 Contents
Contents
- 2026 Conference Overview: 35 Years of Powering Tomorrow
- WTUI Leadership: Foundation for Success
- 2025 WTUI Recap: LM Engine Breakout Sessions
- 2025 WTUI Recap: Special Technical Presentations
- Acronyms to remember for aeroderivative gas turbine equipment
Tuesday afternoons at Western Turbine meetings are historically reserved for nine Special Technical Presentations, approved by WTUI leadership, to extend the meeting’s content beyond the four GE aero engines on the program. The hour-long presentations (with Q&A) are arranged in three parallel sessions. Slide decks are posted on the WTUI website, but access requires an email request to Webmaster Wayne Feragen at wferagen@wtui.com.
CCJ aeroderivative best practices, Scott Schwieger, Combined Cycle Journal.
Projects recognized in 2024 from aeroderivative and combined-cycle facilities were reviewed and discussed. The awards program collected practical, field-proven ideas across categories including O&M, performance improvement, safety, predictive analytics, environmental stewardship, management, and water conservation.
Solutions included moving a NOx water-injection pressure transmitter to a heated space to prevent winter freeze trips, adding wireless relief-valve position monitoring on a gas-compressor skid to trigger automatic shutdown and prevent oil spills, installing a fixed access platform to reduce fall risk during anti-icing work, cleaning contaminated fuel-gas piping to lower CO and NOx while extending combustor life, and modifying FOD-screen access doors with hinges and handles to eliminate pinch points and allow one-person operation. He also noted a water-conservation project that reused blowdown and instrument drains through reverse osmosis, saving millions of gallons annually.
The recap closed with a reminder on WTUI BaseCamp access and related WTUI resources to share best practices. All these solutions are easily accessible using the search bar on the CCJ website.
LM6000 plants recognized:
- Edgewood Energy
- Equus Power
- Mariposa Energy Project
- Mashav Energy
- REO Cogeneration Plant
- Shoreham Energy
- Worthington Generation Station
Flow modeling for aero powerplant performance optimization, Matt Gentry, engineering manager, Airflow Sciences Corp.
Gentry explored how flow modeling and field measurements were used to verify designs and troubleshoot aeroderivative power plants, with emphasis on velocity, temperature, ammonia distribution, and pressure drop as competing objectives. The speaker compared CFD, physical scale modeling (typical 1:8 to 1:16 “cold flow”), and field testing, and argued that modeling reduced trial-and-error fixes that could be costly or create new problems.
Key design considerations included managing turbulent, swirling turbine discharge profiles, improving velocity uniformity through catalysts, tube banks, and stacks, and accounting for site layout effects on turbine inlet conditions. Ammonia injection performance was framed around achieving a uniform ammonia-to-NOx ratio at the SCR catalyst, with a modern target near 5% RMS, and the talk noted that older AIG systems often had improvement potential.
Case studies showed how perforated plates, straighteners, and mixing baffles were evaluated in CFD to improve flow and species uniformity without unacceptable backpressure penalties.
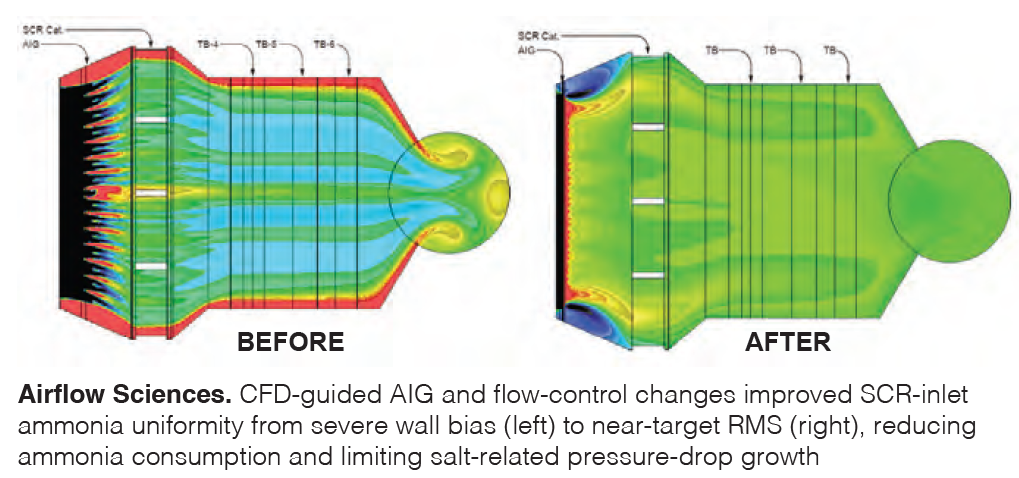
In an HRSG example tied to ammonium-salt fouling and high gas-side pressure drop, AIG redesign and perimeter flow control improved distribution at the catalyst face, stabilized pressure drop over time, and reduced ammonia consumption, while also reducing the need for frequent tube cleaning. The conclusions stressed that seals, baffles, and simple flow devices had outsized performance impacts.
