Building on recent fruitful conferences and increased fleet utilization, the FT8 Users Group and FT4 Users Group will convene at the EPRI Charlotte campus for a single, co-located three-day meeting designed to strengthen peer-to-peer problem solving for owner/operators and create structured touchpoints with OEMs and solution providers. Expect practical lessons learned, candid fleet discussions, and training focused on improving day-to-day operations and maintenance.
The group is supported by EPRI’s Gas Turbine R&D organization, led by Bobby Noble, and its two complementary research programs, P216 and P217, aimed at improving fleet reliability and maintenance decisions for today’s widely deployed machines while also reducing risk for advanced-class units and new technologies.
FT4 and FT8 Users Group
3rd Annual Conference
March 17-19, Charlotte, NC @EPRI Campus2026 Steering Committees
FT8
Ramiro Gonzalez, O&M support manager, Middle River Power
Ahmed Ibrahim, director of operations, Middle River Power
Reid Cashion, plant engineer, North Carolina Electric Cooperatives
George Shambo, plant manager, NVEnergy
Richard Carter, director, Global Turbine SupportFT4
Jeff Drury, plant supervisor, City of Higginsville
Preston Walsh, generation manager, Great River Energy
Rick McKibbon, senior project manager, Great River Energy
Casey Johnson, operations manager, Chillicothe Municipal Utilities
Matt Deely, sales manager, Sulzer Turbo Services
Day 1. End-user sessions center on peer exchange—what’s working, what’s not, and the highest-priority technical and O&M challenges across both fleets. Strategic Power Systems will share the latest fleet statistics, and Liburdi Turbine Services will provide an update on third-party repair solutions in development.
In the afternoon, FT8 users requested an extended OEM session with Mitsubishi Power Aero (MPA), building on a very constructive session in 2025 (details below), to align on recurring issues and practical paths forward. On the FT4 side, Sulzer Turbo Services will present the latest on MRO and service offerings for the fleet.
Day 2. Steering committee remarks and introductions set the stage for eight solution-provider presentations, highlighting practical case studies, repair/upgrade approaches, and field lessons learned intended to be directly applicable for O&M teams—spanning the turbine, generator, controls, and emissions systems.
Presenting sponsors include Global Energy Services Alliance (Baseload Power), Groome Industrial Service Group, AGTServices Inc, HPI Energy Services, Woodward, Inc., Mee Industries Inc., Advanced Turbine Support, and Gastops.
In the evening, twenty-six aero-focused vendors will be available from 4:00–7:00 pm for deeper one-on-one discussions following a full day of technical content.
In addition to those sponsors listed above, meet and greet Camfil Power Systems, Schock Manufacturing, Van Hydraulics, Freudenberg Filtration Technologies, EMW filtertechnik GmbH, GTSMRO, Petrotech Inc, SEAC of the Carolinas, National Electric Coil, Gulf Turbine Services, Chentronics, Associated Fire Protection, AAF International, Global Turbine Support LLC, SJ Turbine, and WEG Electric Machinery.
Day 3. End-user closing sessions consolidate key takeaways, align on next steps, and capture open items for follow-up—then transition into operator-focused training designed to strengthen execution for both new and experienced personnel. This year, Karel de Nave (KDN Global Gas Turbine Support) and Camfil Power Systems will lead the training program.
KDN will cover FT8/FT4 collector box (CB) alignment, emphasizing correct positioning and measurement checks to accommodate thermal distortion and clearances. The session will address how improper alignment can contribute to casing distortion, rubs, abnormal bearing/rotor loading, and—at the extreme—structural bending or engine damage.
Camfil Power Systems will cover how air-inlet filtration and inlet-system design affect turbomachinery performance, with practical guidance to optimize output while reducing operational risk and improving asset availability, reliability, and profitability.
A shop tour at Liburdi Turbine Services will round out the meeting with a hands-on look at repair processes and practices, tying technical sessions to real-world execution.
Register now. End users can register at no cost. If you operate FT8 and/or FT4 assets, this is the best three-day window of the year to compare notes with peers, pressure-test maintenance and upgrade plans, and leave with ideas you can implement immediately. Register now at FT8 Users Group and FT4 Users Group.
