River Road Generating Plant
Owned by Clark Public Utilities
Operated by General Electric
248 MW, gas-fired 1 × 1 7FA.02-powered combined cycle equipped with a Foster Wheeler HRSG and a GE A12 steam turbine, located in Vancouver, Wash
Plant manager: Robert Mash
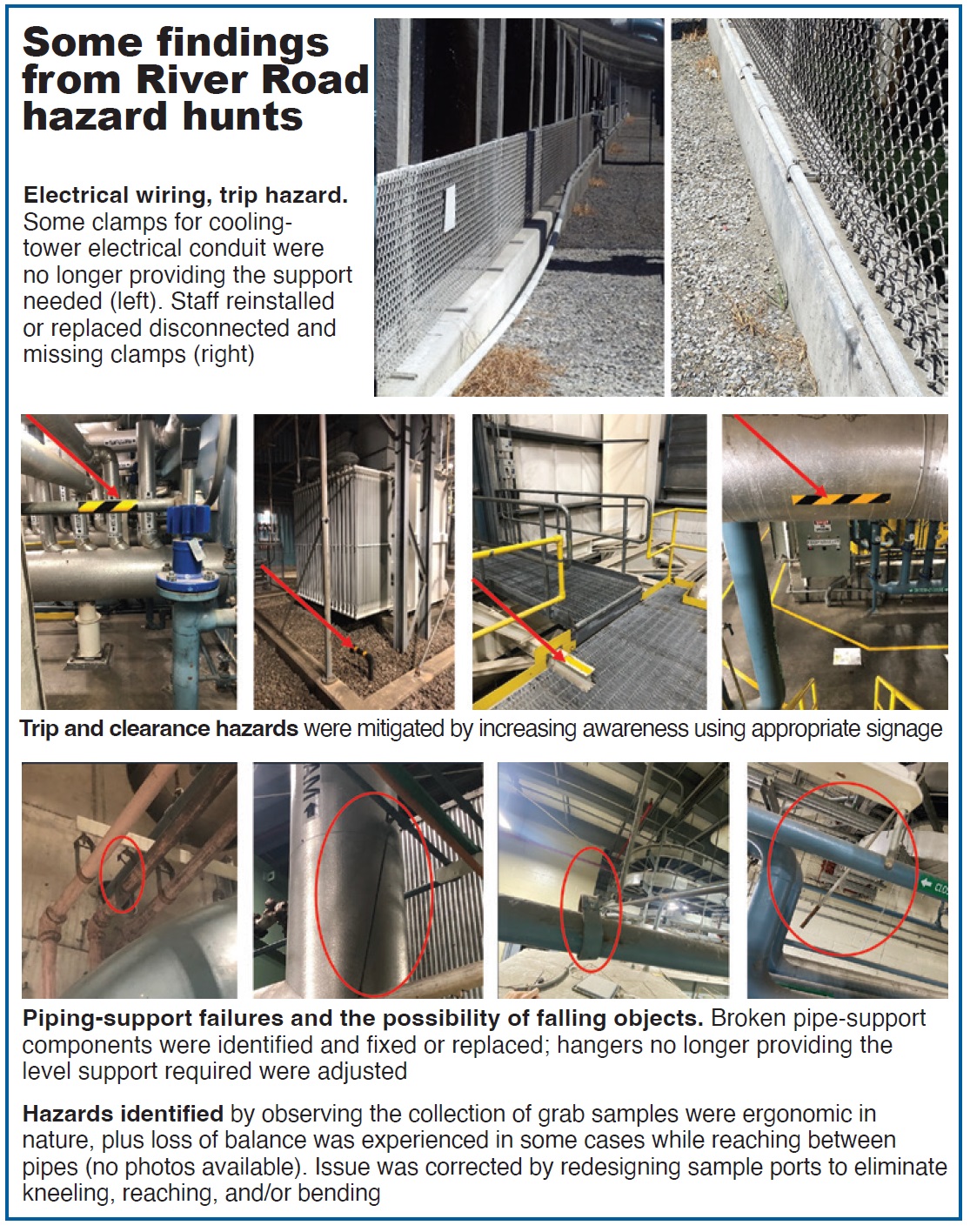
‘Hazard hunts’ promote safer working conditions
Challenge. River Road personnel are encouraged to identify hazards that exist in their plant. An operator performing rounds, a mechanic working with a contractor, and typical housekeeping inspections are among the ways to identify hazards that may exist. Motivating the team to continuously and proactively look for hazards to mitigate risk is ongoing.