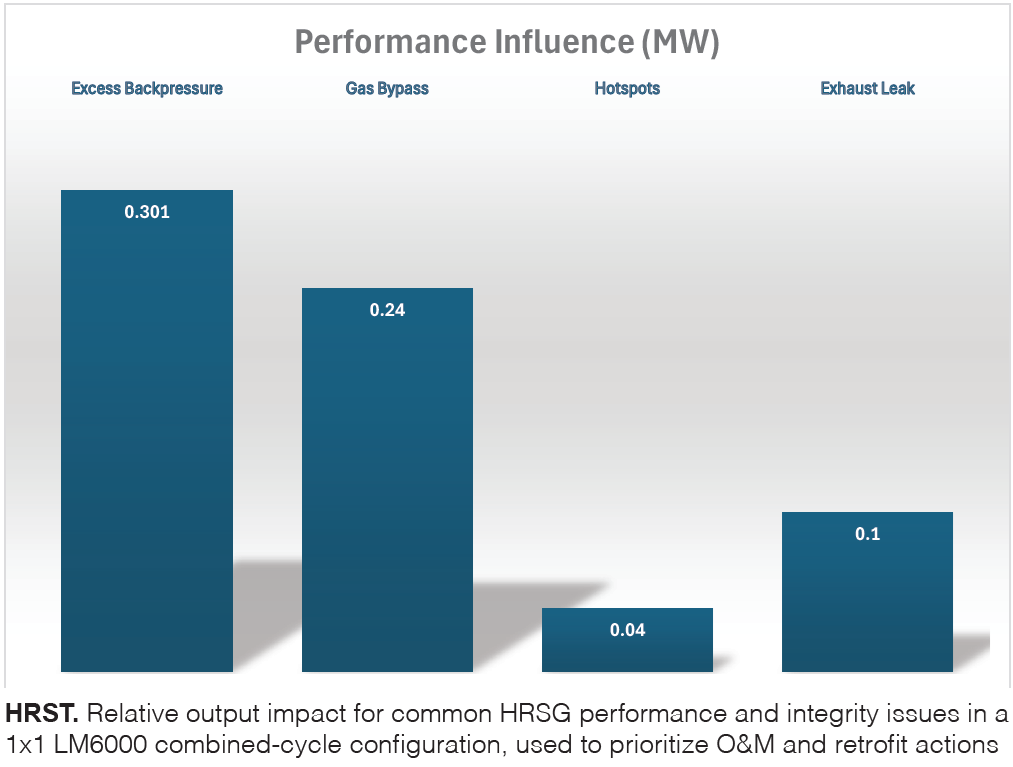
Improving HRSG efficiency with operational and design modifications, Jack Odlum, northwest regional manager, HRST Inc.
Odlum reviewed operational and design changes that improved heat-rate and megawatt output in HRSG-based combined-cycle plants. In a low-load duct-burner study on an LM6000 with a Foster Wheeler HRSG, controlled burner firing increased steam-turbine output and supported participation in the spinning-reserve market, while constraints such as attemperation demand, duct temperature, and tube-metal limits were managed.
