

Complying with emissions regulations is usually binary. If you’re out of compliance, you don’t run. Catalysts for nitrogen-oxides (NOx) and carbon-monoxide (CO) emissions compliance don’t last forever. And fresh catalyst isn’t supplied from the marketplace overnight.
Thus, the NOx control system—comprising the gas turbine’s performance and exhaust levels, the catalyst itself, the ammonia supply and distribution grid, analyzers, exhaust-flow distribution, and sampling ports and methods—must be regularly monitored, inspected, and tested to anticipate when replacement is necessary before the unit is out of compliance.
Today, virtually all combined cycles (CCs) come equipped with systems for selective catalytic reduction (SCR) of NOx. Catalyst sampling and testing, gas-path monitoring, and catalyst replacement are well-honed activities, usually performed by specialized service firms, with catalyst suppliers. Yet there are always things you can learn from others’ experiences.
Tag team
In a unique presentation at the Combined Cycle Users Group (CCUG), Jimmy Daghlian, NV Energy, and Phyllis Gassert, Talen Energy, both members of the volunteer organization’s steering committee, teamed up to review respective experiences with recent catalyst replacement projects. The 70+ slides, available to registered users at www.powerusers.org are a veritable guidebook outline on the subject, the kind of material which, alone, pays you back in spades for the price of admission to such user conferences.
Team CCJ encourages anyone facing catalyst replacement now or in the future—that includes readers at simple-cycle and cogen facilities, as well as CCs—to access the slides. Here, the editors have extracted only the salient lessons and tips which you likely won’t find in a textbook, an OEM’s guidance materials, or a consultant’s recommendations.
Big-picture stuff
The greatest lesson offered by Daghlian and Gassert is that the lowest bidder for the project isn’t necessarily the one providing the greatest value—at least when you evaluate on a five-year basis. When initial costs and five-year operating costs and savings, based on performance guarantees for ammonia consumption and fuel attributed to overcoming pressure drop across the unit, are combined, a spread of over $150,000 annually was revealed across four bidders for one project.
Second critical big-picture item is that, based on the speakers’ experience, you should budget at least 18 months to plan a catalyst replacement project; the lead time for catalyst delivery is one third to one-half that. Third, consider asking the catalyst supplier to meet NOx/CO limits more stringent than your permit to build in margin on such a critical performance parameter.
When evaluating service firms, know that every sampling company employs different sampling protocols, instrumentation, and methods. Be very concerned if the sampling company is not requesting as much operating data as you can give them. Make sure your catalyst inspection firm is experienced in catalyst cleaning. Consider a service which provides regular catalyst tracking in real time without coming offline to take samples.
If you don’t have the proper emissions measuring apparatus at the gas-turbine (GT) exhaust, or it isn’t working properly, you’ll have to back-calculate inlet SCR NOx and CO levels from engine performance tests. These should be conducted under the worst conditions for emissions; for example, after water washing the compressor and output is not degraded. Often, poor catalyst performance is masked by elevated reagent injection.
It may go without saying, but worth reminding, that engine performance must first be assessed to make sure compliance issues reside with the SCR. Of course, all analyzers must be properly calibrated.
Sweat the small stuff
Here are other items to consider:
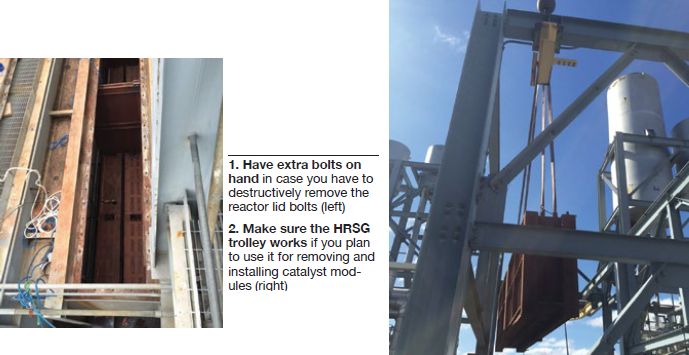
- Check to be sure you can remove the reactor lid. At one site, bolts had to be destructively removed (Fig 1) and available spare bolts used as replacements. If you don’t have spares, make sure you can obtain these bolts.
- Factor into the bid spec the impact of power-augmentation/duct-burner operation and any other GT upgrades that my change your emissions output.
- Don’t mix up catalyst manufacturers and catalyst installers on the bidders’ list. Installers don’t supply, suppliers don’t install.
- Completely clean all the ammonia injection grid (AIG) lances when cleaning or replacing catalyst. This may require a separate contractor. Piping will often exhibit significant deposition which affects performance.
- Verify all SCR unit measurements. In one case, the catalyst was found to touch the roof.
- Make sure you have adequate testing ports installed around the perimeter. One site had to add 18 ports to ensure thorough monitoring of the mixing volume around the catalyst modules.
- If you plan to use the HRSG trolley supplied by the OEM during construction, make sure it is operable beforehand (Fig 2).
- Evaluate in detail the plant laydown area (Fig 3) around the HRSG. The crane requires a huge plot space. At one site, 20 dumpsters were necessary to hold and haul away the spent catalyst.

- Break down the cost items (labor, insulation, compressed air, welding, confined-space rescue) in the bid spec—especially scaffolding—as it’s a good way to explain outliers.
- Allowing all the bidders to crawl the unit will result in much better response to the bid spec. One site paid each of the bidders for this time and effort, money reportedly well spent.
- Inspect between the catalyst layers, if possible, even though there may be little space between them. One unit under consideration had 5 in. maximum between catalyst modules 1 and 2.
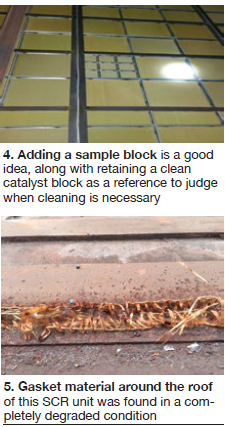
- Request that a sample block be included with each new catalyst module and hold one block back to serve as a baseline for comparison when catalyst cleaning evaluations are conducted Fig 4).
- Pay special attention to gaskets and sealing around the unit. At one site, gasket material around the roof was found to be in extremely poor shape (Fig 5).
Bid-spec prep
Make sure the bid spec includes material guarantees (modules, frames, and seals) as well as performance guarantees (catalyst activity, catalyst life, unit pressure drop, ammonia consumption, ammonia slip, and SO2 to SO3 conversion) and correction curves. A pre-bid meeting and multiple pre-outage install meetings should be expected. Finally, the spec should include the number of testing elements and any additional instrumentation.
Visual inspection
- This should be conducted ahead of catalyst testing and include the following:
- Visual evidence of insulation or other debris deposits, if possible between upstream and downstream catalyst cells.
- Discoloring across the catalyst bed.
- Catalyst shifting and misalignment.
- Deteriorated seal strips and metal seals, and fraying/fretting of soft seals.
- Flow bypassing at interfaces of support structures and catalyst.
- Fraying (evidence of decomposition) and wetness (oil or moisture contamination) of catalyst itself at both lower- and upper-level locations.
When sampling the catalyst, take three or four samples from different heights and sides of the catalyst bed, because velocity profile and deposition can vary significantly. If catalyst depth is two blocks or more, take samples from the trailing edge in line with the sample blocks. Have the coupon samples tested at various temperatures and flows that match the operating conditions of the unit. CCJ
