


The annual conference of the Generator Users Group is being conducted online for the first time this year. The four-week event, exclusive to owner/operators, began November 12 with a program focused on user experiences and vendor presentations. The latter were limited to 30 minutes each and conducted in two half-hour sessions. Each vendor was assigned a “breakout room” and users were connected to their presentations of choice. While attendees could not participate in more than two vendor presentations during the live Week One program, all presentations—both user and vendor—are available now on the Power Users website, mostly in video format.
Highlights of the Week One user and vendor presentations, developed by the editors, are below.
Week Two (November 17-19) was GE Week, characterized by meaningful technical presentations, Q&A, and open discussion on topics of interest to the user community. Those presentations can be accessed through the OEM’s MyDashboard website.
Week Three’s program begins on Thursday, December, 3 at 9 a.m. Eastern with the first three hours allocated for private meetings with vendors; schedule these online just as you would a doctor’s appointment. Presentations by users and independent consultants are next, from noon to 2 p.m. followed by these two hour-long live vendor presentations with Q&A:
-
- National Electric Coil, 2 p.m., “Corona in High-Voltage Stator Coils: Theory, Causes, Repair, and Laboratory Prognosis” and “High-Voltage Generator Stator Ground Insulation Repairs.”
- MD&A, 3 p.m., “Generator Findings and Case Studies” and “Preparing Generator Rotors for Cyclic Duty.”
- A virtual vendor fair, complete with video chat rooms, runs from 4 p.m. until the end of the day’s program at 5.
GUG2020 concludes with the Week Four program on December 10. Program format is the same as that for December 3. The featured vendor presentations on the last day of the conference are these:
-
- AGT Services, 2 p.m., “7F Simple- and Combined-Cycle Generator Field Repairs.”
- Siemens Energy, 3 p.m. “Case Studies: Cycling Impacts on Generators,” “Third-Harmonic Stator Ground Protection,” and “Hipot Testing approach.”
GUG2020, Week One user presentations
![]()
“Subharmonic Stator Ground-Fault Protection” is an important presentation for generator owner/operators because the failure to protect adequately against ground faults could lead to a hugely expensive outage in terms of equipment damage and prolonged loss of generation. Unfortunately, to fully understand the protection schemes available to prevent such damage it helps to be an electrical engineer with power experience—a rare species in an industry dominated by mechanical engineers.
Perhaps no one knows this better than Clyde V Maughan, who has degrees in both mechanical and electrical engineering, and was the muscle behind the founding of the Generator Users Group in 2015. He “blew the whistle” on the shortcomings of IEEE standards in adequately protecting against grounding issues in stator windings back in mid-2013 with his article in CCJ, “Generator Protection: IEEE standards may not sufficiently address grounding issues in rotor, stator windings.”
The GUG2020 speaker reviewed some material covered in the Maughan article and provided details on a ground-fault experience that involved two unit trips several months apart. The second fault occurred because analysis of the first trip proved incomplete. This was a real “whodunit” in a sense because questions remain; however, the generating unit has been back in service for more than a year with no issues reported.
The presenter reminded attendees that large generators have high-impendence grounding (neutral) connections to limit ground-fault current (read “damage”). Other generator ground-fault protection methodologies require the unit to be online. The two methods typically used are the following:
-
- 59N—Generator Neutral Over-voltage Protection, which detects faults in the top 95% (approximately) of the generator up to the generator transformer.
- 27TN—Third-Harmonic Neutral Under-voltage Protection, which detects faults on the neutral side of the generator.
Together 59N and 27TN can provide full protection for the generator but many units still are protected only by the 59N relay—the 95% solution—and are at risk. Consider, too, that some generator designs may not produce sufficient third-harmonic voltages to allow reliable ground-fault protection schemes based on third-harmonic signals.
Given these concerns, voltage-injection relay systems (64S) have gained favor—especially where there are concerns regarding stator-winding condition and/or when the unit is deemed critical by the owner. A big advantage of the 64S is that it provides its own excitation source and assures the entire generator ground-fault protection when it is shutdown (at standstill or on turning gear), during startup, and at-speed offline or online.
Concerns regarding 64S are cost, more complicated analysis of issues, and more equipment to go wrong.