A second case addressed fast hot starts on an LM2500 with an Aalborg HRSG. By maintaining the HP drum within a defined temperature and pressure window, the team increased ramp rate during heavy cycling without adding damage to the drum or nozzles. The talk then described gas-side fouling and exhaust backpressure as contributors to lost steam production, a shift in duty downstream toward less valuable IP/LP steam, and higher gas-turbine backpressure, increasing trip or runback risk and worsening heat rate.
Recommended mitigations included dehumidified layup, periodic module and catalyst cleaning, repairing tube leaks, preventing inlet-duct liner failures, and keeping rainwater out during outages.
Finally, the presenter emphasized exhaust-gas bypass through casing and baffle gaps, explained why small openings could elevate stack temperature and reduce steam generation, and presented simplified performance modeling to prioritize baffle repairs under limited budgets. Casing hotspots were framed as safety hazards.
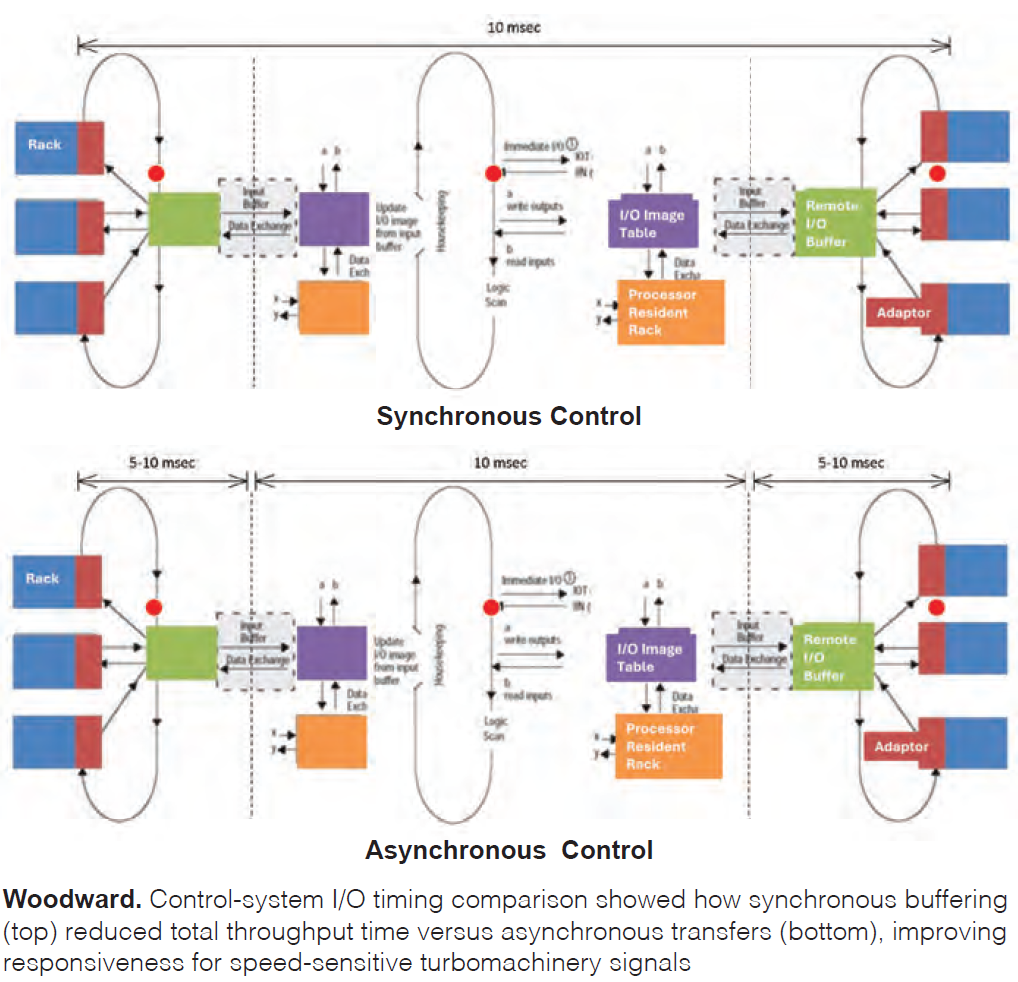
Troubleshooting 101: What do I do next? John Stulp, senior staff application engineer, and Brooks Hoffman, sales manager, Woodward.
