary; dual-fuel DLN1+; and troubleshooting.
Breakout sessions tackled peakers/simple cycles, cogen/combined cycle, field-services live outage demo, LNG users, generator 101, generator lifecycle (including the A6/A35 core exchange program), maintenance and cyclic duty, controls, 7E101, combustion, accessories, and BOP reliability, and finally, asset management, rotors, and casings.
DLN Hydrogen Combustor, Walt Steimel, Shell. Mentions a collaboration between Shell and GE for decarbonizing LNG, and includes some basics about hydrogen and H₂ combustion.
Compressor Stator-Vane Looseness, Rich Armstrong CTTS. Reviews stator-vane looseness issue and describes a new solution.
20 Years of Dual Fuel Reliability: A Case Study, Schuyler McElrath, JASC. Reviews third-generation fuel-system components leading to higher reliability, many aimed at preventing system temperatures from exceeding 200F, avoiding coking of stagnant fuel. Includes a case study.
7EA OEM Stage-2 Bucket-Tip Shroud Material Loss, Aaron Frost, APG. A classic presentation offering a compelling learning experience.
7EA Turbine Upgrade Solutions, Andrew Koonce, MD&A. Vendor purchased and reverse-engineered a 2009 7EA with zero operating hours, then proceeded to redesign and upgrade virtually all of the components—including rotor, compressor blade and stator vanes, fuel nozzles, liners, transition pieces, turbine buckets, nozzles and shrouds, and exhaust frame diffuser. And that’s just for starters. Improvements for each sub-component are listed and described.
Generator Balancing, Keith R Collins, MD&A. Describes an 7A6 rotor field balancing and testing program including component balancing (exciter, main body fans, retaining rings, and collector end balance caps; operating testing, overspeed test, balance provisions, IR tests, speed induced shorts, and other topics.
Case Studies on CT Exhaust-System Gas-Path Upgrades to Improve Safety, Reliability, and Performance, SVI Dynamics. Covers simple -cycle aerodynamics and acoustics of a 2001-vintage peaker plant with Westinghouse 501FD2 machines (presumably same techniques and procedures and potential improvements available for 7Es) and a 7FA simple-cycle plant, with sections in both case studies on site engineering and modeling.
FlameSheet Deep Dive, Jeff Benoit, PSM, a Hanwha company. FlameSheet™ is part of company’s H₂ technology roadmap. First FlameSheet components for 7EA and Frame 5 machines began validation testing in 2023, both with 50%+ H₂ capability, in Korea. Also included: Some history of the gas turbine and more details on the FlameSheet design.
Frame 7EA Annual Update, Mike Hoogsteden, Advanced Turbine Support. Covers many issues with associated OEM TILs, and company’s findings, pointing out discrepancies between the two and differences with OEM recommendations: Compressor rotor blade-tip distress (first stage not addressed by TIL 1854), compressor clashing, compressor S1 cracking (TIL 1980), compressor stator vane shim (TIL 1562), and turbine second-stage tip-shroud deflection (TIL 1067 rev 4).
Vibration: What’s Wrong with My Turbine? Scott Cavendish, Independent Turbine Consulting LLC. Among the objectives of this presentation is to demonstrate the importance of looking beyond amplitude and phase angle, since most vibration issues have other underlying causes.
Turbine Outage Lessons Learned and GT Maintenance Case Studies, Scott Cavendish, Independent Turbine Consulting LLC. See description in Frame 6B section below.
Planning for a Controls Upgrade, David Ciccone, Emerson. Three areas this presentation dives into are application-specific solution advantages, turbine control enhanced features, and solving typical problems, like flame detection, fuel control valves, and generator metering. Projects typically take 12 months from purchase order to equipment shipping, with an additional three to four weeks for site installation. Otherwise, every aspect of a controls upgrade is reviewed and touched upon.
The Importance of the 7B/E Fleet: Combustion and Intelligent Data Solutions to Meet Energy Grid Demands, Katie Koch, PSM, a Hanwha company. Asks and answers the question, “What does decarbonization really mean?” then presents upgrades and conversions to decarbonize your 7B/E-based plant.
Rotor Life Extension by Design, Jeff Schleis, EthosEnergy Group. Reviews TIL 1576 on rotor life, then details company’s work to develop the condition-based life-assessment methodology and process and the Phoenix Rotor design, which company states can achieve same hours (200K) and factored fired starts (5000) as the OEM original.
A Bump in the Night, Jim Neurohr, Sulzer. Takes you through an imaginary journey of an emergency 7EA trip and everything that has to happen to inspect, assess, ship, evaluate, repair, etc. Plus, it illustrates the benefits of a single-source evaluation and repair shop to best recover from the outage.
Extreme Temperature Readiness, David Butz and Jason Neville, TG Advisors Inc. Reviews recent extreme weather events in North America, new compliance standards resulting from them, and the company’s extreme weather readiness assessment approach. Specific areas addressed include turbines and generators; lube-oil, cooling, and water systems; cabinets and compartments; fuel system, gas-turbine inlet and bellmouth; plant air, valves, and instrumentation; winterization methods; and wind effects. Plants need to have and maintain both hot- and cold-weather plans suitable for their geographical region and type of plant and should account for both running and idle status.
Frame 6B
GE Day. The master file includes slide decks for the following presentations: “Introduction and Trends,” Erik Hilsaki; “New TILs and RCA Discussion,” Dave Cihlar; “AGP Updates, First Hot Gas Path,” Kevin Elward; “Combustion Technology Refresher,” Mohan Bobba and Sarah Cleveland; “Rotor Technology & Life Extension,” Mardy Merine; “Hydrogen Trends and Capabilities,” Michael Cocca; and “Introducing ‘Live’ Outage,” Tim Evans.