FT8 2025
User Session
In the closed-door end-user session to kick off the conference, operators compared recurring equipment issues and subsequent fixes. The discussion stayed practical, centering on start reliability, control and hydraulic system weaknesses, maintenance-driven HSE risks, and persistent frustration with limited post-event root-cause transparency. Several participants also pushed for better knowledge capture so future troubleshooting threads documented final fixes, not just theories.
Gas-start light-off reliability. Multiple users reported startup issues on gas, with “failure to light off” treated as a recurring pattern across more than one engine. Troubleshooting themes included:
- Verifying ignition health and gas control-valve response
- Reviewing start permissives and valve-position logic that could be too conservative or too aggressive at initial fuel admission
One operator reported improved outcomes after adjusting the initial valve opening setpoint upward and pairing it with ramp-rate and temperature-based logic refinements, implying that start tuning, not just hardware condition, influenced repeatability.
Start system “not coming up to speed.” A shared example described a unit that would not accelerate, where early suspicion centered on hydraulics, but the ultimate cause was electrical, linked to soft-starter behavior. The takeaway was to include electrical checks earlier in the diagnostic sequence to avoid wasted outage time.
“Yellow dust” and hexavalent chromium. Users discussed a bulletin addressing yellow dust and potential hexavalent chromium exposure, with questions on:
- Appropriate field test methods and sampling practices.
- Mitigation steps during maintenance.
- Documentation and disposal expectations.
Several referenced field test kits and abatement or neutralizing spray as practical measures, while noting uncertainty about how far the mitigation needed to go to satisfy environmental and safety requirements.
Hydraulic and control-system stability. Participants reported accumulator bladder degradation and downstream impacts, including contamination near servo pump intake areas and operational instability. Pressure control and “normal” operating targets were debated, including a field example describing wide pressure swings and improvement after adjusting system pressure toward a stated normal value.
Servo component refurbishment. Users discussed refurbishment pathways for IGV/DSV-related servo hardware, including the view that magnetic performance could degrade over time and that some third-party services could re-magnetize and re-validate components. Participants noted that repair feasibility still depended on mechanical condition and parts availability.
Mechanical alignment and hot-section interface distress. A technical exchange highlighted how collector box to diffuser alignment and restraint conditions could contribute to binding during thermal growth, raising the risk of accelerated seal wear and localized distress.
A field approach was described that combined measurement during outage work with targeted modification of restraint or alignment features to reduce binding and improve repeatability.
Varnish risk. Users compared operating practices, including “sync and idle,” and related them to oil condition management. One participant described rapid varnish formation under certain ambient conditions with some approved oils, with better experience reported after switching products, reinforcing the need to match lubricant selection and conditioning practices to the unit’s operating environment.
Information flow, shop access, transparency. Operators expressed concern about the difficulty of obtaining detailed root-cause documentation after “expensive” events and discussed raising this collectively through the user group.
Separate comments described tighter controls on facility access and suggested that cleared third parties could help provide oversight and better reporting back to owners.
Problem solved? A very active discussion forum exists for problem solving and parts sharing a forum.ft8users.com, but this great resource is only as good as the information entered. A recurring theme was that troubleshooting discussions often accumulated ideas without documenting final outcomes. Users advocated:
- Better categorization by system
- Volunteers to help close out threads with verified fixes and contributing factors
- In short, close the loop
OEM Session
MPA’s session with the FT8 Users Group was structured less like a slide presentation and more like a working discussion on where support processes had helped and where users had wanted faster, more consistent outcomes. MPA representatives Adeel Raza, Lex Poth, Bob Yanko emphasized open dialogue, follow-through after the meeting, and clearer internal handoffs between customer support, aftermarket, and engineering so user requests did not stall.
Open dialogue. MPA framed its participation as a way to surface “blind spots” that had not always made it through normal channels and to keep OEM development aligned with real operating pain points. The message was that user-group feedback helped the OEM prioritize fixes, upgrades, and future hardware and software changes, rather than learning years later that owner/operators had migrated to alternate solutions and vendors.
MPA also pushed for a two-way accountability model: users were encouraged to escalate when answers felt incomplete, and MPA committed to bringing engineering into discussions when needed, even if it meant taking action items offline and returning with a better response.
Escalation to engineering. A recurring theme was that some technical requests had been “lost in translation” or stuck in an internal handoff, particularly when the initial request entered through non-engineering routes. MPA suggested users ask for engineering participation when a response did not square with site conditions, and it said those calls also improved the aftermarket team’s ability to translate problems and solutions.