The practical session explained how LM-series aeroderivative turbine controls translated hundreds of signals into fuel, variable-geometry, and sequencing actions that protected the engine while meeting load demands. The speakers described control I/O as the foundation, noting that typical applications processed 400-plus input signals (speed, temperatures, pressures, positions, and flows) and drove 100-plus outputs (metering valves, staging valves, variable geometry, and MCC commands).
They compared local, centralized, and distributed I/O architectures and emphasized that cabling, shielding, grounding, isolation, and I/O quality often determined reliability more than hardware cost. The presentation then walked through closed-loop regulation, using PID concepts to show how multiple governors managed speed, temperature, pressure, load, and acceleration, with a “voted” regulator taking control depending on operating conditions. Fuel-control examples showed how a single fuel-demand value was conditioned into flow commands for SAC and DLE engines, including multi-path splits for DLE variants.
Variable-geometry control was presented as dedicated closed loops that tracked scheduled positions to protect stall margin, with fault logic for sensor disagreement, actuator issues, and rate limits. The session closed with sequencing examples for starter and lube systems, NOx controls, wash systems, and DCS communications integration.
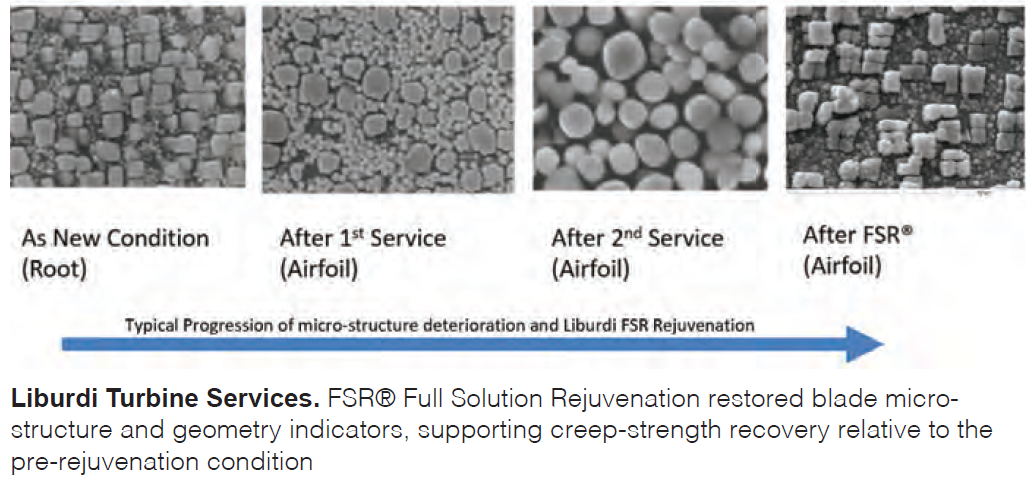
Aeroderivative airfoil repair options and best practices, Scott Hastie, engineering manager, Liburdi Turbine Services Inc.
Repair expert Hastie outlined how aeroderivative component repairs were planned and executed to extend LM2500 and LM2500+ hot-section life while controlling overhaul cost and schedule risk. He positioned repairs as a primary lever for reducing lifecycle maintenance expense, noting that hot-section parts dominated spend and that repair typically represented a fraction of new-part replacement cost.
Hastie advised a “who, what, where, when, why, and how” for repairs, emphasizing repair-vendor turnaround time as a driver of total overhaul cycle time and recommending condition-based triggers such as borescope findings, vibration indicators, and reaching performance limits.
Liburdi’s approach combines conventional restoration with advanced processes. A stepwise flow was presented from incoming inspection through strip, geometry repair, heat treatment, coating, and final inspection. For blades, the speaker described FSR® Full Solution Rejuvenation using proprietary vacuum heat treatment and HIP to restore microstructure and creep capability, supported by before-and-after imagery and stress-rupture comparisons against new-part standards.
