

European Technology Development Ltd (ETD) organized and conducted, virtually, the second High-Temperature Plant Materials, Inspection, Monitoring, and Assessment Conference (MIMA-2) last October (2022). Sponsors were AGTec GmbH, Austria, and the Institute of Materials, Minerals and Mining (IOM3), London.
Dr Ahmed Shibli, director, ETD Consulting, Leatherhead, England, and his staff organized and managed the event. Selected notes from the presentations follow. Conference specifics can be accessed here.
MarBN steel
As with the first MIMA conference in 2020, Session 1 explored ongoing research with MarBN steel, a 9Cr martensitic with additions of boron (B) and nitrogen (N). Development and testing of this steel, intended for high-temperature applications, is moving quickly in both Europe and Japan, and attracting strong attention worldwide.
The goal is to increase material high-temperature strength, life, and integrity for future ultra-supercritical powerplants, and apply these benefits to all high-temperature, high-stress systems. Combined-cycle HRSG plants fall into this category.
Research continues to focus on MarBN’s extremely sensitive heat-treatment processes during production. Click here for details.
A good MarBN status report was given in MIMA-1 (2020) by ETD’s David Allen, who listed temperature capability of P92 as about 20 deg C better than P91 and “expected temperature capability of MarBN to be at least 25 deg C better than P92.” He ended with this summary:
- Today we can replace P91 with P92.
- Tomorrow we could use MarBN for even greater security [material integrity and safety].
But the microalloying production process is extremely sensitive.
MIMA-2 presentations were quite specific. Steve Roberts, Goodwin Steel Castings (UK), looked at the UK version of MarBN steel (known as IBN-1) for wrought pipe manufacture noting that optimized heat treatment is required for best control of B, N, and creep performance. He stated that creep rupture testing has demonstrated a creep strength that is 35% to 50% greater than P92, resulting in a potential 25 to 30 deg C increase in operating temperature, and/or more fatigue-tolerant and thinner components.
Related UK-government co-sponsored programs are Implant (multi-partner project coordinated by ETD, Innovate UK project number 105769) and Impulse (Innovate UK project number 102468), both specific to next-generation MarBN steel for fossil plant use.
Commercialization programs are ongoing through various other government and industry co-funded programs such as Impact in the UK and Howeflex in Germany.
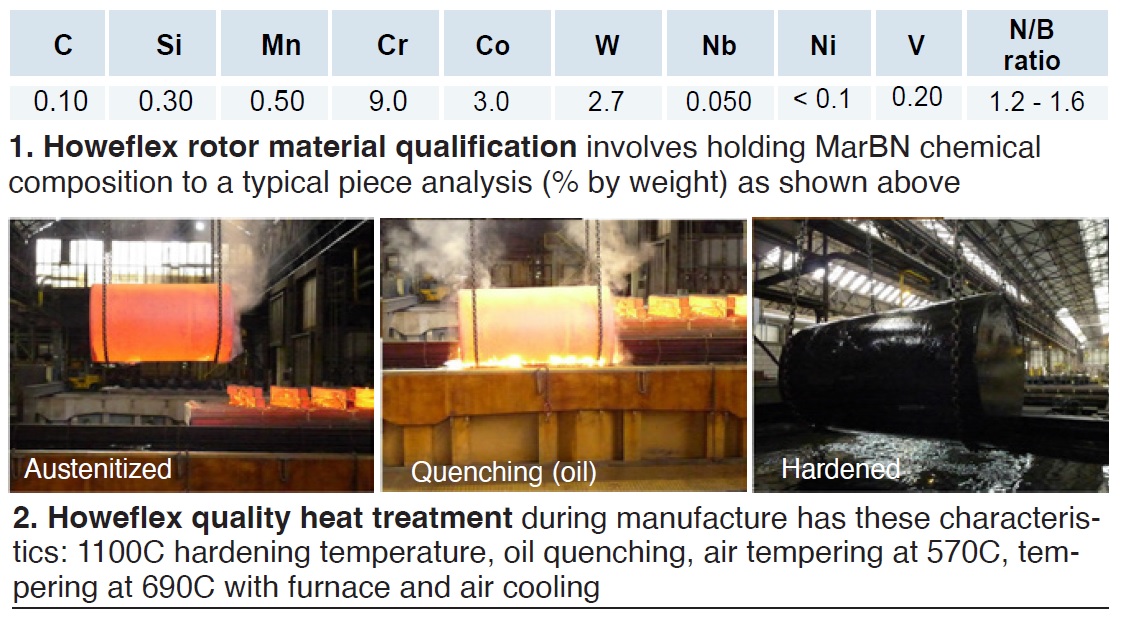
The German-funded Howeflex, a consortium of two turbine manufacturers (Siemens Energy and GE Power, Germany), a forge master, and two research organizations, is dealing with the upscaling of trial melt results of MarBN-family alloys for large rotor forgings with diameters of up to 1200 mm and typical weights representative of IP rotor forgings. Their presentation: Project Howeflex MarBN rotor qualification (9Cr-3Co-3W-B-N) for load flexible application (Figs 1 and 2). The results obtained so far indicate “promising properties” regarding the achievable forging quality and short- and long-term material behavior. Results show that:
- Large rotor forgings can be manufactured successfully with available steel-making technology at experienced forge masters.
- Mechanical properties have been determined including static strength, toughness, fatigue and creep properties, and complex creep-fatigue interactions.
- The design of rotors for flexible loading in combined-cycle applications, as well as for temperatures up to 1200F, is now possible.
An important distinction, raised during discussions, is that high-temperature research in Japan has reached and exceeded a working environment of 650C; some others target 620C.
