

The HRSG Forum, led by Co-chairs Bob Anderson of Competitive Power Resources and Barry Dooley of Structural Integrity Associates, continued its tradition of offering excellent user-driven content in its recent virtual meetings. You can dig deeper by accessing the recordings at https://HRSGforum.com. The HRSG Forum in-person meeting, in collaboration with Power Users for the first time, is scheduled for Atlanta the week of June 12. Details coming soon.
The two user-driven presentations during the eighth virtual HRSG Forum (Apr 5, 2022) took deep dives into issues plaguing combined cycles with high transient operating hours: Drain-line and bypass-piping cracking. The first confirmed yet again that lab metallurgical analysis of failed components is a must, even if it adds a day or two to an outage, while the second revealed the growing importance of data mining in failure assessment.
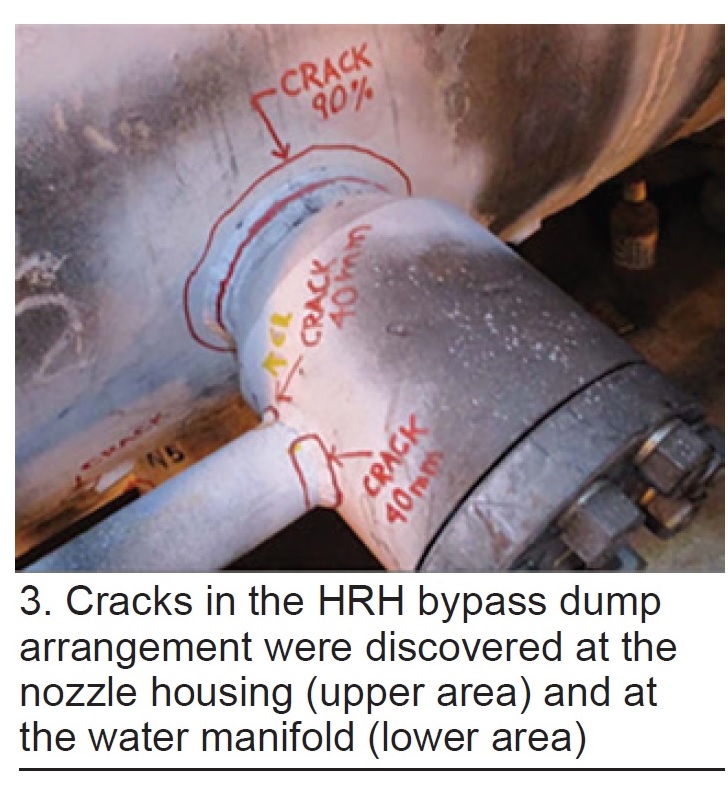
Albert Olszewski, Constellation Energy Generation, titled his presentation “Why Failure Analysis Is Performed,” and the implicit “answer” is, to avoid repeat cracking failures of the same component in the same location. Olszewski’s initial slides showed three crack failures (Fig 3) over a year’s operation of a 2-in., P22, wye-block fitting with a full-penetration weld on an HP evaporator drain line to the blowdown tank. After each discovery, the crack was excavated and weld-repaired by the plant without engineering being involved.
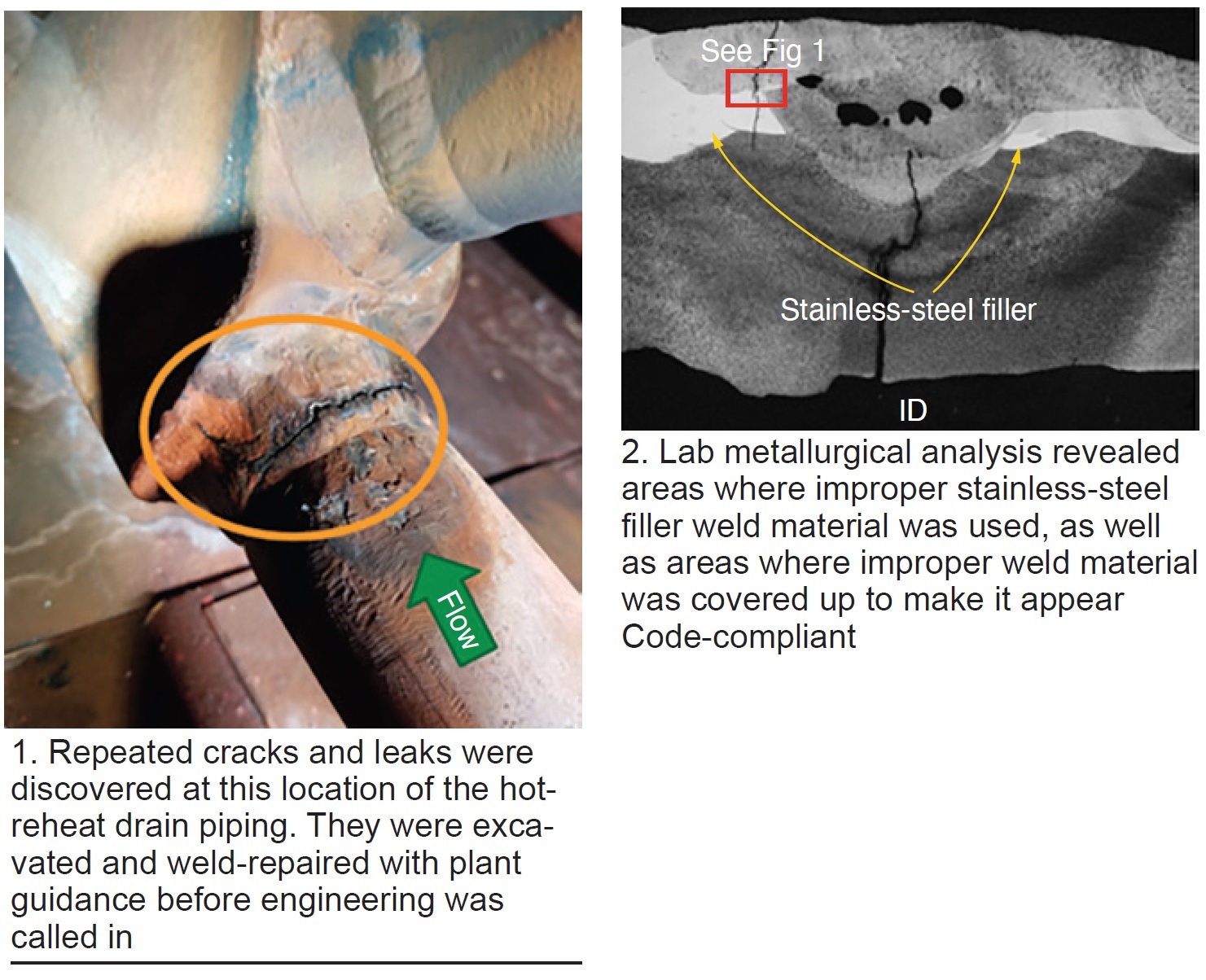
Then the plant replaced the wye-block, only to experience a “terrible crack” right through the weld within a year and a half of operation. Engineering finally was called in. Metallurgical analysis (Fig 4) revealed improper stainless-steel filler material in the field weld, probably from a welder grabbing the wrong filler rod during construction. Remnants of improper weld filler material used since construction seemed to explain the repeated leaks and how often they occurred.
During the post-preso discussion, HRSG Forum Co-chairman Bob Anderson re-iterated that best practice is to always take a sample to the lab for analysis when failures like this one occur. However, he added, such decisions that extend forced-outage durations rarely are taken unless senior management has agreed pre-failure that this is a best practice.