“Remote Technical Support during Generator Maintenance,” the second presentation at the conference, was insightful given the dearth of generator engineering talent in the electric power industry today (see previous article), and travel and other restrictions that have become the norm during the global pandemic. It was developed by Clyde V Maughan and would have been the 94-year-old’s first formal virtual presentation had a schedule conflict not interfered. Jim Timperley, well respected by generator users worldwide, made the presentation.
Timperley began by illustrating the need for, and drivers of, remote technical support, complete with examples. Next, he covered the advantages of working remotely—saves a lot of money and time. And the disadvantages: It’s difficult to see and hear about everything you might want to know without the close personal connections typically developed during a site visit. Regarding the last point, Timperley cemented Maughan’s conclusion that this will be less of a concern in the future because of the rapid advancements in digital technologies and communications.
To learn more about what Maughan has to say on remote support, read his article in CCJ No. 64, p 2.
But wait, there’s more. With retirements, cutbacks in plant staffing, and the absence of traditional face-to-face conferences, Maughan thought it necessary to have a consultant register as a means for introducing generator-owner/operator personnel to candidate experts capable of fulfilling their needs.
So he worked with General Manager Scott Schwieger to develop the Generator Consultant Skill Register, posted on CCJ’s website, where you can search for an expert with the specific skills required for your assignment. If you’re a generator expert who wants to be included in the register, present your qualifications for vetting at www.ccj-online.com/generator-expert-skill-register.
“When a New Stator Requires a Rewind: Vendor Oversight Lessons Learned” is a case- history that every user should read through. It tracks oversights/errors compounded over a period of six months and offers lessons for all plant personnel that don’t just apply to generators.
The “adventure” begins during initial startup testing: Generator vibration increased and the turbine tripped. Generator fans had been installed on incorrect ends of the machine and a blade liberated. There was no alert from the M&D center because it did not monitor units in commissioning. Damage to the machine was minimal, essentially limited to deposits of foreign material sprinkled throughout the generator. The unit was cleaned and the unit restarted relatively quickly after appropriate inspection and testing.
Likely, those involved breathed a sigh of relief at that point thinking they had dodged a bullet. Well. . . . About a month after the first blade failure there was another, but this one was more severe, with over 500 damage locations on the endwinding. An engineering assessment based on bar voltage and damage location and depth revealed 14 bars at high risk, 10 medium risk, and three low risk.
The root-cause analysis of this failure revealed the blades that had been installed incorrectly on the turbine end of the generator before the first failure had been reused on the collector end. New blades were installed only on the turbine end after the first event. Engineers found that because the reused blades had operated backwards, they were prone to cracking from high-cycle fatigue. No NDE was performed on the blades prior to their reuse.
The plant owner decided on bar repair to fix the damage done. Following lab testing of the proposed repair method, it was implemented on the affected generator. A follow-up ac hipot test failed on two phases, but neither failure occurred at a repair. Lab analysis determined the failures were caused by subsurface cracks attributed to debris impact. No visible surface damage was in evidence at these locations.
Next, a decision was made to proceed only with the replacement of the two failed top bars. But during this activity, six bottom bars were damaged by metal wedges. A full rewind was ordered.
Now four months into the project, during assembly of the stator bars, misalignment between the top and bottom bars was discovered. The bars originally were manufactured on the wrong bar form for the stator frame. When the top-bar replacements were planned, as-built dimensions were used instead of the design values.
You can only imagine what went on from that point until the generator was cleared for full-load operation about two months later. Get the details in the presentation, available to users only on the Power Users website.
Lessons learned were plentiful on this project, including these:
-
- Written communication between owner engineering and vendor field services is necessary for important recommendations and decisions. Too much can be lost or forgotten in verbal communication. Had this been done for the fan-blade replacement activity after the first blade failure, the second failure might not have happened.
- Owner oversight of critical activities is very important. It’s highly unlikely that an experienced owner’s eyes would have missed use of the destructive wedges during top-bar removal.
- Carefully vet the vendor’s human performance program regarding adherence to procedures, validation of assumptions, staff communication, and training. Don’t expect that the vendor’s human performance program is as rigorous as yours. Certain things were assumed during the manufacturing phase of this project that should have been verified before moving forward.