The following presentations also focused, at least in part, on MarBN steel development:
- Role of inclusions on degradation in creep life and rupture ductility of ferritic powerplant steels (National Institute for Materials Science, Japan).
- Multi-component alloying element effects on solidification segregation in cast IMN-1 based CSEF steels (Univ of Birmingham, UK).
- Normalizing temperature selection for creep performance of advanced high-temperature alloy IBN-1 (Loughborough Univ, UK).
- Experience of P93 manifold welding under real fabrication conditions (Siemens Energy, The Netherlands).
- Development of Inconel alloy 740H and its application to supercritical CO2 powerplants (Special Metals Corp, UK).
Plant life assessment
A key benefit of MIMA conferences is learning specifics about life-assessment efforts for existing plants.
The Central Research Institute of the Electric Power Industry, Japan, began Session 2 with Prediction of long-term creep life based on short-term data of used Grade 91 steels. The focus was on how to deal with this experience limitation.
Masatsugu Yaguchi discussed life assessment using both standard and ultra-miniature samples. Both are effective, he said, but these issues remain:
- We must assess long-term creep life using short-term data.
- Test specimens taken from components are limited (destructive testing).
Those who want details of creep tests, along with equations, can request this presentation from ETD Consulting.
India’s largest energy conglomerate, National Thermal Power Corp Ltd (NTPC), looked at residual life assessment of critical piping systems. NTPC’s overall goals:
- Improve efficiencies of existing plants (71,500 MW installed).
- Operate the low-cost plants beyond their design lives.
- Ensure safe operation of plants nearing design life.
Focus is on piping systems operating in the creep range, where failures can be life-threatening and replacements have long lead times. NTPC has developed a hybrid set of code requirements using both Indian Boiler Regulations (IBR) and ASME B31.1. The company’s Bhaskara Santosh, Kumar Pudipeddi, and Vineet Kumar elaborated on the methods, as well as constraints and issues faced while finding a “prudent approach.”
Petroliam Nasional Berhad (Petronas) was also there to discuss the latest creep remaining-life prediction work on fired heaters in Malaysia. The premise: Most steam boilers operate within creep threshold temperatures and creep damage can only be assessed during shutdown through destructive methods. Therefore, an analytic digital solution is useful based on operating data and minimal retrofitting requirements.
Petronas is developing such a system in compliance with API 579, a program named F1RST™. This now will be validated using in-situ surface replication and hardness testing results obtained during shutdowns.
Italy’s INAIL (Workers Compensation Authority) walked through eight years of research and the drafting of a new standard for assessment of martensitic steels, by the Italian Thermotechnical Committee. Work is based on both P91 and P92 research.
Inspection and maintenance
With a combined-cycle focus, David Tuey of RWE Generation (UK) discussed Risk-based inspection and integrity management of HRSG headers and manifolds. “Modern HRSG designs can feature many hundreds of collector headers and manifolds located on the steam/water circuits and it would not be practical to carry out widespread inspection of all locations during the operational life of a normal site,” he noted.
RWE and member organizations of the Generator Safety Integrity Program in the UK are documenting a process to define best practices in applying risk-based inspection to HRSG headers. The document provides specific information on targeted inspection locations, appropriateness of specific inspection and NDT techniques, inferred condition on a hierarchical assessment of risk, sample sizes, consideration of wider fleet experience, and optimized record keeping.
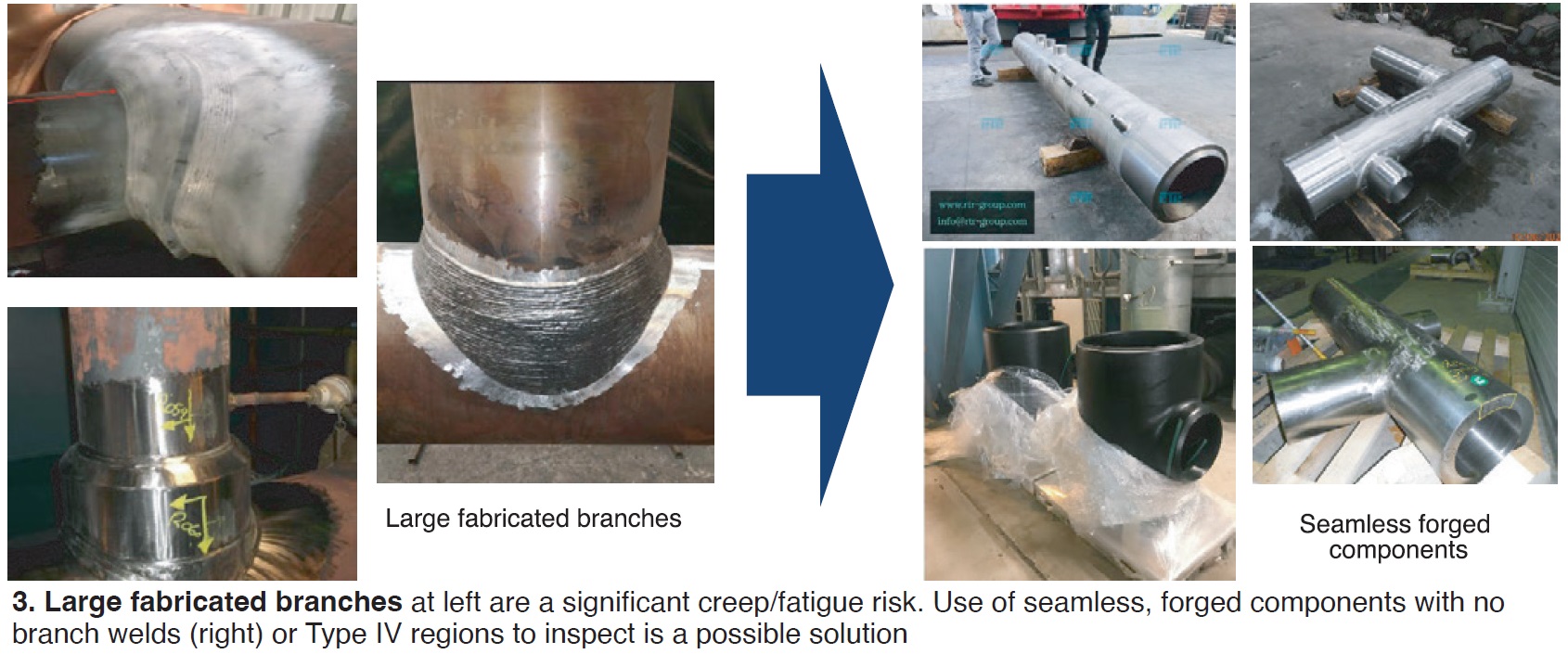
One specific example used is Fig 3, noting that many large fabricated branches have proven to be a significant creep/fatigue risk. Use of forged components is a possible solution, based upon manufacturing expertise and material quality. Research on such alternatives is ongoing.