MPA also closed with a call for scheduled follow-ups in the weeks after the meeting, using customer support managers and engineering resources to review site-specific issues, budgets, and alternatives.
Lead times. Users pressed MPA on what they described as long lead times and slow RFP response cycles. MPA acknowledged that lead time inflation had extended beyond any single OEM but said it had been working to improve forecasting, increase material on shelves, and better align stocking decisions with what had failed most often in the field.
MPA also invited users to share intelligence on reputable vendors with inventory that might have been leveraged to shorten downtime. The company described expanding repair pathways, qualifying multiple repair vendors, and prioritizing a “pain list” of parts that most impacted availability, while noting that prioritization was only effective if the OEM understood which parts were hurting the fleet.
Staffing and third-party support. One question focused on whether MPA planned to expand application engineering capacity or integrate third-party control expertise similar to other OEM approaches. MPA said it had added capability, including bringing in at least one person from Woodward, but noted that repeated rework cycles could occur when requests changed from one case to the next and the technical framing was inconsistent. The company asked users to help by providing clearer definitions of the work so requests could be executed faster.
RCAs. A major owner/operator concern was the lack of a predictable root-cause analysis (RCA) deliverable when components were sent in for repair. Users described a gap between receiving a shop report and receiving a true causal explanation with recommended preventive actions, especially when fleet-wide risk management and insurers had asked for answers.
MPA responded that it had been building a more consistent approach, including documenting analyses more systematically and engaging engineering resources focused on fleet issues. The session referenced a known FT8 fleet issue, an inner sidewall burn concern, and a fix involving added cooling and chamfers, presented as an example of problem recognition and corrective action. MPA’s position was that an RCA process had existed but had not been consistently communicated or triggered through normal workflows, and that improving that trigger mechanism had been part of the needed change.
Engineering support. Users also raised the broader question of when technical support became billable work. MPA’s response was that not every assist should have been charged, particularly when it was part of OEM responsibility to develop solutions, but that extended engineering effort tied to a defined proposal could have required billing transparency tied to tangible deliverables. The company emphasized working collaboratively on troubleshooting and maintenance issues and differentiating that from new development work.
Component reliability updates. Late in the session, MPA discussed ongoing work on component reliability, including reference to an EGT-probe topic that had gained traction internally. MPA reported field experience with a probe configuration operating without failures at at least one site, and it indicated an updated design had been expected within roughly six months, while cautioning against declaring victory prematurely.
MPA also offered to analyze failed probes at no cost and provide an RCA-style report of findings, while acknowledging limits in taking responsibility for third-party probe designs. The company described a replacement posture in which probes purchased from MPA that failed within a year could have been replaced free of charge, subject to the stated terms discussed in the meeting.
Steps forward. MPA’s FT8 Users Group session highlighted a set of actionable themes many fleets recognized:
- Escalation was most effective when users requested engineering participation early, especially when responses did not match site conditions
- Parts pain needed to be visible and specific, including high-impact items and lead-time failures, so OEM stocking and repair prioritization matched fleet reality
- A usable RCA deliverable, not only a shop summary, mattered for fleet prevention and insurer questions, and expectations had to be aligned on what was included versus billable engineering scope
- The user group plans to trigger ongoing follow-up actions, not just a once-a-year forum, with defined next steps routed through customer support management and engineering
Solutions Providers
FT8 market overview: ORAP data
Tom Christiansen, Strategic Power Systems
The fleet overview came with important caveats about representativeness. With 400+ FT8 units in operation, the ORAP dataset reflects only the units that chose (and were able) to report—so a single major forced outage, extended maintenance outage, or control-upgrade campaign at one site can materially skew year-to-year trends in a sample this size.
Using the SPS ORAP database—an independent, IEEE 762–compliant RAM dataset built from monthly unit reporting—the presenter summarized a 2015–2024 simple-cycle FT8 sample totaling about 508 unit-years. The population was ~80% US-based, and 48 FT8 units were actively contributing at the time of the review. He emphasized that broader participation would improve confidence in the trends and encouraged attendees to enroll in ORAP at no cost.
Within those limits, the reported operating profile looked predominantly peaking: average service factor declined from just under 10% (2015) to about 3% (2024), with starts also trending down to roughly 63/year, while mission time held near four hours per start.