The Q&A was a veritable brainstorming session about other factors which could affect this type of cracking (for example, pipe movement and inadequate supports), ways to obtain additional data (for example, add thermocouples to measure transients), etc—so best to listen to Olszewski’s recording at https://HRSGforum.com. Some experts cautioned that the stainless-steel filler may not be the root cause of the crack.
 Most everyone knows that data mining permeates our work and personal lives, but it’s refreshing to see it laser-focused on a specific plant problem common to many combined cycles. Diederic Godin, senior manager, Mechanical and Optimization, at Capital Power, and Valve Doctor Ory Selzer, application engineering manager at IMI-CCI, tag-teamed, with Godin setting the context of the plant design and the failed component, while Selzer focused on analyzing the operating data and details of an improved component design.
Most everyone knows that data mining permeates our work and personal lives, but it’s refreshing to see it laser-focused on a specific plant problem common to many combined cycles. Diederic Godin, senior manager, Mechanical and Optimization, at Capital Power, and Valve Doctor Ory Selzer, application engineering manager at IMI-CCI, tag-teamed, with Godin setting the context of the plant design and the failed component, while Selzer focused on analyzing the operating data and details of an improved component design.
Capital Power acquired its Goreway plant in Ontario, in 2019, about a decade after it went commercial. The failure involved a two-stage, low-noise, hot-reheat (HRH) dump valve system to the air-cooled condenser (ACC)—including a 16 × 24 in. steam pressure-control valve with desuperheater, a 24 × 34 in. second-stage desuperheater, and a 34-in. low-noise resistor ahead of the ACC.
The end plate cap from the first-stage desuperheater also was found liberated, with no evidence in the process data that it was missing. The desuperheater thermal liner posed problems early in life, apparently, and was removed after only a few years of operation under the previous owners.
The external water manifold and nozzle housing are in one “spool.” Cracks were discovered at the nozzle housing to steam-pipe connections and in the manifold (Fig 5). Capital decided to replace the valve and desuperheater with an improved design. But once the upgraded outer pipe spool, nozzles, and manifold for a new desuperheater were purchased, internal erosion damage was discovered on the diffuser, so the upgraded design included a new diffuser. The final unit was being installed literally as Godin was making his presentation.