It is important to note that the host ETD Consulting has completed a detailed study which evaluates various risk-based management (RBM) practices, and makes recommendations for best practices. Also, ETD’s RBM procedure RiskFit, especially prepared for powerplants, consists of four risk-assessment levels, each of which can be carried out independently. Details are available through enquiries@etd-consulting.com. This was discussed in a presentation entitled Evaluation of various risk-based maintenance procedures and recommendations for best practices by ETD’s Feroza Akther.
And for “the un-inspectable?” John Trelawny of Uniper Technologies (UK) attracted attention with Inspecting the un-inspectable: A new inspection technique on complex geometries (Fig 4). His assertion: Visualization and characterization of flaws are possible with 3D Full Matrix Capture inspection.
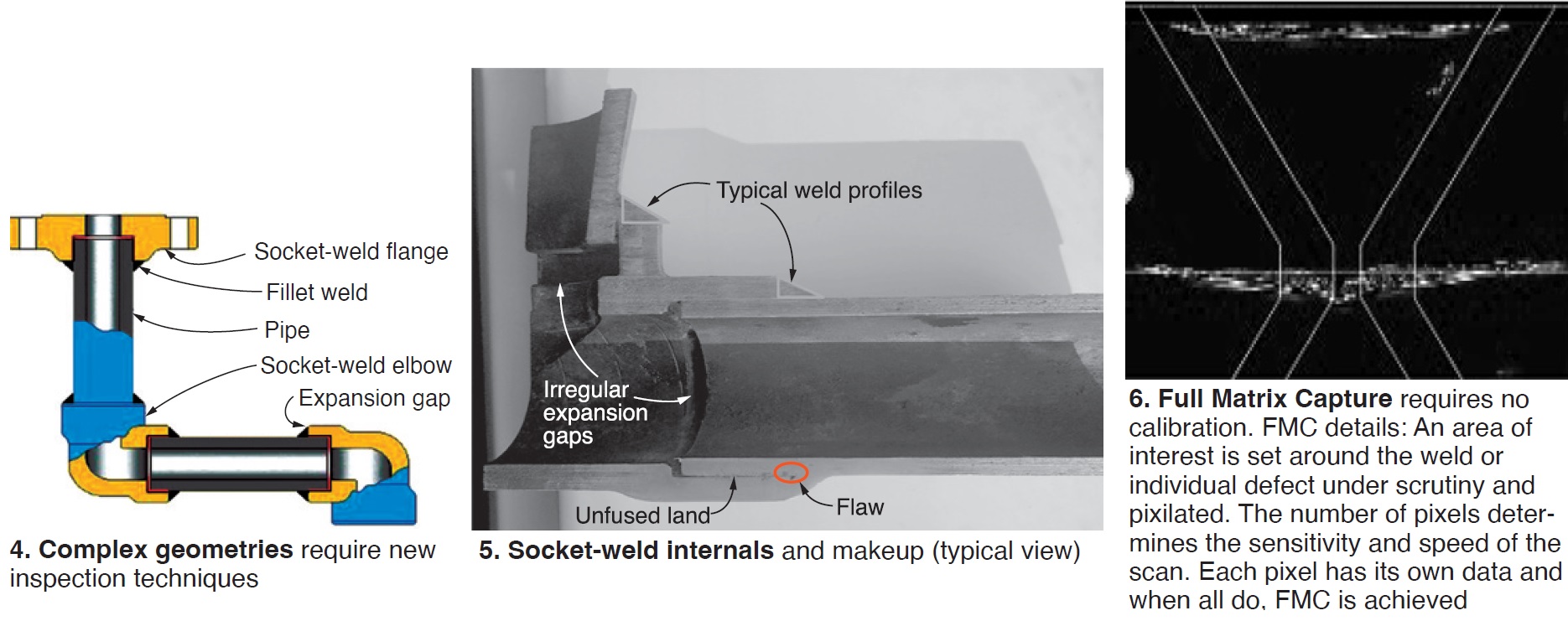
His focus: socket welds within HRSG drains built to ASME standards. One plant in 2019, he said, experienced a “violent weld failure, considered to be one of the most significant steam/water leaks in the UK.” The current practice of surface inspection, he explained, is less than ideal.
The Uniper CCGT fleet contains vast quantities of socket welds (Fig 5) within the HRSG drains, vents, and interconnecting small-bore piping. One quarter of the steam leaks documented in the previous 2 years at one of the Uniper CCGT units have been from failed socket welds. The inspection management team was asked if a technique could be developed to locate these sub-surface flaws. This presentation detailed the work and outcomes of that development effort.