Solution. Staff developed a “hazard hunt” program that encourages employees to deep dive into specified safety topics or concerns observed. Employees define their own “hunt” criteria and close their findings with either immediate-action or work-order submittal. Findings and lessons learned are shared plant-wide.
Results. Empowering employees to “hunt” for issues they are either concerned or passionate about, typically yields more meaningful results than if you were to just hand a worker an inspection form. Empowerment helps employees excel in their jobs. It also provides ownership of project development.
Project participants:
Justin Hartsoch, operations manager
Margie Brice, EHS
Steve Ellsworth, operations
Spare set of gas-turbine inlet filters improves plant availability, performance
Challenge. The prevalence of wildfires in the Pacific Northwest has dramatically increased in the past several years, a trend predicted to continue. The local air quality during times of forest-fire smoke has caused many concerns, including the performance of the GT inlet filter system.
The increase in differential pressure (Δp) caused by particulates that comprise forest-fire smoke can rapidly reduce plant performance and may lead to equipment degradation. In extreme cases, engine shutdown may be necessary.
Forest-fire events typically occur during extended periods of hot weather, which correspond to an increase in electrical demand and higher power prices.
During a late-summer extreme smoke event in 2020, ambient air quality at River Road was so poor, visibility was reduced to 500 ft. Inlet-filter DP quickly increased to a high level. With many West Coast powerplants experiencing the same issue, and there was a high demand for inlet filters.
As fall approached and the smoke cleared, the plant was subjected to several days of dense fog. Moisture from the fog mixed with the already heavily loaded filters and increased Δp to alarm levels. Ultimately, the plant was shut down to avoid filter-house damage.
HEPA filters had been ordered for the following spring outage and were not available for a short turnaround in the fall. Lack of availability and long lead time to acquire replacement filters was exacerbated by the collective demand for filters on the West Coast.
Clark Public Utilities’ energy resources manager worked closely with GE O&M to determine the best course of action. The outcome: River Road was able to quickly procure and install a set of non-HEPA filters to get the plant back online in a timely manner.
Solution. Non-HEPA filters remained in service until the spring outage in May 2021 when they were replaced with the HEPA filters on order that had arrived in time for the outage.
Following this experience, and given the rate of increase in the number and intensity of seasonal forest fires, a full set of spare HEPA filters was purchased and stored onsite. A spare set of inlet filter wraps also was procured and stored onsite to respond to future smoke events.
Results were an improvement in availability and performance. The spare set of filters will dramatically reduce downtime during periods when power prices are highest and power is needed most. Plus, the risk of plant efficiency loss has been reduced.
Project participants:
Justin Hartsoch, operations manager
Doug Burson, warehouse and parts procurement
Jared Yeager, operations
Terry Toland, CPU energy resources manager
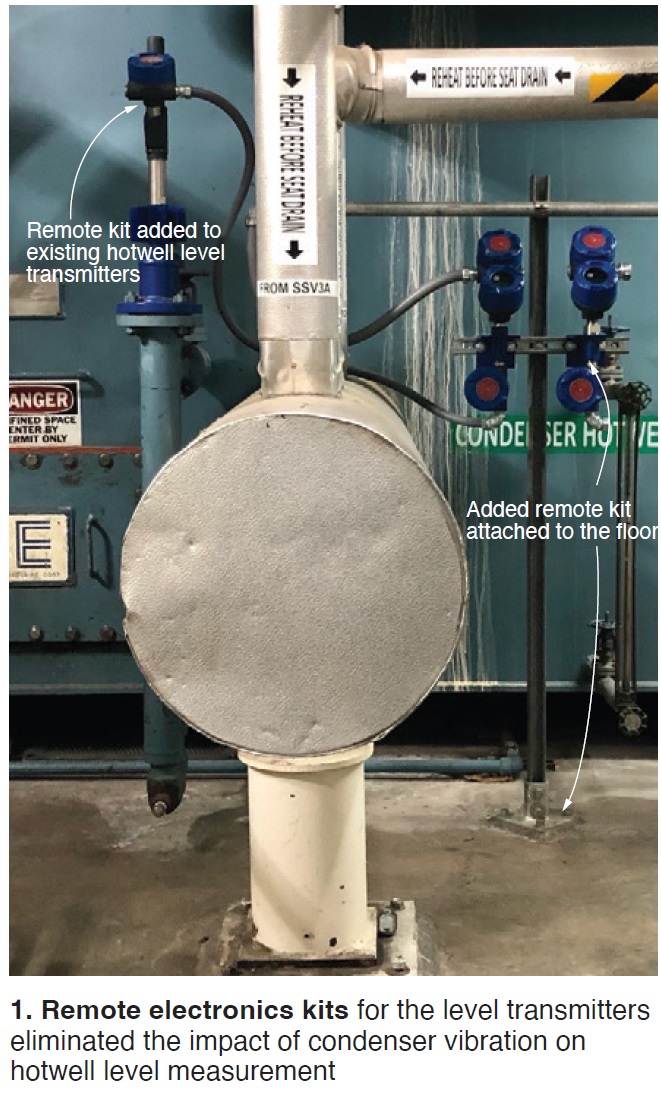 Remote electronics for hotwell level transmitters eliminate erroneous readings
Remote electronics for hotwell level transmitters eliminate erroneous readings
Background. Two level transmitters are used for calculating the hotwell level at River Road to determine if control valves should open or close to maintain the level setpoint (typically 18 in.). The calculated hotwell level also is used as a starting permissive and to trip the condensate pump on low level.