- Request shop quality exceptions. Recall that incorrectly manufactured bars were discovered during the rewind. There was no notification from the vendor during original manufacturing of the generator. The owner was told later such notifications had to be requested. Important to note here that the owner was not “allowed” to have a witness monitoring critical shop operations.
- Document and maintain vendor quality performance records. Don’t expect the vendor to do this for you.
- Be sure you have the “right” (read, most capable) people in the field to monitor contractor activities. It’s important that your team relentlessly follow up on QA/QC activities and collect and maintain meaningful data. Dotting eyes and crossing tees is vital to project success.
“Effects of Flexible Operation on Generators—Stator Winding.” Bill Moore, PE, EPRI’s technical executive for generators, began his presentation by reminding owner/operators that while the effects of stop/start operation on rotors are discussed relatively frequently, the impacts of flexible operation on stator windings have not been. He referred attendees to EPRI Report 1008351, publicly available at www.epri.com, which says the forced-outage rate of generators increased by 246% because of speed (stop/start) cycling.
In simple terms, Moore told the group that as a generator changes load its temperature changes. Given that endwinding materials (copper, blocking, insulation) have different coefficients of expansion, epoxy bonds break, blocks move and shift, dusting and greasing occurs and insulation can crack. Endwindings loosen as well.
The core of Moore’s presentation was an analysis by Siemens Energy which provides a calculated approach to accounting for stator-winding degradation in various types of generators for various load-cycling scenarios. Get the details in the presentation available to users on the Power Users website.
Moore shared the following conclusions/recommendations:
-
- Repeated major load swings cause a significantly higher degradation of the stator winding than smaller load swings.
- Areas of high degradation typically are inboard, towards the core, rather than outboard at the series connections.
- A typical indirect air-cooled generator is likely to suffer a higher rate of degradation from load cycling than a GVPI air-cooled generator.
- Temperature control could be used to reduce temperature change during load swings and can provide the opportunity to reduce degradation.
GUG2020, Week One vendor breakout presentations
Advanced Onsite Hydrogen Generation Solutions for Power Plants
Dave Wolf told attendees that onsite hydrogen production is a safer, more economical alternative to delivered hydrogen for generator cooling. He explained, with an assist from system drawings, how ultra-pure, pressurized, dry hydrogen gas is produced onsite from electricity and water using the company’s Proton Exchange Membrane electrolyser. The compact system is easy to install and available in capacities to provide scavenge hydrogen for combined-cycle plants of any size.
Wolf went on to say that the required hydrogen storage capacity for delivered gas typically ranges from 60k to 100k scf at combined cycles maintaining inventory for both scavenge and regas use. Plants opting for a Nel Hydrogen system can either produce and store regas or size the system for scavenge gas only and have regas delivered as necessary.
Monitoring the Generator with a Fiber-Based Thermal/Strain Monitoring System
Derek Hooper walked attendees through the operating principles of a fiberoptic monitoring system for providing online analysis of core temperature and coil motion in electric generators. The system, which provides a way to assess coil tightness, is a work in progress with early results described by the speaker showing promise.
![]()
Sensors, installed before wedging, provide wavelength amplitude measurements which are used to determine the temperature and motion of components. Measurements were taken in several slots during starts and full-load operation at both the turbine and exciter ends of the unit. One of the graphs presented indicated that coil displacement at the end of the core was, perhaps, as much as four times that about 30 in. from the end of the core.
Design and Manufacture of Non-Sparking 13.8-kV 2-pole Generators for Operation in Hazardous Areas
Roy Beardshaw told owner/operators Brush has supplied about three-dozen (in round numbers) of its DAX 2-pole generators for operation in areas where ignitable concentrations of flammable gases, vapors, or liquids are of concern but not likely to exist under normal operating conditions. Most installations are in Brazil, Nigeria, North Sea, and Asia.

The most popular drivers have been the LM2500 and SGT A35 RB; the generator model supplied for these prime movers typically is the BDAX 71-193 ERH with brushless excitation and rated for 25 to 40 MW depending on site conditions. End-frame stator design allows for quick installation and ease of access for maintenance.
Beardshaw reviewed design requirements for the machine and its safety features. The latter includes the method used to control and monitor the release of purge air into the machine prior to startup and the continual monitoring of enclosure pressure to ensure it remains ambient. If pressure drops, risking the ingress of a hazardous atmosphere, an alarm will sound and/or the machine will be shut down.