Selzer then turned to the root-cause analysis. IMI Insyt, with specialized data mining techniques, acquired four weeks of operating data in small intervals representing 28 startups across three units, or 25-million data points total. In other words, not an analysis you’d want to attempt using Excel spreadsheets. The startup data important to this component were then overlaid to detect patterns and anomalies.
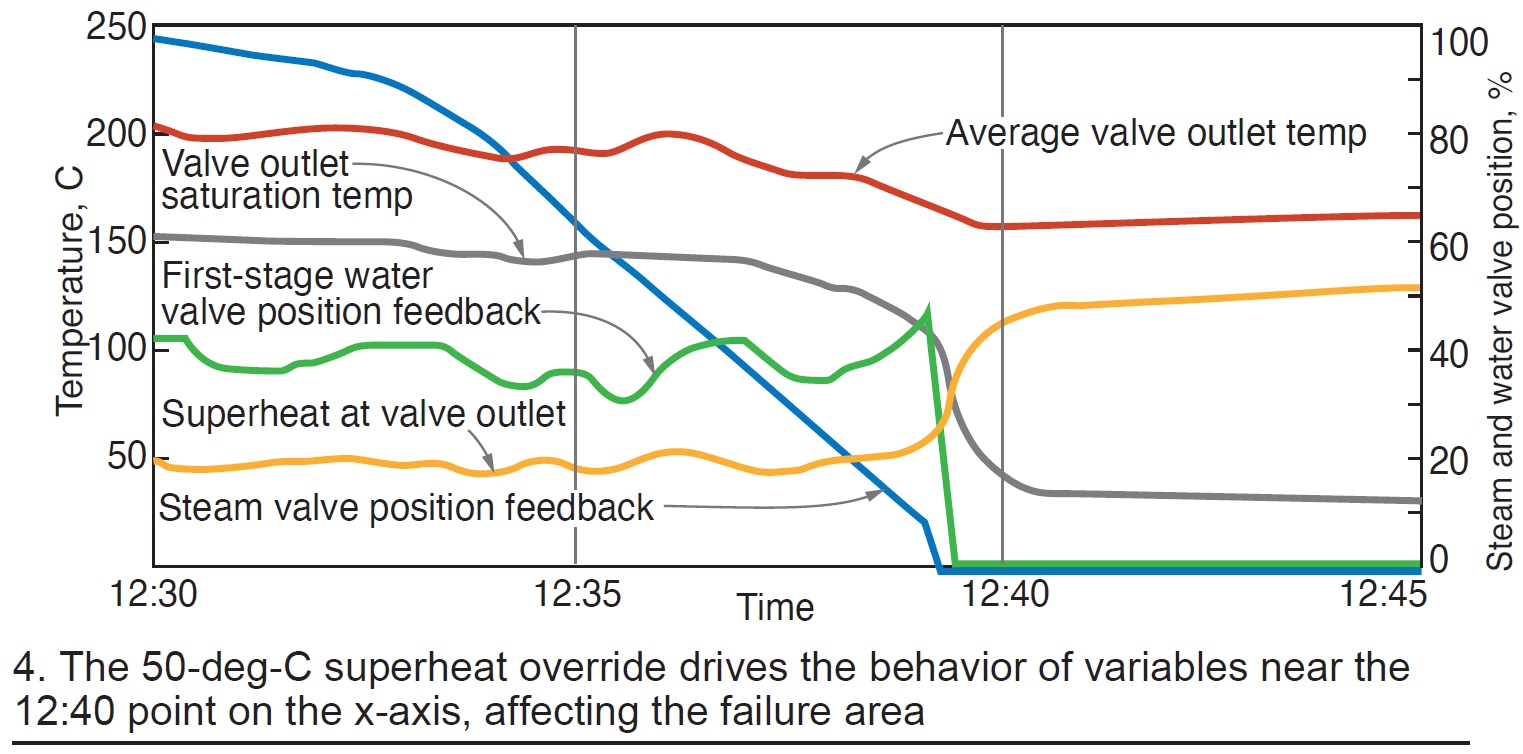
The “big catch” was a massive quench down to saturation taking place at the desuperheater first stage during each hot start after the bypass (dump) valve opens, a quench that should be taking place at the second stage. This was occurring because of a 500-deg-C minimum superheat override setpoint in the DCS logic (Fig 4). Several other “critical findings” also fell out of the analysis. But you’ll have to get them from the video tape at https://HRSGforum.com. They provide the hardware design modifications and control logic revisions.
Attendees wondered where the end cap was found (just upstream of the ACC) and whether there were any operating “symptoms” suggesting that it was missing (none). Another in the audience suggested that the plant should have seen a change in pressure drop when the end plate was lost. In response to another inquiry, Godin noted that a sample of the liberated end cap was not taken for analysis.
Barry Dooley, who shares moderating duties with Anderson for these forums, asked if the failed component was analyzed metallurgically and the answer was “no.” He then added that reheaters 1 and 2 are typically constructed of T23, one of the worst materials for exfoliation. Godin responded that he would “dig into this.”
Upcoming HRSG Events
 |
 |
 |