The chosen method uses Full Matrix Capture (Fig 6) and the resultant total focusing method. With this, the area of interest is pixelated, and each pixel has its own data (full matrix data). More on this phased-array technique is available within the MIMA-1 review. Access more by clicking here.
Snake or calamari? Paulo Debenest, hibot, Japan, explained that for 20 years, he and others have been working with robotic solutions to make inspection missions safer, faster, and more reliable. Note that hibot is a startup operation with roots in the Tokyo Institute of Technology.
Debenest’s presentation: Robotics applied to inspection of infrastructure: Examples of internal and external pipe inspection. “These are not human-like robots. They are smart tools” (Fig 7). “They might be ugly, but they are all very functional,” he said.
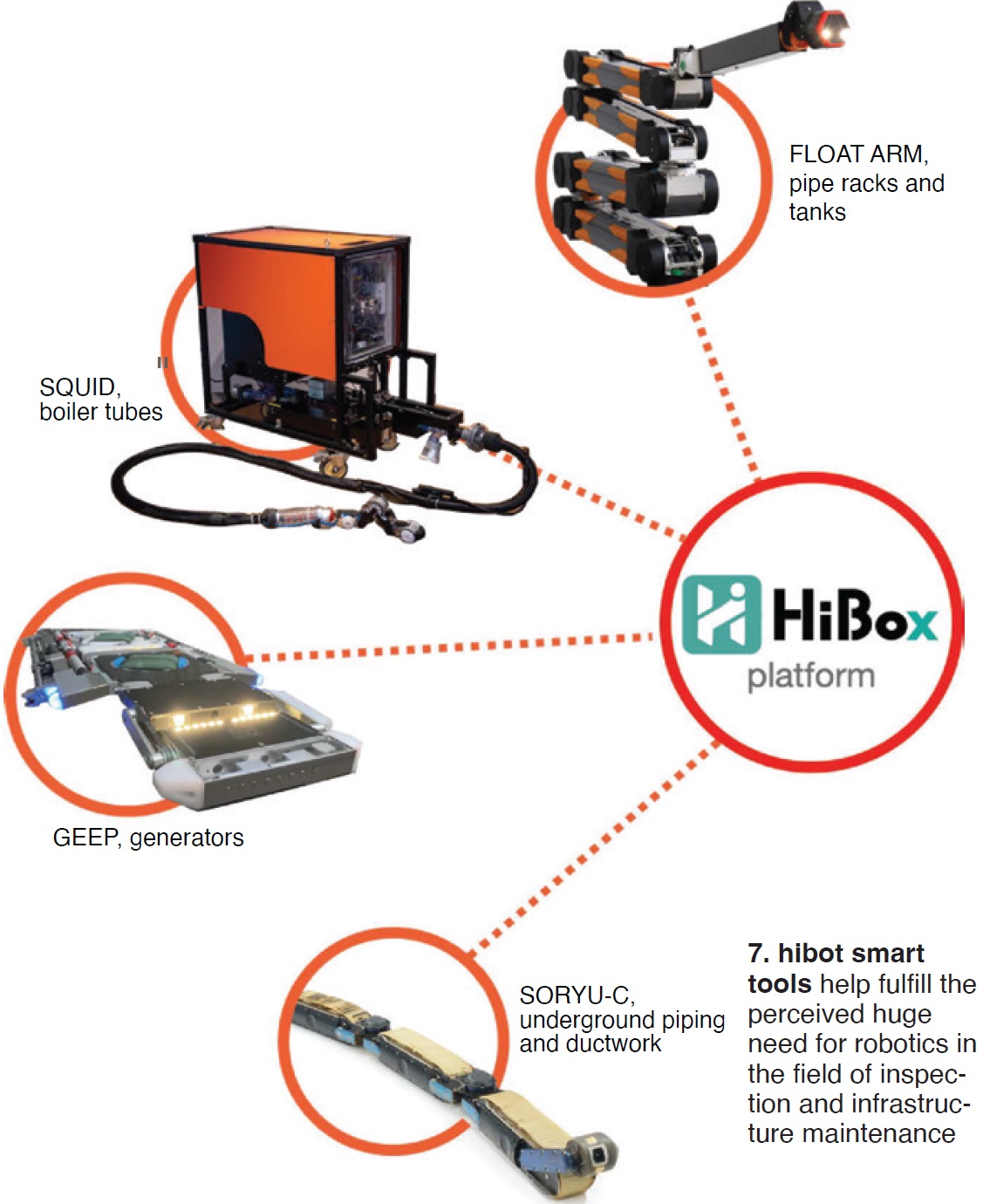
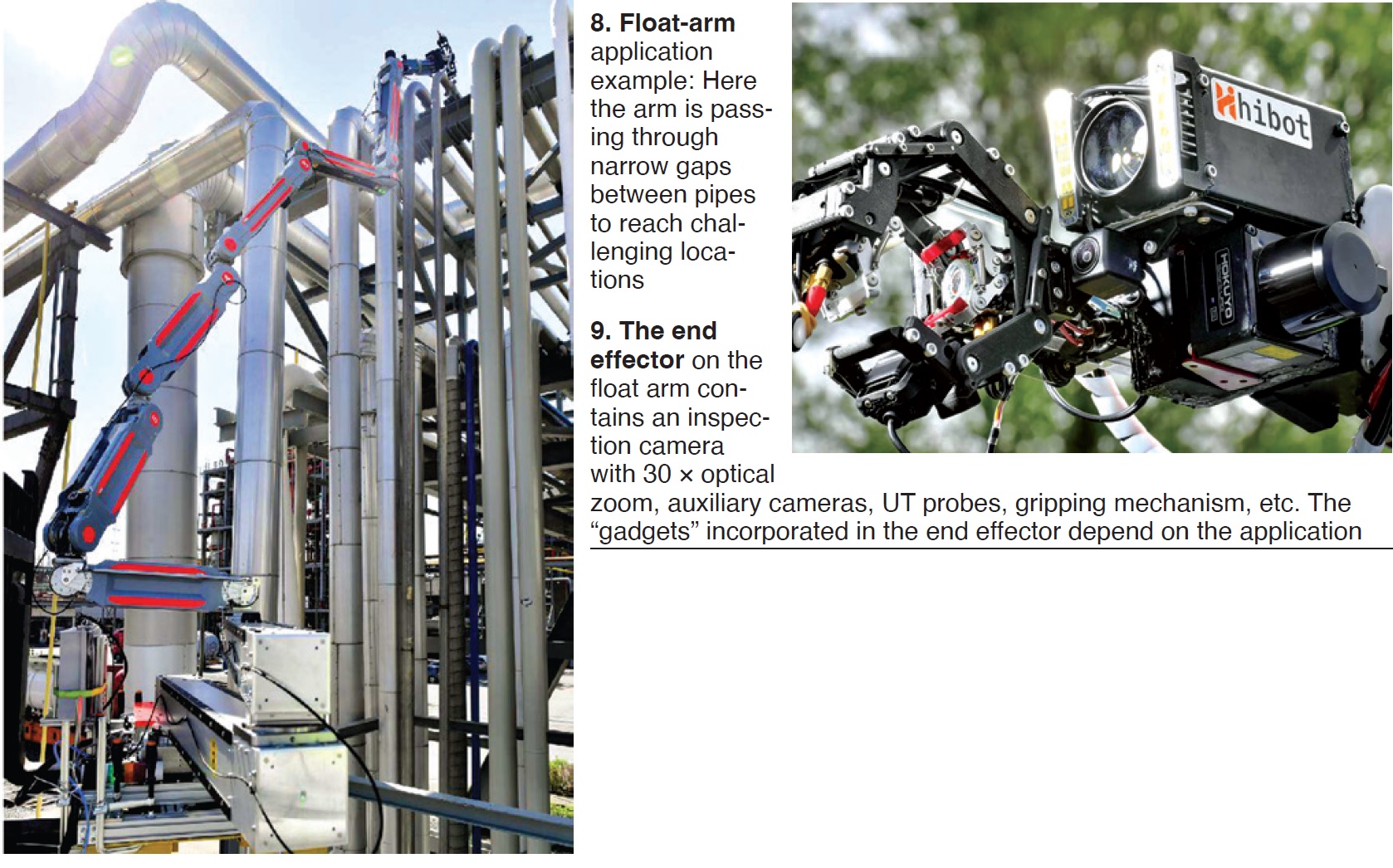
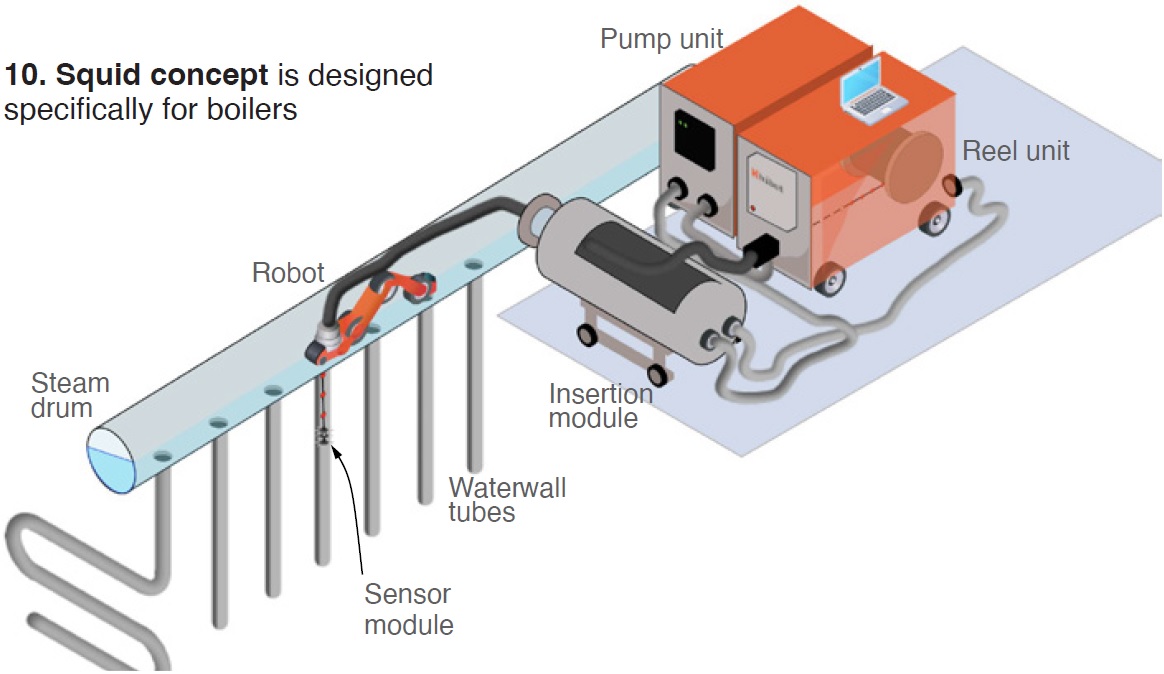
The snake-like unit shown in Fig 8 is a float-arm concept driven by air. And where the head goes (Fig 9), the rest will follow, able to overcome obstacles in crowded environments, he explained. Another, labeled the squid and specifically for boilers, is driven by water (Fig 10).
