

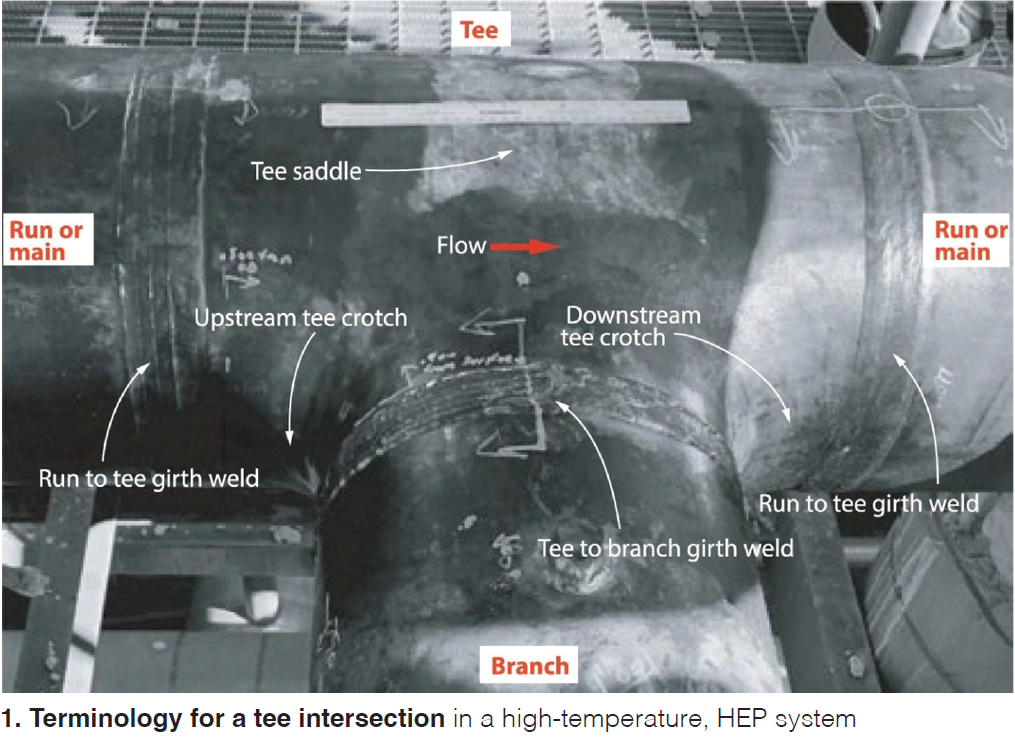
High-temperature tees in main steam and hot-reheat service are emerging as a serious integrity risk across combined-cycle and advanced coal-fired plants. Speaking at the NBBI 93rd General Meeting, Dr. John Siefert (EPRI) reported hundreds of field leaks attributed to creep-related cracking in wrought tees, with damage appearing in as little as 37,000 operating hours (Fig 1). This is well below the 300,000 to 400,000 hours traditionally assumed for high-energy piping (HEP) in the creep range. With as many as ~10 tees per 2×1 combined-cycle block, the cumulative fleet exposure is significant.
Field experience shows cracking across multiple manufacturers and alloy grades (notably Grades 22, 91, and 92). Failures have occurred in both crotch regions and girth welds, and in both shop and field welds. Although no catastrophic ruptures have been reported to date, Siefert cautioned that the trend demands immediate industry attention due to the safety implications of through-wall leaks in high-temperature service. This is especially true for tees in high traffic or consequence locations.
 Design gaps, fabrication flaws
Design gaps, fabrication flaws
The governing fitting standard, ASME B16.9, defines only an envelope geometry and does not require a minimum crotch thickness calculation. As a result, tees often enter service with under-designed crotch regions. Additional issues include:
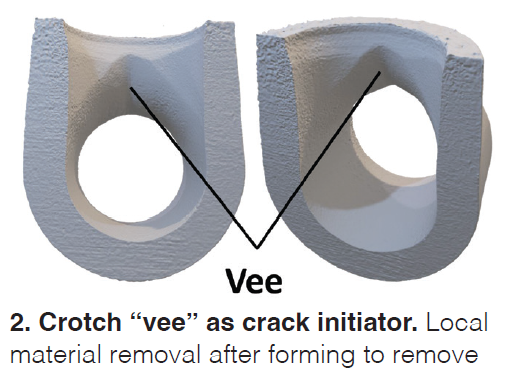
- Crotch “vee” excavations from forming or defect removal connected to the inside diameter (ID) that act as stress risers. In some instances this material has been replaced with repairs given a subcritical post weld heat treatment (PWHT) and thus exposing the heat affected zone (HAZ) from the repair to the hoop stress (Fig 2).
- Mis-stamped or undocumented materials, including rogue components
- Low hardness values in the tee fitting which may reduce the long-term creep performance
- Girth welds located too close to the crotch, increasing the local stress acting across the vulnerable HAZ regions
Documentation alone has proven unreliable, and when provided, is extremely limited. Several failures have been identified on tees carrying complete certification records with some exhibiting composition limits within the improved Grade 91 Type 2 limits. This highlights the compounding effects of elevated temperature operation in the creep range and the inadequacy of the design for such service.
Fleet-wide exposure
Replacement costs for a single tee can exceed $500,000 when scaffolding, insulation, labor, and outage time are included. Worldwide financial exposure for tees alone is estimated in the tens of billions, with risk extending to seam-welded elbows and other fittings fabricated to A-/SA-234.
To address the issue, EPRI is developing a document with industry stakeholders that will provide the necessary technical requirements to bolster end-user/owner specifications. This guidance is expected to include improved design approaches and fabrication control beyond the limits of B16.9 and A-/SA-234. For components already in service, Siefert outlined a post-construction response strategy emphasizing screening to prioritize where focused inspection may be required, enhanced QA/QC for new or replacement fittings, and options for run/repair/replacement with an emphasis on fitness-for-service given the lead times for the preferred machined forging replacement option.
The slide deck and transcript from Siefert’s presentation, Emerging Issues in the Power Generation Industry, are available at no cost from NBBI.