Reliability averaged about 94% over the decade and ran near 97% over the last three years, with a notable 2021 dip attributed to multiple contributors rather than any single root cause. Availability averaged 86.5% over 2015–2024 and rose to about 94% in 2024, while 2023 results reflected downtime associated with control-system upgrades.
Forced-outage downtime hours were dominated by the engine (~64%) and balance-of-plant (~32%), and starting reliability remained above 99% (often ≥99.5%), comparing favorably with broader peaking aeroderivative fleets.
FT8 controls upgrade from Netcon 5000 to ABB
Wayne Tomlinson, HPI Energy Services
This intriguing case study described a controls modernization project for two FT8 Twin Pak generator sets at Klamath Falls, where an obsolete Woodward Netcon 5000 control system was upgraded to an ABB control platform. The work was framed as a software and integration challenge as much as a hardware changeout, because much of the existing logic was not accessible and documentation was limited.
The HPI team developed and implemented new sequencer and governor functionality on the ABB hardware while reverse-engineering operational behavior from the installed system, which required building more complex governor code with limited visibility into legacy configuration. The solution also integrated high-speed stall detection using a Rockwell ControlLogix PLC, plus bleed and variable geometry control using Woodward SPC (servo positioner controllers).
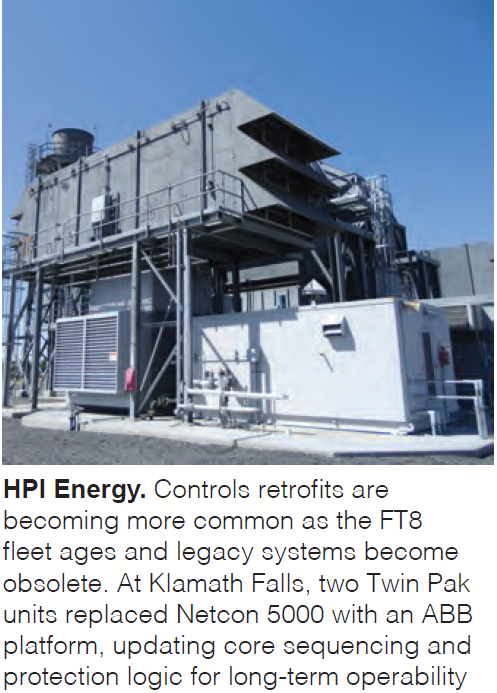
Additional balance-of-plant control elements included anti-surge bleed-air control and thrust-balance system control, intended to preserve stable compressor operation and protect rotating hardware during transients. The Klamath case was presented as an example of combining multiple control platforms and specialty functions into a cohesive FT8 package control architecture while managing obsolescence risk and maintaining operational reliability.
Aeroderivative airfoil repair options and best practices
Robert Tollett, Liburdi Turbine Services
Keeping with the spirit of finding alternatives and developing solutions for the FT8 users, Tollett focused the presentation and discussion on extending FT8/GG8 hot-section component life by combining inspection, dimensional restoration, and tailored coatings and heat-treatment, rather than defaulting to replacement.
The repair scope covered gas-path hardware such as turbine blades and vanes, seal segments, combustor cans, and nozzles, with parts typically removed by an overhaul shop and shipped to a specialized repair vendor for processing.

For FT8/GG8 hardware, the workflow emphasized early intervention so internal and external coatings could be stripped, base material condition verified, and geometry restored before damage became non-repairable. Tollett framed the business around supply-chain constraints and cost: repairs commonly ran about 10%–30% of new-part cost resulting in significant cost savings.
Component-specific examples included GG8 stage 2 turbine blade repair development and GG8 stage 1 vane damage investigations. In the vane case, metallography indicated high-temperature oxidation in a cobalt-based vane alloy and recommended selection of more oxidation-resistant repair and coating systems. The FT8/GG8 services list also included dual-fuel fuel-nozzle work and combustion-chamber repairs. Needless to say, the end users in attendance were filled with intrigue on these developments.
Catalyst cleaning
Matt Cohen, Groome Industrial Service Group
Cohen reviewed how SCR and CO catalyst systems in FT8 applications lost performance when flow, temperature, or reagent distribution became non-uniform, and how targeted maintenance restored conversion while controlling backpressure. Key contributors to degraded catalyst effectiveness were described as poisoning (for example alkali and alkaline earth compounds), fouling by dust and fly ash, thermal phase change, moisture exposure on susceptible catalyst types, and mechanical issues such as damaged seals, insulation blockages, and ammonia control problems.