Also highlighted was automated CT and X-ray wall-thickness evaluation to improve accept-reject decisions and protect remaining life margin. For nozzles, an HP1 repair sequence was presented from damage removal through material build-up, machining, inspection, and cooling-hole restoration with design upgrades before coating and return to service.
How to prevent catastrophic failure during extreme conditions—wildfires, for example, Bob Reinhardt, power-gen manager, Donaldson.
The presentation described how inlet-air filtration reduced LM6000 risk during extreme weather and contamination events. Reinhardt framed filtration as a lever for protection, efficiency, maintenance, and availability, and he grouped threats as foreign objects, large particulates, fine particles, and salts or chemicals. He explained Donaldson’s Er-W-P classification, tying filter selection to particle-removal efficiency (Er0–Er5), water tightness (W0–W5), and pulse-cleaning recovery (S–P5).
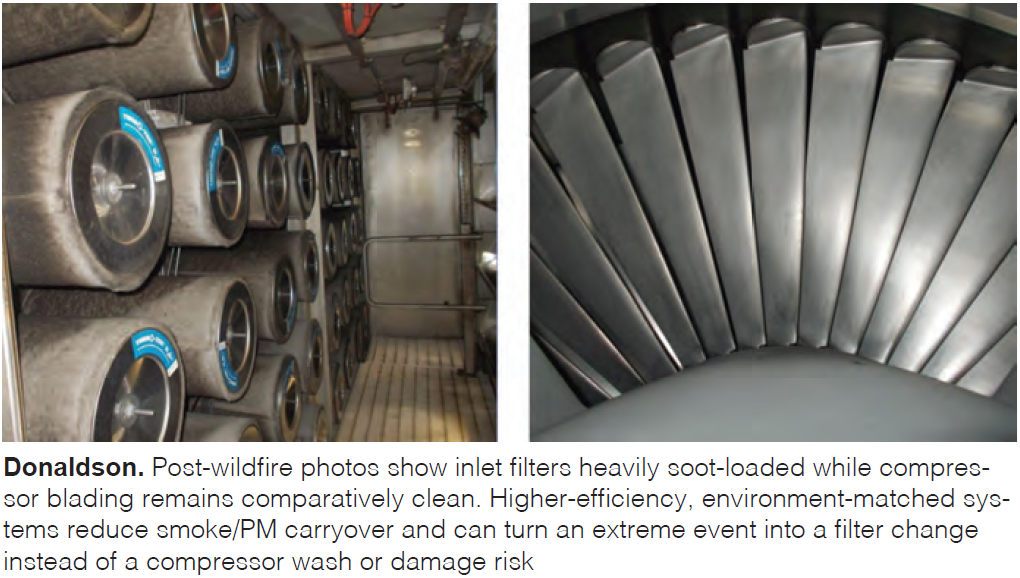
As it goes with most filter talks compared conventional F8/F9 filtration with higher-efficiency (H)EPA media rated E10–E12, noting that improved efficiency helped preserve compressor condition and output over time. For humid or coastal sites, he emphasized water-tight designs and described spray-test verification and performance curves illustrating reduced water passage and stable pressure drop. For dusty, arctic, or storm-driven loading, he highlighted pulse-recovery ratings developed from extended dust exposure intended to simulate sandstorm conditions.
Environmental examples estimated particulate mass entering an LM6000 over seven days at AQI 50, 100, and 150 and showed how higher-efficiency filtration reduced ingested loading. He also outlined selection factors including water-washing practices, run hours, pulse capability, and change-out intervals.