Live Outage is “being gradually implemented” and is anchored by digitized work procedures and the BOB, or “big orange box,” one “part” sent to the site that includes all the tools and parts needed for the field work. Live Outage has been implemented on 150 outages, says the OEM, but is only now ramping up for the 6B machines.
Exciter Reliability and Maintenance, John (JD) Downing, TC&E/AP4 Group. A must-view if you are, as many in the industry are, worried about your aging exciter. There are dozens of OEM TILs (Technical Information Letters), PSBs (Product Service Bulletins), and “hot list” items associated with exciters. One big recommendation: Testing of cards, capacitors, resistors, and other “shelf” items sitting around for over 10 years is paramount.
Turbine Outage Lessons Learned and GT Maintenance Case Studies, Scott Cavendish, Independent Turbine Consulting LLC. The case studies included here are invaluable evaluations of what happens when mostly “avoidable” errors are made in repair, maintenance, and upgrade work. Also, one easy tip for getting better results during outages: Provide adequate lighting, especially in dark compartments and during the night shift.
Gas Turbine Failure Analysis, Doug Nagy, Liburdi Turbine Services. A primer on prevalent damage mechanisms and analysis procedures for turbines and combustors. Presentation is a chapter from a one-day course offered by the vendor. Part of the message is that suitable coatings are now available to mitigate against many of the damage and failure mechanisms identified in the second- and third-stage buckets in 6B machines.
Frame 5
Baker Hughes Day. A massive slide deck covered a wide range of topics, case studies, products and services for one afternoon. Some are highlighted below, but access to the slide deck is recommended for much more detail:
- Conversion of FR5/1 units in South Korea to DLN Extendor: Lessons learned from previous projects include the importance of clear inputs and project documentation, verifying correspondence between as-built configuration and original documentation, and considering the support structure for acoustic enclosures. The benefits of the DLN Extendor conversion include reducing NOx by approximately 80% with 5% Vol.
- Synthetic Flame Detection (SFD) is a software feature that can infer the presence of a flame within a gas turbine. The SFD-installed fleet includes 21 LM2500 units and 21 FR5/9 units.
- Flame Tracker Dry 325 is a dry sensor technology that eliminates the need for water cooling and reduces maintenance and performance complications associated with water leaks.
- Increased Low Gain (ILG) is a custom product developed for the Frame 5 DLN1 gas turbine to improve flame detection in low light conditions.
- Case studies were presented on various upgrades and services, including Package Rejuvenation, FR5/1 Module Replacement, PEK (Performance Enhancement Kit) installation, and Filter House Upgrade.
- Houston Service Center offers a range of services for mechanical drive, compression, and power generation equipment, including HD Gas Turbines, Steam Turbines, Centrifugal compressors, and Reciprocating compressors.
- The iCenter hubs provide 24/7 monitoring and engineering support for their global fleet of gas turbines, offering various analytics and apps for monitoring and optimizing gas turbine performance.
Back to Basics: Generator Testing, Jamie Clark, AGT Services. A pictorial journey into various findings from comprehensive generator inspections, with close-ups of specific damage—such as insulation wear from loose bar ties, heavy greasing on connection-ring blocking, connection-ring tie wearing into insulation, endwinding broken ties, failed conductor, damaged laminations, overheated iron, and many more, along with repairs, fixes, and information on testing.
Vibration Monitoring, Cascade Machinery Vibration Solutions, Phil Mosher. A primer on vibration monitoring and diagnostics, including hardware and positioning, and typical graphs and plots under different operating conditions.
Influence of Alignment on Frame 5/Compressor Train, Cascade Machinery Vibration Solutions, Phil Mosher. Case study reviews actual versus desired alignment targets, accounting for thermal growth; dial indicator versus laser; and effect of resetting alignment.
Frame 5 Life Extension (Unionville Case Study), Marty Magby, Allied Power Group (APG) and Ken Lance, AECI. Slides lay out details of scope for life-extending two turbines pushing 50 years of age.
Modernization of an FS-5 Exhaust System to Eliminate Maintenance and Reduce Pressure Drop. Laquinnia Lawson, Jeff Cozbey, Rocck Mallory, Schock Manufacturing. By not specifying an in-kind replacement of the exhaust system, you can improve the performance of your plant. CFD modeling, in particular, can point to appropriate design modifications. Significantly lowering pressure drop (from 9 in. H₂0 to 2 in. in an example given) can lower operating costs by tens of thousands of dollars.
Combustion System Optimization, Jim Neurohr, Sulzer. Each component of the combustion system can be optimized and redesigned to create a new standard for performance and extended life, states the presenter, leading to lower fuel costs and more consistent fuel use.
Thermal Block Overhaul, Jim Neurohr, Sulzer. Component repair, upgrades, and enhancements are reviewed for numerous Frame 5 fleet issues. Multi-axis digital x-ray live viewing machine is identified as a competitive distinction for repairs, along with vacuum heat-treatment furnaces. In-shop overhauls can be done in about the same time frame as in-field, noted the presenter, based on experience from at least 10 Frame 5 projects.
Rotor Life: Evaluations to Continue Operation of Legacy Units, Jim Neurohr, Sulzer. Company has performed 44 Frame 5 rotor life assessments. Slides take you through all the steps, from removal and disassembly, initial inspections, detailed inspections and procedures, findings, reports, repairs and upgrades, and return to the site. One key message: Rotor wheels must be de-bladed to appropriately map defects.