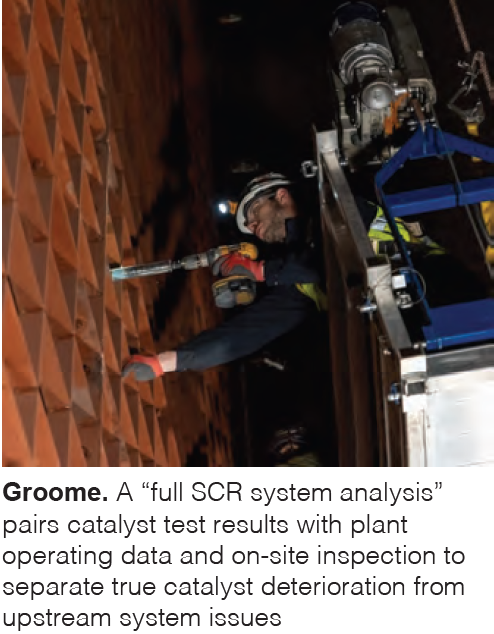
A structured catalyst maintenance program was outlined around inspection and testing, cleaning interventions, and follow-up verification using operating data and differential-pressure trending. For SCRs, the discussion emphasized vacuuming and regulated-air cleaning to remove masking and plugging, plus repacking and restacking to preserve a uniform face and limit bypass that could drive conversion loss and structural damage.
For CO catalyst, acid washing and regasketing were presented as options to reduce backpressure, improve conversion uniformity, and extend catalyst life. Ammonia injection grid (AIG) reliability was tied to lance, header, and vaporizer cleaning, followed by tuning using permanent sampling grids to map maldistribution by zone and confirm improvements.
Monitor bearing health with confidence
Simon Wilson, Gastops
Wilson explained why traditional bearing damage indicators in aeroderivative packages often provided little usable pre-warning, and why missed or false events could drive forced-outage hours and costly secondary damage. He reviewed the progressive nature of bearing surface fatigue and noted that debris generation rate depended on load and speed, while particle counts correlated to damaged area and particle-size distribution remained largely independent of bearing size.
Condition-monitoring theory was framed around shifting from reactive detection (seconds to minutes) to proactive protection (days to months), enabling maintenance planning inside the P–F interval. The talk then described an in-line oil-debris monitoring approach that measured metallic particles in a flow-through sensor before filtration, distinguishing ferrous and non-ferrous signatures and trending cumulative debris, composition, and size profile to support “safe to operate” and remaining-life estimates.
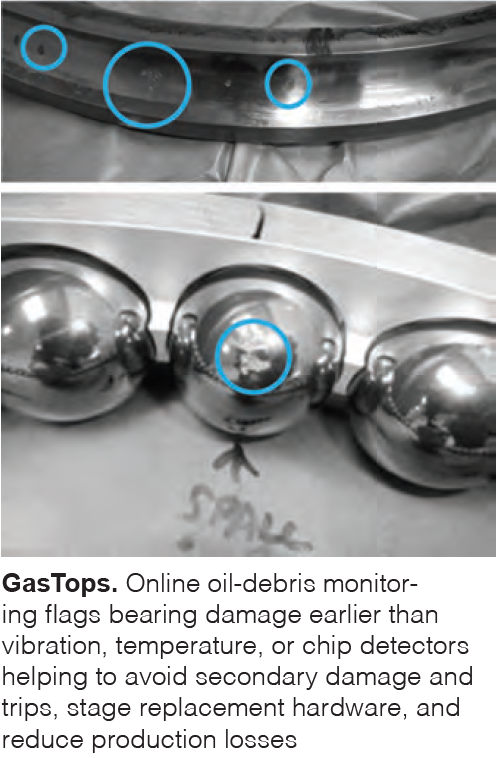
Configuration options were outlined for multi-sensor installations on scavenge returns (including inside an FT8 package) or a single-sensor approach on a common scavenge return, with electronics located outside the package. Case examples cited multi-day planning windows ahead of a power-turbine bearing event, reduced production loss by scheduling around low-demand periods, and avoided secondary damage through controlled operation.