Details on testing and “explosion-proof” certification are provided in the presentation available on the Power Users website.
CO2 Cleaning of High-Voltage Windings—a Cautionary Tale
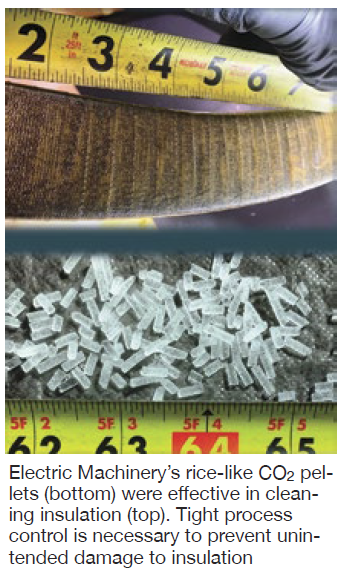 Sean Orchuk, Electric Machinery’s field service manager, reminded GUG attendees that the use of CO2 pellets as a generator cleaning tool is well-documented, but long-term insulation loss must be weighed against the potential benefits of dry-ice blasting.
Sean Orchuk, Electric Machinery’s field service manager, reminded GUG attendees that the use of CO2 pellets as a generator cleaning tool is well-documented, but long-term insulation loss must be weighed against the potential benefits of dry-ice blasting.
Generators are expected to function for decades with minimal intervention, he said, and between maintenance cycles the stator windings may be exposed to oil and other sticky substances. There is a strong motivation to remove surface films because they attract contaminants, thereby reducing insulation resistance, increasing the propagation of corona, and ultimately causing winding failure.
CO2 pellets, Orchuk continued, offer the promise of a cleaning medium without the challenges associated with chemical cleaning and are proven to remove dust, carbon, oil, etc, from windings and other irregular surfaces. The high velocities used in CO2 cleaning processes create a risk of damage to the insulation systems of generator windings. When improperly used or misapplied, dry-ice particles can damage brittle mica and other materials used in winding tapes—an unintended consequence of the maintenance process.
In addition, the cleaning medium is limited by the line of sight from the nozzle, and significant areas of the generator winding may not receive direct benefit from this method. Case studies provided in the PowerPoint, available on the Power Users website, review cleaning methods for typical insulation systems, as well as typical typical contaminants and the range of velocities recommended for their removal with minimal or no insulation damage.
Anti-Condensation Measures for Metal-Enclosed Bus—What You Need to Know
Steve Powell, EBI’s subject matter expert on bus duct, addressed the concerns of owner/operators regarding condensation in metal-enclosed bus and suggested methods for its control. His slides, available on the Power Users website, provide insights on the following topics:
-
- Causes of condensation in busduct—design flaws (such as no drains in outdoor installations), poor maintenance, faulty heaters, poor installation.
- Types of bus designs associated with condensation issues—outdoor installations without pressurized hot air for condensation control.
- When to be concerned about condensation.
- Solutions for controlling condensation, including the purpose of each and the type of bus where used.
- Maintenance concerns.

If a backgrounder on isophase bus is in order before digging into Powell’s presentation, you can find one on CCJ’s website.
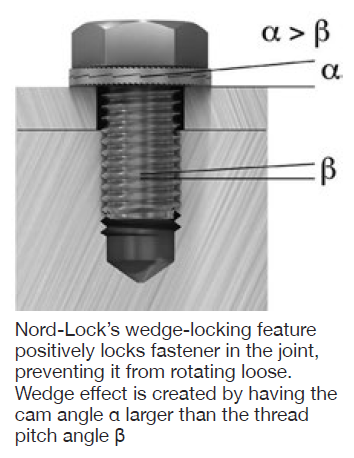
Exciter Coupling Bolts and Solutions for Vibration-Induced Bolt Loosening
Julie Pereyra introduced owner/operators to Nord-Lock’s wedge-locking washers that prevent bolts from loosening because of vibration. They are said to reduce maintenance costs and increase worker safety. Steve Busalacchi followed with presentation on the company’s EzFit expansion bolts, which promote safe and easy making and breaking of turbine couplings as summarized in the STUG2020 segment of the Power Users report.
Get the details on both products in the presentation posted on the Power Users website.