Challenge. The plant’s two original condenser-hotwell level transmitters were integrally mounted on stilling-well taps connected to the hotwell. This position exposed the transmitter electronics to high vibrations that ultimately caused them to vibrate apart and send erroneous level readings to the DCS.
When the difference between the readings from the two transmitters is greater than 3.2 in., a manual reject alarm changes the level control loop to manual until the deviation alarm is corrected. This caused control-room operators to devote more attention than advisable to that control loop while running the plant.
At times, the difference between the levels from the two transmitters—type Magnetrol E3 Modulevel—was greater than 4 in.
Solution. Install remote electronics kits on the E3 level transmitters and move the electronics away from the vibration prone area (Fig 1).
Results. Following installation of the two remote electronic transmitter kits, the level transmitters have been consistently reading within 0.25 in. of each other. With remote transmitters attached to the floor, the erroneous signals caused by condenser vibration have been eliminated. Plus, the risk of a false condensate-pump low-level trip is reduced.
Project participants:
Steve Dahl, IC&E technician
Jack Blair, IC&E technician
Ammonia-piping upgrade a safety improvement
Challenge. When River Road is operating baseload, it receives a bulk delivery of 29.4% aqueous ammonia two or three times a month. After accepting a load of dirty ammonia that contaminated the ammonia tank and system, a sock filter was installed next to the tank fill connection. Operators used a flexible, chemical-resistant hose with camlock fittings between the ammonia filter housing and the ammonia-tank fill line (Fig 2 left).
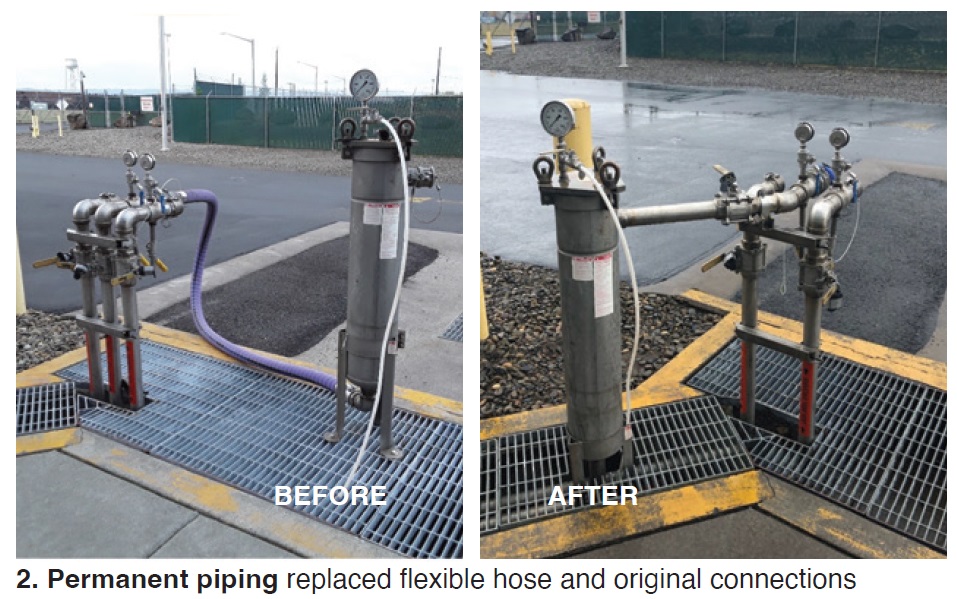
The flexible hose and its camlock fittings are a potential source for an ammonia leak during the bulk delivery. In addition, the delivery hose presents a potential trip hazard for both plant operators and delivery drivers when in use during the offloading process. Note that the hose was replaced annually as a preventive measure to reduce the risk of leaks from its degradation.