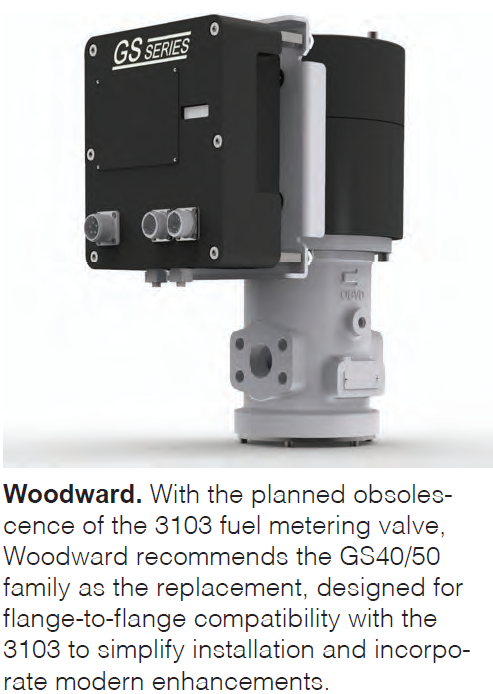
Controls obsolescence and new products
Matthew Ryan, Woodward
The session reviewed lifecycle support considerations for FT8 control-system and fuel-system components, with emphasis on planning maintenance to avoid forced outages. It described why overhauling control hardware in advance of repair reduced operational risk by converting high-cost, unplanned events into scheduled work with reserved capacity and parts, and by returning assemblies to “zero-hour” condition through replacement of wear items such as seals, bearings, and gaskets.
Recommended overhaul intervals were aligned to turbine OEM schedules, cited as 50,000 hours or six years, and contrasted with run-to-failure outcomes that typically carried higher outage cost.
Ryan also summarized recent control-system obsolescence history, noting the end of regular production for LON LinkNet in April 2015 and its replacement by LINKnet-HT modules with higher I/O density and environmental robustness. LINKnet-HT capabilities highlighted included a wide ambient temperature range (−40 to 100C), high vibration tolerance (8.2 Grms), shock rating (40G), improved isolation, and options for redundant CAN communication.
Fuel-system lifecycle risk was addressed through the 3103 fuel-metering valve support timeline and the transition path to GS40/50 hardware and service tooling connectivity.
MeeFog means more power
Thomas Mee, Mee Industries
In today’s world, the thirst for megawatts is seemingly unquenchable, making a very appealing business case for high-pressure fogging and wet compression. The company namesake highlighted applications to increase FT8 output during hot-day conditions by reducing inlet air temperature and increasing inlet mass flow.
Mee described system architecture built around staged nozzle manifolds and distribution lines designed for even fog coverage across the inlet, with vibration analysis used to verify mechanical integrity of nozzle-line assemblies under operating conditions. Droplet-size control was positioned as a key technical variable, with examples comparing nozzle configurations and highlighting that larger droplets (greater than about 60 microns) increased the risk of non-evaporated carryover, while appropriately sized droplets supported effective evaporative cooling and stable wet compression.
A performance example for an FT8 in Midwest summer conditions quantified incremental power gains from evaporative fogging and additional gains from wet compression at higher water flow, illustrating how the same package could be operated at different injection rates depending on ambient wet-bulb limits and desired output uplift.
He closed with fleet experience counts for FT8 and FT4 installations using evaporative fogging and wet compression, emphasizing the importance of nozzle staging and distribution verification to maintain repeatable performance across units.
Key elements of generator life extension
Howard Moudy, National Electric Coil
The esteemed generator professor outlined a practical framework for extending large generator life by combining early planning, specification discipline, and component qualification. Moudy emphasized that specifications worked best when they defined measurable performance requirements and acceptance criteria, and when they aligned with commercial RFQ documents without becoming “everything but the kitchen sink.”
He then rolled into rotor life-extension topics focusing on risk controls during handling and transport, using a transit loading example to show how improper timbering and restraint geometry could allow rotor movement and create avoidable damage. Technical drivers for rotor refurbishment were tied to conductor condition, including cracking, fatigue distortion, compression, dusting, and joint quality, with cycling identified as a primary stressor for machines originally designed for baseload duty but later operated cyclically.
