

Editor’s note: Jeff Henry, Applied Thermal Coatings (ATC), and Jayaram Vattappilly, Hartford Steam Boiler (HSB), conducted a webinar Jan 24, 2024 on “Premature failures of formed tees [tee intersections] in high energy piping systems,” a topic introduced at the 2023 HRSG Forum.
Webinar highlights

Recently, there have been several premature pressure-part failures in both conventional and combined-cycle powerplants involving formed tees of various sizes that met the requirements of ASME B16.9. These failures have occurred in high-temperature steam systems where the specified material is Grade 22, 91, or 92.
Henry and Vattappilly explain the possible causes of the failures and outline a structured program to identify tee intersections that might be at risk.
For formed tees in the US alone, there have been multiple failures in multiple units. The Electric Power Research Institute (EPRI) estimates the number of tees potentially at risk to be in the thousands.
Watch the webinar to:
- Learn the history of ASME B16.9 tee failures involving material Grades 22, 91, and 92.
- Understand construction code requirements when using tees in a power boiler or in power piping systems.
- Review the details of a program designed to mitigate the risk of premature failure based on design, materials of construction, and operating conditions.
Note that EPRI has a program in place for this topic which was issued as an alert in 2023.
What is happening?
Henry leads off with premature failures of formed tees, stressing that we are looking at intersections designed and fabricated according to ASME B16.9 standards, Factory-made wrought steel buttwelding fittings.
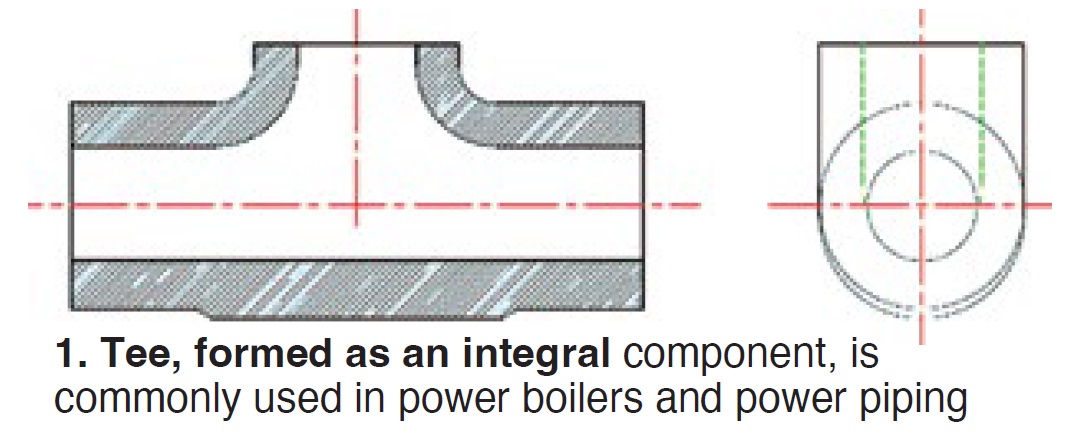
The webinar focuses on the branch-type configuration commonly used in power boilers and power piping. These are geometrically complex components (crotch, branch, etc). During manufacture, it is absolutely critical to keep geometry and thickness consistent (Fig 1).
A review of EPRI case-study data reveals 14 plants that experienced leaks in Grades 91 and 92 materials with operating hours between 39,000 and 78,000. A key issue is that expected life should be around 300,000 hours, or longer.