Solution. Staff developed a plan to mitigate the safety risk to operators and delivery drivers by removing the flexible hose and connections, and installing permanent 2-in-diam, Type-304 stainless steel piping (photo right).
The filter assembly was placed downstream of the ammonia tank fill-line connection within the piping containment area. MOC (management of change) was used to update drawings, procedures, new-piping testing process, and project cost, and project implementation.
Results. Risk was reduced for site and delivery personnel, contractors, and the environment. The hazard reduction was developed and executed by plant O&M personnel. The flexible hoses and connections were eliminated, and the piping modification did not create any additional hazards.
Finally, there was a minimal cost saving by eliminating the need to replace the flexible hose and camlock fittings annually.
Project participants:
Ken Roach, maintenance manager
Mike Buhman, maintenance
Mark Todd, operations
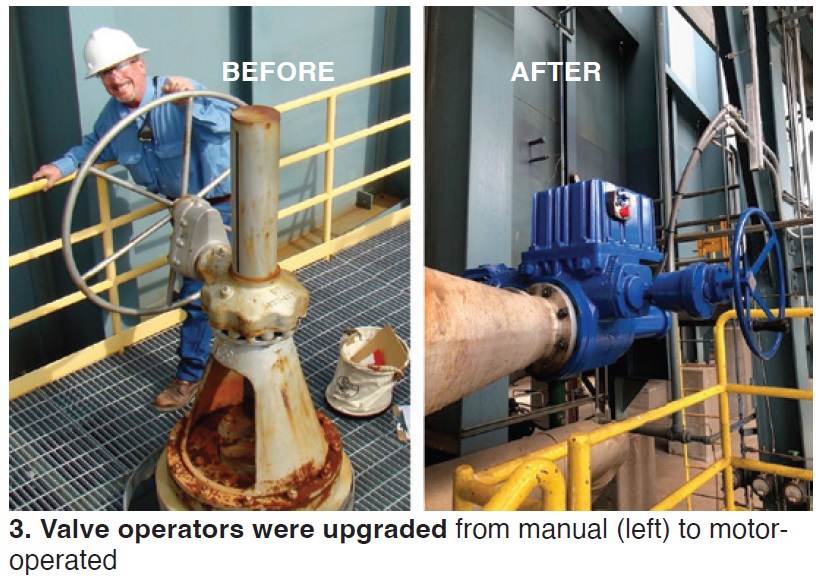
Ergonomic improvement: Motor operators installed on large steam valves
Challenge. Manual steam isolation valves (HRSG high pressure, hot reheat, and cold reheat) were retrofitted in 2002 to allow River Road to “bottle-up” steam pressure during short layups and to permit injection of nitrogen during extended layups. At that time, there was insufficient electrical breaker capacity at local power panels to support three motor-operated valves (MOV).
Absent local panel capacity, power would have to come from the main motor control center (MCC) 600 ft away. Control power also would be needed for a future tie-in to the DCS for operation and valve-position indication.
Note that it took about 10 to 15 minutes to fully open or close each of the valves, requiring considerable physical energy. An ergonomic analysis identified possible injuries that could be incurred while manually operating these valves; the safety committee recommended installing MOVs to mitigate this risk.
Solution. Plant personnel worked with Clark Public Utilities to develop a plan for adding a new 480-V power panel locally from a breaker in the main MCC. The new panel provided spare 480-V breakers to support temporary auxiliary equipment used near the HRSG during outages. Control power then was added to a remote DCS cabinet.
Note that work was required on the existing steam-valve bonnets to accommodate the MOVs.
Result. The three MOVs were installed and tested during the plant’s annual outage. A 480-V, 100-amp service panel was installed locally at the HRSG.
Now operators can open and close the MOVs locally without physical strain and move to the next startup/shutdown task, mitigating ergonomic risk. At the time this Best Practice was submitted to CCJ, the MOV controllers had not yet been connected to the plant DCS to permit remote open/close operation from the control room.
Project participants:
Ken Roach, maintenance manager
Jack Blair, IC&E technician
Steve Dahl, IC&E technician