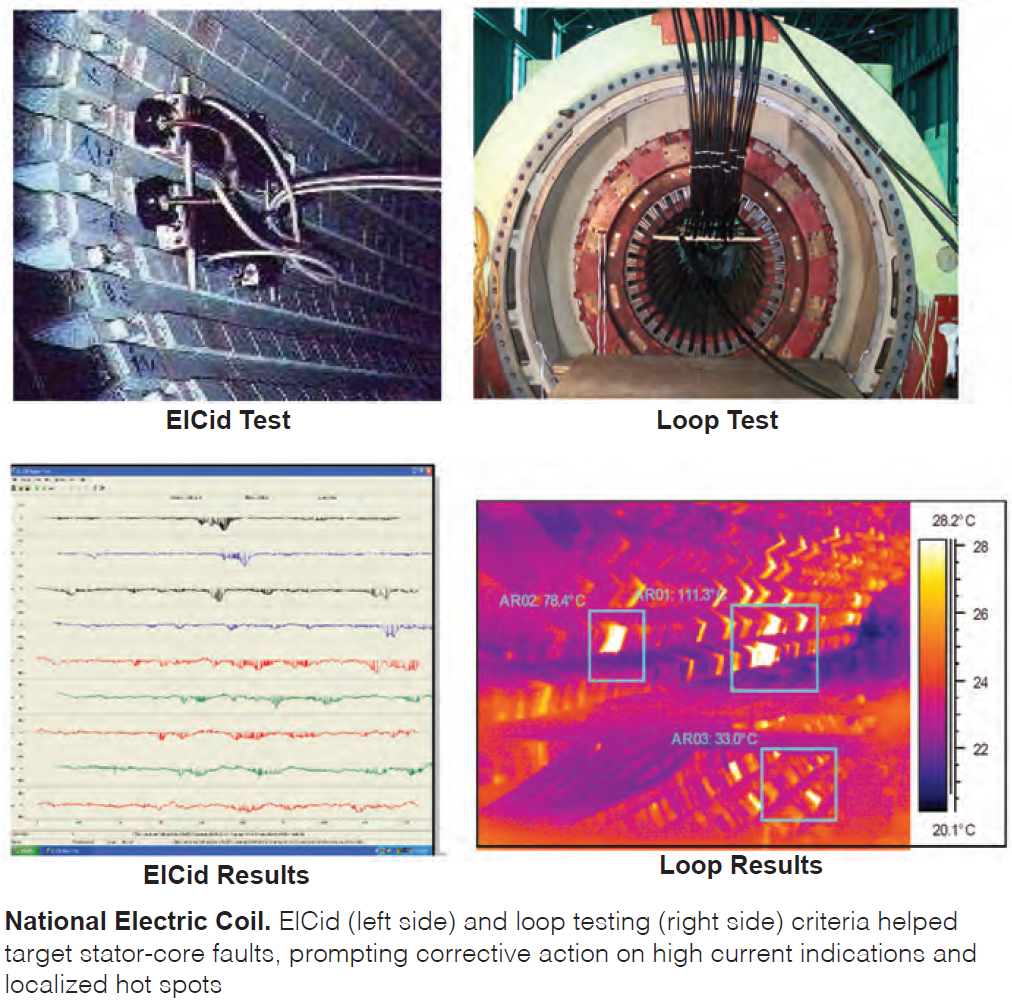
Aeroderivative generator challenges, W Howard Moudy, managing director, National Electric Coil.
It’s tough getting old and the generator is certainly not immune to aches, pains, or wrinkles. But, luckily there’s vastly experienced outfits like NEC who understand the issues encountered when extending generator life. Moudy stressed that projects begin with understanding why components degraded and then planning work around known deficiencies, outage duration, and constraints.
He stressed specifications worked best when they stated performance requirements and acceptance criteria rather than prescribing how vendors must execute the job, and that the best time to develop specifications was before an outage was imminent.
The rotor discussion covered transit loading, conductor cracking, distortion, joint quality, and hardness checks and geometry verification. Cycling received attention because many units designed for baseload service had been redeployed for frequent starts, increasing cyclic stress. One case described crack propagation in a corner conductor design and a corrective rewind using new copper and revised corner geometry to better withstand cyclic duty.
For continued-service decisions, Moudy outlined nondestructive examination options: ultrasonic, magnetic particle, eddy current, dye penetrant, plus hardness and profile checks.
Stator topics included core construction and diagnostic tools such as ElCid and loop testing, with guidance on investigating high milliamp indications and correcting hot spots above average core temperature. The talk closed with replacement-winding data needs, loss drivers, and insulation qualification testing.