Case study
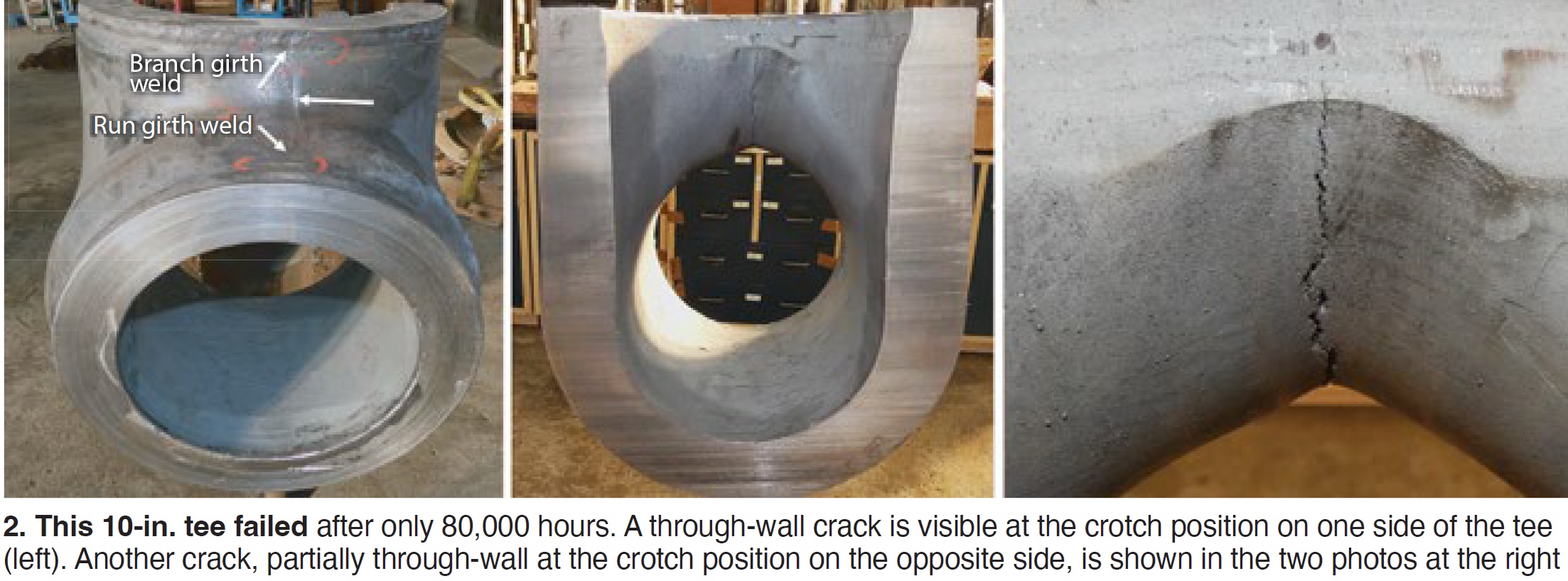
Attention turns to a failed 10-in. tee in a South Carolina coal-fired plant after 80,000 hours. This occurred at just over 25% of the expected life of a P91 tee.
Primary areas of damage are a through-wall crack at the crotch position and cracks at the toes of both the run and branch girth welds (Fig 2, left). The through-wall crack at the crotch position is ID-initiated. Cracks at the toes of both the run and branch girth welds are OD-initiated.
Henry stresses that the plant experienced similar damage in multiple tees on two units. Material specification for all was Grade 91.