This presentation focused on pipe inspections in boilers, heat exchangers, and pipelines. Specific to HRSGs this applies to pipe inspection inside (boiler and cooling water pipes) and outside (pipe racks).
Post-presentation comments were many, including “We are glad to see this is going commercial.” Commercial use has begun in Japan and is moving quickly to a new base in Europe. At least four units will be in operation within Europe in 2023.
ETD’s Ahmed Shibli had the most pointed summary comment: “Absolutely brilliant, and useful!”
Other presentations in this section were:
- Digital transformation (DX) of boiler maintenance (Best Materia C, Japan).
- Risk-based maintenance for steam turbines and generators (GE, Switzerland).
- Inspection of pipelines with varying cross sections using a combined multidisciplinary and robotized solution (Engie Laborelec, Belgium).
- Possible microstructural resistant factors in P91 steel to the magnetic domain wall motion of electromagnetic inspection method (Nippon Steel, Japan).
- High-temperature corrosion data and mechanism of T122, Super 304H and HR3C in a 1000-MW ultra-supercritical powerplant (Xi’an Jiaotong Univ, China).
- Combined AC/DC potential drop for on and offline NDT for creep-life monitoring of pressure vessels (University College London, Matelect Ltd, and ETD).
Cracking and failure
Real-time damage monitoring software was presented by SRG Global, Australia. The impetus is damage caused by cycling. RTDMS allows plant personnel to link transient operation and associated operator actions to potential damage. The software accounts for different damage types simultaneously and in real time, which includes the primary creep rupture life, high-cycle fatigue damage, low-cycle fatigue damage and coupled creep fatigue damage. This gives an increased level of accuracy and confidence in predicting asset life.
Aron Abolis explained that “RTDMS uses a highly agile and optimized code that allows for online stress and damage monitoring with set alarm points when ramp rates exceed critical limits, where coupling between creep and fatigue occurs, or where fatigue exceeds a critical limit.”