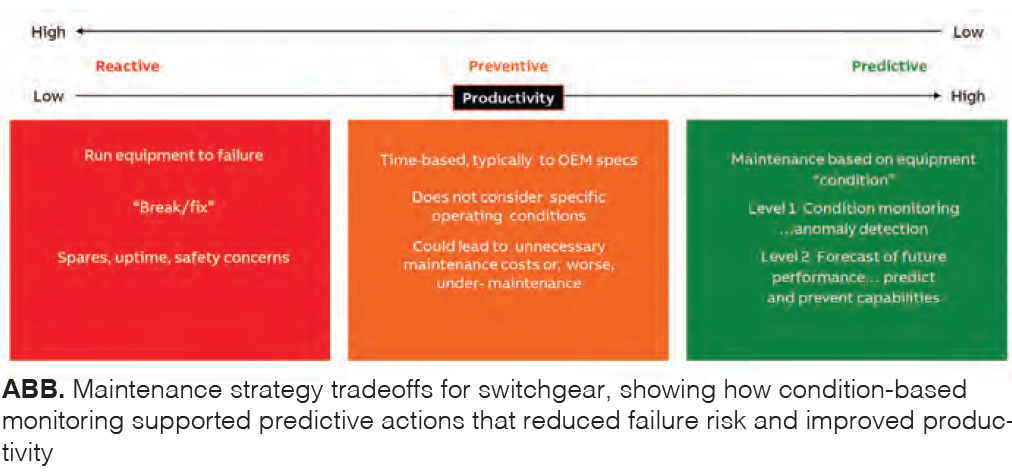
Maintain, monitor, and modernize to make aging switchgear safer, Umer Khan, PE, global product manager, ABB Electrification Service.
The presentation outlined a practical approach to keeping medium- and low-voltage switchgear reliable by combining preventive maintenance, condition monitoring, and targeted modernization. It emphasized that maintenance programs had to align with NFPA 70B for equipment maintenance and NFPA 70E for workplace electrical safety, including a documented Equipment Maintenance Plan, periodic audits, thermographic inspections, and current power-system and arc-flash studies supported by up-to-date single-line diagrams.
Preventive maintenance activities included visual inspections, cleaning, lubrication, functional checks, and electrical testing, along with relay calibration, dielectric withstand testing, partial-discharge testing, and breaker testing to identify insulation, contact, and protection issues before they became outages. Khan compared run-to-failure, time-based preventive maintenance, and condition-based strategies, presenting predictive approaches as a way to reduce unplanned failures while avoiding both over-maintenance and deferred work.
For modernization, he described retrofit pathways intended to minimize downtime and preserve existing switchgear footprints, including protective-relay upgrades, LV and MV retrofill or direct-replacement breaker options, generator breaker retrofits, and arc-flash risk-reduction features. It also introduced monitoring and reporting tools designed to integrate with SCADA or power-management systems to provide dashboards, alarms, and automated reports for electrical balance-of-plant decision support. The central message was to extend asset life while improving safety and availability.
Predictive analytics: Applying SI processes in ORAP® with the national labs, Salvatore A DellaVilla Jr, founder, chairman, and CEO, Strategic Power Systems Inc.
The chief data guru described how SPS applied AI and machine-learning methods inside ORAP® in collaboration with US Department of Energy national laboratories to help plant operators anticipate failures and respond to changing duty cycles. Work that began in 2018 by NETL and ORNL was extended beyond proof-of-concept with verification and validation support from an operating-plant advisory board.
DellaVilla explained that ORAP’s fleet database, roughly 3,000 units with detailed pedigree, event history, age, and operating data, was fused with first-principles models and neural-network approaches to predict both what would happen next and when. The modeling stack included multiple event-trend models (Random Forest and XGBoost variants), sequence models (Long Short-Term Memory) for cause prediction, and additional XGBoost-based approaches, while survival models were evaluated but not used.
Results were presented through an ORAP Analytics Portal, which showed predictions for event timing and event cause on LMS100 and LM6000 fleets and improving accuracy as more data accumulated. The program then moved toward production, with automated prediction generation, integrated dashboards, and an NLP data-entry aid, followed by beta validation, interface refinement, and pilots with up to six plants.