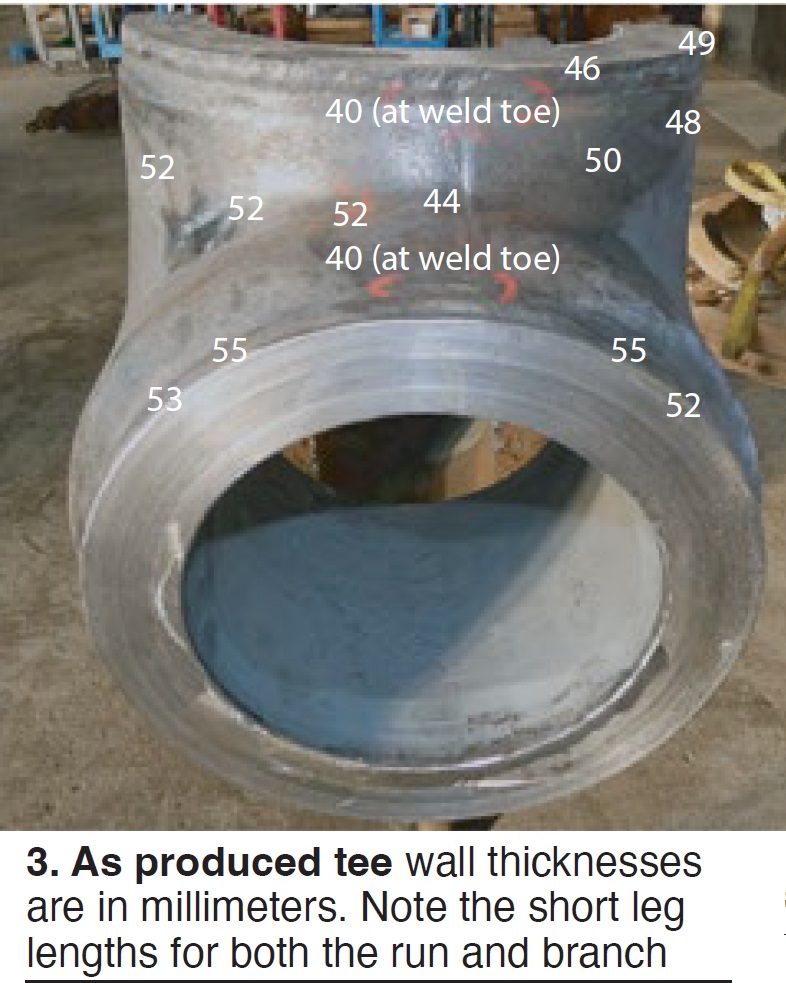
He then reviews details of the cracking on both the OD and ID surfaces, and specifics of damage profiles and crack development (Fig 2, right). He emphasizes wall thicknesses and notes the “short leg length” for both the runs and the branch.
Discussion then moves to chemical composition of the steel. The as-tested composition was not as specified, but neither was this the real problem. Henry explains that although composition was not the root cause, this does indicate a problem with quality control in manufacturing.
He also discusses minimum wall thickness according to Code. In this case, the center of the crotch position had the thinnest wall of the tee (Fig 3) and right at the specified minimum wall thickness of 44 mm according to B16.9.
Vattappilly then offers a detailed discussion on ASME Section 1, ASTM, and various specifications and rules.
He reiterates that in the case discussed, the primary damage mechanism is “creep-driven and creep-dominated damage in response to the operating conditions.” Vattappilly also states that the component was supplied by what is considered “one of the premier OEMs in the world.”
He explains, with examples, the stress intensification resulting from a hole (a/k/a opening) made in the pipe, and tells us why the stress pattern is important information.
In short runs, the stresses from an opening normalize (attenuate) as you move away from the opening. There is high stress as a result of the opening—so the run length is a critical factor. The stress pattern at the crotch/opening is important as well.
Vattappilly then reviews thickness and area calculations for a tee that failed, and offers a detailed discussion on Area Reinforcement Rules, ASME Section 1.
Knowing the risk
Henry next points out the benefits of assessing inherent weaknesses.
Investigations should verify dimensional measurements and geometry, chemical analysis, hardness profiles, and details of heat treatments—all focusing on creep resistance.
An effective assessment program should include:
- Wall-thickness measurements at multiple locations to define overall tee configuration, with emphasis on the crotch position.
- Chemical analysis by positive material identification (PMI) testing, or removal of material to obtain more accurate laboratory analysis.
- Hardness testing to verify processing condition.
- PT or MT of girth welds and crotch of tee.
- Volumetric inspection for cracking, focusing on the crotch position.
If damage is not found, tees should still be ranked based on relative risk.
If damage is found, repair options will be needed to assess operation until a replacement is available.