Qualification methods for continued use were described through a suite of NDT techniques (UT, MPT, ECT, DPT) plus hardness and geometry checks. The rotor high-speed balance process was reviewed step-by-step, including TIR checks, balancing through critical speeds, a 10% overspeed hold, and repeat mechanical and electrical testing across the operating range.
Moudy closed with stator discussions highlighting core testing using ElCid and loop tests, and winding-manufacturing choices, comparing insulation-process consistency, loss optimization (I²R, eddy, circulating currents), and 100% final test verification.
GT filter selection optimization
Jerod Walters, Camfil Power Systems
The experienced applications engineer positioned inlet-air filtration as a practical lever to protect turbomachinery capacity, efficiency, and availability, and emphasized a structured, measurement-based approach supported by warranties and field validation. Walters said that after COVID-era supply disruptions the company shifted manufacturing back to North America, stating that about 99% of products were made in North America, with most of that in the US.
The approach began with site alignment, considering seasonal and local environmental conditions, turbine duty cycle and application, maintenance intervals, and the economic value of performance. Tools intended to quantify real site conditions include an ambient mapping capability and an inlet measurement device to track particulate loading, differential pressure by stage, and projected impacts over operating hours. For side-by-side validation, the CamLab is available as an on-site, multi-filter comparison setup that could be run as a blinded test against competing products under the plant’s actual conditions.
Camfil also highlighted life-cycle cost modeling that separates filter purchase cost from pressure-drop penalties, soiling-related losses, downtime risk, and fuel and CO2 implications. Walters also referenced the ISO 29461 turbomachinery inlet filtration standard series covering performance, endurance in fog or mist, and mechanical integrity.
FT8 overhaul workflow
Robert Vandenabeele, Baseload Power
The presentation summarized an FT8 major-inspection and overhaul workflow, from package access through generator and excitation repairs, and tied it to facility capabilities needed to execute heavy maintenance safely and repeatably. The overhaul process was described as starting with roof removal and engine lift preparation, followed by power-turbine (PT) removal and staging for rotor extraction.

The rotor was then pulled and transferred for cleaning and refurbishment steps, including stator cleaning, removal of heavy contamination (“dirty stator” condition), and positron cleaning.
Electrical restoration work was described as including reinsulation prior to reassembly, with the rotor shown “ready” before reinsertion and final alignment activities. The closeout scope highlighted PT shaft alignment as a critical step to protect bearings and avoid repeat vibration issues after reassembly.
Vandenabeele also covered support work on excitation and controls, including AVR A30 repair using a test rig and decision logic to repair or replace control cards, monitor cards, and auxiliary boards. Parts readiness was emphasized with examples of consumables and spares such as shaft seals, hoses, RTDs, heaters, gaskets, fuses, diodes, lube-oil pumps, and spare bearing-exciter components.
Introduction to rotor dynamics
Robert Hopwood, HPI Energy Services
It was difficult not to learn a lot during this extended primer presentation. which explained rotor dynamics as the study of vibration behavior and stability in rotating machinery, with emphasis on high-speed gas-turbine applications where imbalance, misalignment, resonance, and instability mechanisms could rapidly escalate risk.
Hopwood reviewed how vibration analysis supported both diagnosis (what mechanism drove vibration) and prognosis (how severe it was and how long it might remain acceptable), extending time to failure and reducing cost through condition-based intervention. Core measurement concepts were summarized, including amplitude (peak, peak-to-peak, RMS), frequency in Hz or cpm, and the practical use of displacement, velocity, and acceleration as complementary indicators across different frequency ranges.
The rotating equipment engineer described how FFT-based spectrum analysis decomposed complex waveforms into discrete frequency components, enabling identification of 1X running-speed vibration, harmonics, and sub-synchronous or super-synchronous content. Multiple visualization tools were discussed, including trend plots, spectra and cascades, orbits, shaft centerline plots, Bode plots, and polar (Nyquist) plots, each used to validate critical speeds, damping, rub behavior, and structural resonance.
Sensor selection and mounting were presented as determinative for data quality, comparing prox probes, velocity transducers, and accelerometers, and highlighting keyphasor reference for speed and phase.
He closed with practical troubleshooting guidance focused on separating real machine behavior from bad data, recognizing signatures of unbalance, misalignment, oil whirl, rubs, bearing and gear distress, combustion-driven vibration, and resonance, and applying balancing best practices (trial weights, phase convention control, and linearity assumptions) to achieve stable corrections. CCJ