ETD’s CrackFit, a software for crack assessment in pressure vessels and turbines, has been discussed previously in CCJ, attributed to ETD Consulting and others as part of the European Commission project on high-temperature defect assessment. This tool is designed to help engineers perform crack stability checks and defect/crack assessment of pressure vessels, piping, and turbine components operating at both low and high temperatures.
Crack initiation and growth for a host of components (pressure vessels, turbine rotors, plate and laboratory specimens) and commonly occurring crack geometries (embedded cracks, surface emerging cracks, various crack front shapes, etc) are incorporated into this software. CrackFit is also unique in that it contains a substantial crack growth database representing various combined-cycle/HRSG operation modes. Stuart Holdsworth of EMPA (Swiss Federal Laboratories for Material Science and Technology, Switzerland) joined this year’s presentation with direct plant experience.
ETD also presented Developing reliability framework for powerplants: Integrated RCM IV generation implementation.
Plant flexibility issues
EMPA’s Stuart Holdsworth then focused on turbines to discuss prediction of high-temperature component integrity subjected to flexible operation. He discussed testing history leading now to smaller specimen sizes and ultrasonic total-focusing method techniques.
The impact of cycling was also the basis for Cavitation during creep-fatigue loading by Rolf Sandström, KTH Royal Institute of Technology, Sweden.
Creep rupture models have become reliable, and cavitation is recognized as playing a central role during creep fatigue. But there is a need for more adjustable parameters when applied to cycle loading.
This presentation offered details on transferring the cavitation models to cyclic loading.
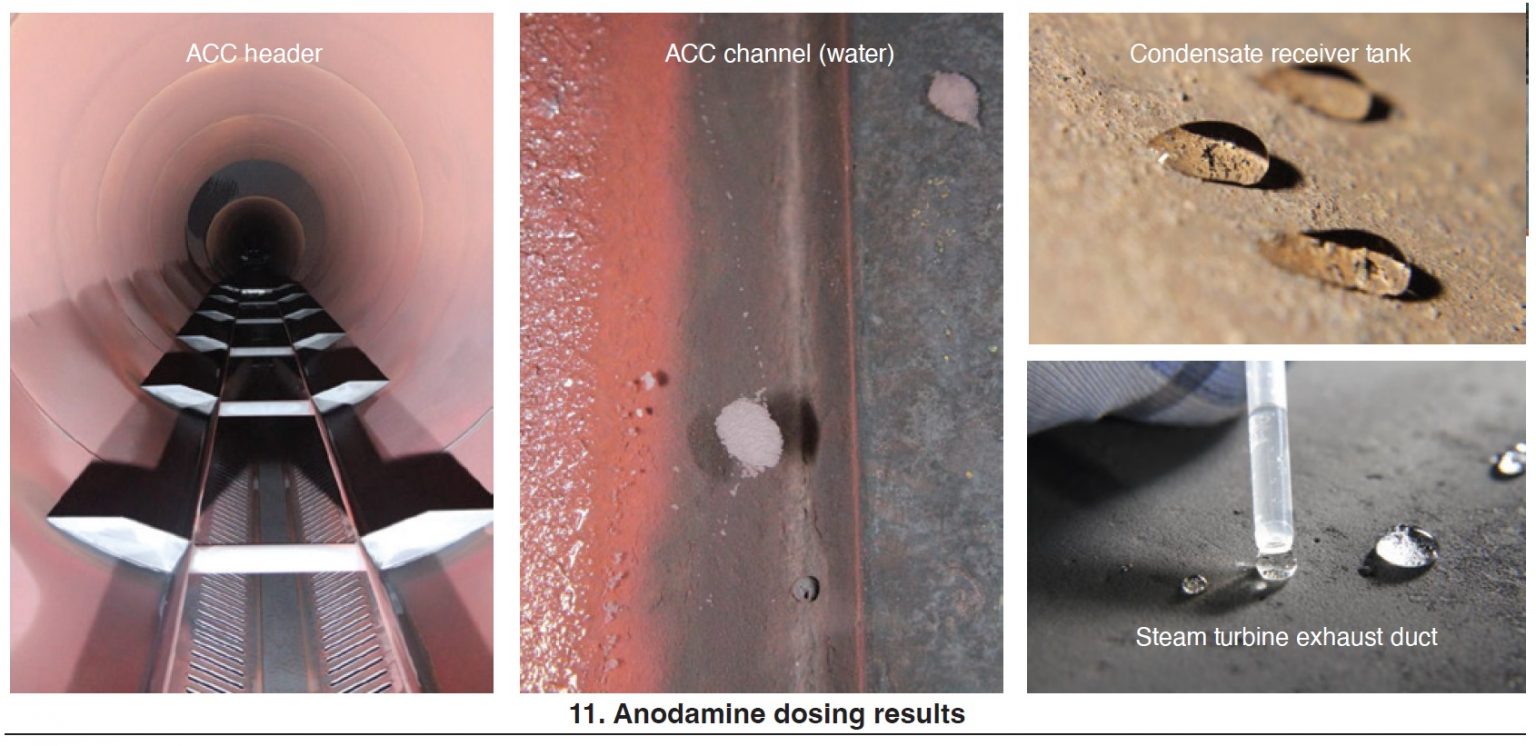
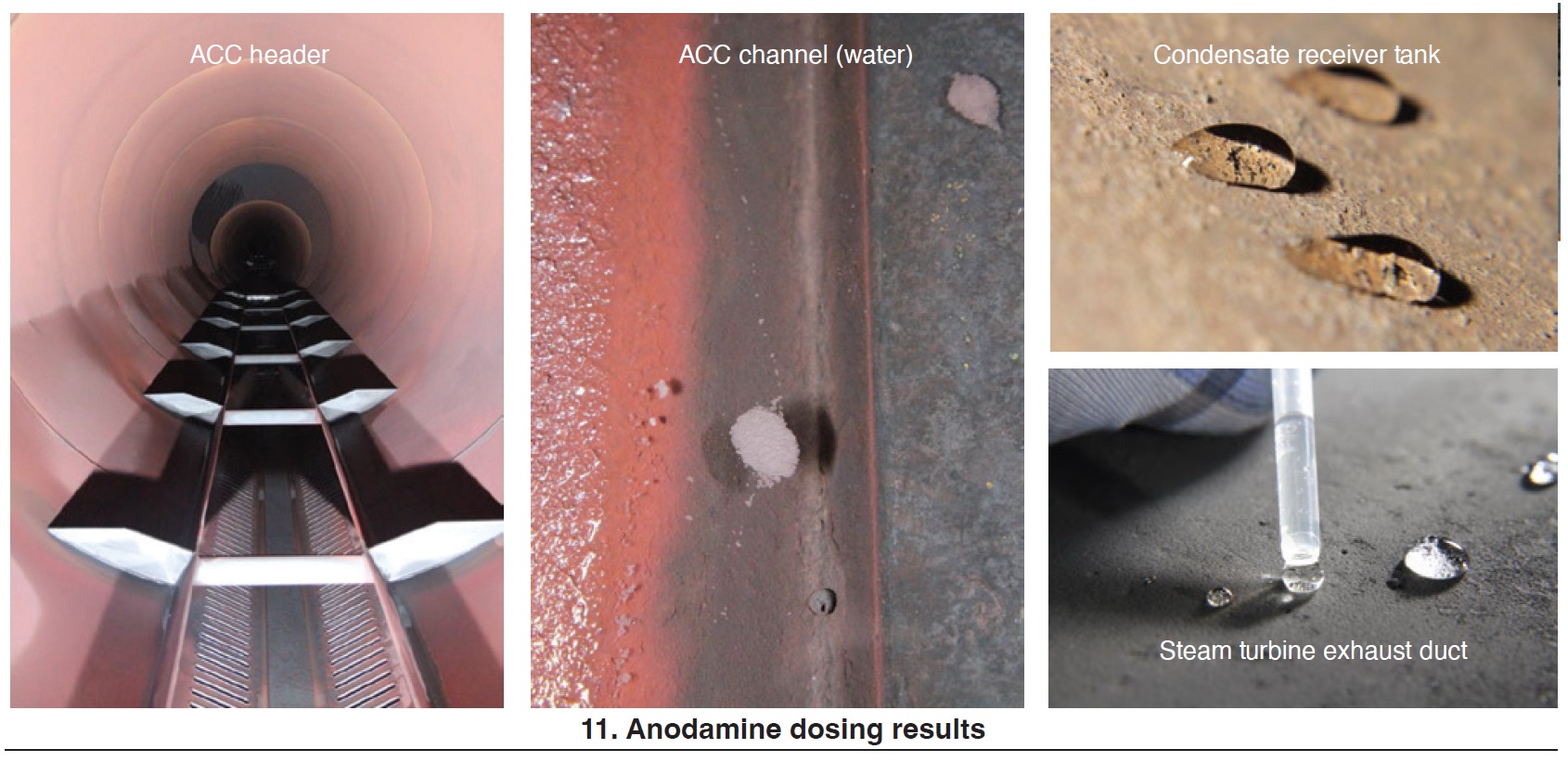
Film formers Anodamine and VPI Power Limited (UK) discussed Use of filming chemistry to improve corrosion protection of flexible operated powerplants. The filming chemical Anodamine has been used to mitigate flow-accelerated corrosion (FAC) and other internal corrosion threats. This presentation focused on plant experience at VPI plants originally designed for baseload operation.
Dosing at one European 2 × 1 combined cycle began in February 2019. The 2021 inspections discussed were tailored to further check the efficacy of Anodamine following positive initial results from the 2019 and 2020 interim and steam turbine outages. Overall, the 2021 inspection results indicate that Anodamine is providing good levels of protection against FAC (both single- and two-phase) and that a benefit to corrosion fatigue and offload corrosion mitigation are also likely.
Internal direct and remote visual inspections have shown build-up of protective Anodamine film in areas susceptible to both single-phase (that is, condensate, feedwater, and the economizer circuits) and two-phase (that is, evaporators, steam drums, deaerator, blowdown/drains and steam turbine exhaust circuits) FAC. Further, repeat ultrasonic thickness inspection of critical areas (that is, HP and LP evaporator risers) shows a general reduction in thinning rates compared to pre-2019 levels (Fig 11).
VPI’s Adrian Bailey explained “As a result of the good performance observed, it is judged that credit can now start to be taken via a reduction (gradual reduction of sample size rather than complete removal) of inspection scope for FAC damage at future outages.”
His conclusions:
- Four consecutive outage inspections show progressive improvement in surface passivation/cleanliness; off-load corrosion has been mitigated.
- Less iron transport to boilers during two-shifting; reduced boiler blowdown rates.
- Cleaner boiler tube surfaces; better heat transfer.
- Clearing out of historical oxide deposits; no acid cleans needed.
- Ongoing FAC mitigated at HP risers, according to remote inspection and NDT; huge cost saver in not replacing HP boiler risers.
- Both operations and management recognize the benefits of Anodamine.
Access more on film-forming substance development and experience here.
Plenary
With a look toward ongoing and future operation of combined-cycle HRSG plants, Ian Perrin, Triaxis Power Consulting (US), discussed HRSG design challenges: Material and mechanical integrity. HRSGs are being paired with next-generation gas turbines that are larger and required to operate at higher pressures and temperatures. This is accompanied by increasing demands for rapid start and flexible operation, as well as baseload operation at high temperature and pressure.
“This puts significant demands on material selection, which must consider fabrication practicality alongside durability,” he said.
Perrin outlined the key challenges:
- Grade 92 replacing Grade 91.
- Large-bore piping branches.
- Long-term tube life.
- Stainless-steel tubes and headers.
- Dissimilar metal welds.
He focused on high-temperature components.
Examples were provided to illustrate challenges and to identify where detailed analysis can help optimize designs.
Also discussed were some of the challenges related to Codes and Standards, which are struggling to keep pace with design demands and material developments.
The needs for future creep-strength-enhanced ferritic materials and integrity assessment methods were also covered.
Large bore piping branches and tees are susceptible to creep failures, in part because of the proximity of welds and thickness transitions, and forged replacement components are not always what you expect, and could be difficult to inspect. Simply meeting the ASME Boiler & Pressure Vessel Code, or others like it, does not mean acceptable material integrity, particularly with some new advanced materials.
Perrin also covered stainless-steel tubes and headers, temperatures and thermal fatigue, and dissimilar metal welds.
A few summary comments and caveats:
- High-temperature materials in modern powerplants create challenges.
- Meeting the Code does not mean acceptable material integrity.
- Codes assume materials are tough, ductile, and damage tolerant. Creep-strength-enhanced ferritic steels may not be!
- High temperatures (creep) and cycling (fatigue) are often not considered at the design stage.
ETD’s David Allen addressed the Role of materials design data in life assessment of high-temperature plants, breaking life assessments into two basic categories:
- Specific problems where high-risk items may be damaged, faulty, substandard, or subject to excessive stress, temperature, or corrosion, and,
- Generic concerns where all items of a specific set (for example, Grade 91 pipes and headers) may be approaching end of life.
In the second, you may need to assess total life rather than simply remaining life, he explained.
Both begin with root cause analysis.
Some interesting cautions (among many listed):
- When a high-temperature plant is designed, all Codes and Standards specify procedures which take account of materials performance data and enable the plant to be designed for a specified design life. This commonly assumes steady operation and hence ignores plant cycling issues, but is otherwise intended to be conservative.
- More recently, cost pressures and climate-change concerns have led to the development of advanced ultra-supercritical (USC) plants, and have promoted less conservative selection of materials and operating temperatures (for example, Grade 91 at above 580C, Grade 92 at 600-610C or higher). Generic wear-out risks could thence come to the fore as a USC plant ages.
- End users should take the lead on this. Manufacturers will not.
- Don’t just rely on what the alloy developers did in the distant past. Do the work again, update the data, and strive toward more precise and credible conclusions.
- Drawing any valid generic inferences from data on ex-service materials is fraught with difficulties. Testing ex-service items is only useful when solely the specific sampled heat is to be assessed.
- If you conclude that generic “wear-out” may be imminent, keep in mind that replacement of high-temperature pipework and boiler header systems will take time.
- Finally, don’t start by being complacent, and then flip into panic mode when something goes wrong.
The editors recommend obtaining a copy of this presentation from ETD.
Also in the plenary session:
- Life evaluation and research subjects for safe service of 9Cr steels used in USC powerplants (Univ of Science and Technology, Beijing).
- Activities to advance residual life-evaluation techniques for highly aged powerplant boiler materials in Japan (Tohoku Univ, Japan).
Attend MIMA-3 this fall
ETD announces the third international MIMA Conference, an in-person event, “Sustainable Power Generation: Materials, Inspection, Monitoring, and Assessment,” will be held Oct 17-19, 2023 in London. Get the details at https://www.etd-consulting.com/conferences/.


