


Steven C Stultz, Consulting Editor
The afternoon workshop on Day One of the HRSG Forum’s 2023 Conference and Vendor Fair, June 12 – 15, at the Renaissance Atlanta Waverly, focused on welding and metallurgy. It was a combined effort among Jeff Henry and Kevin Hayes, Applied Thermal Coatings, and Amy Sieben, Industrial Air Flow Dynamics (IAFD) and had the official title Powerplant materials, welding, and welding engineering support: What the industry-wide loss of expertise means for plant owners and operators.
Henry began with what a recent failure suggests about the state of our industry. It concerned the failure of a 10-in.-diam tee after 80,000 hours of service (Fig 6). The component, from a 635-MW coal-fired boiler producing steam at 3700 psig/1050F, suffered a through-wall crack at the crotch position on one side of the tee, and another partially through-wall crack on the other side, both ID-initiated.
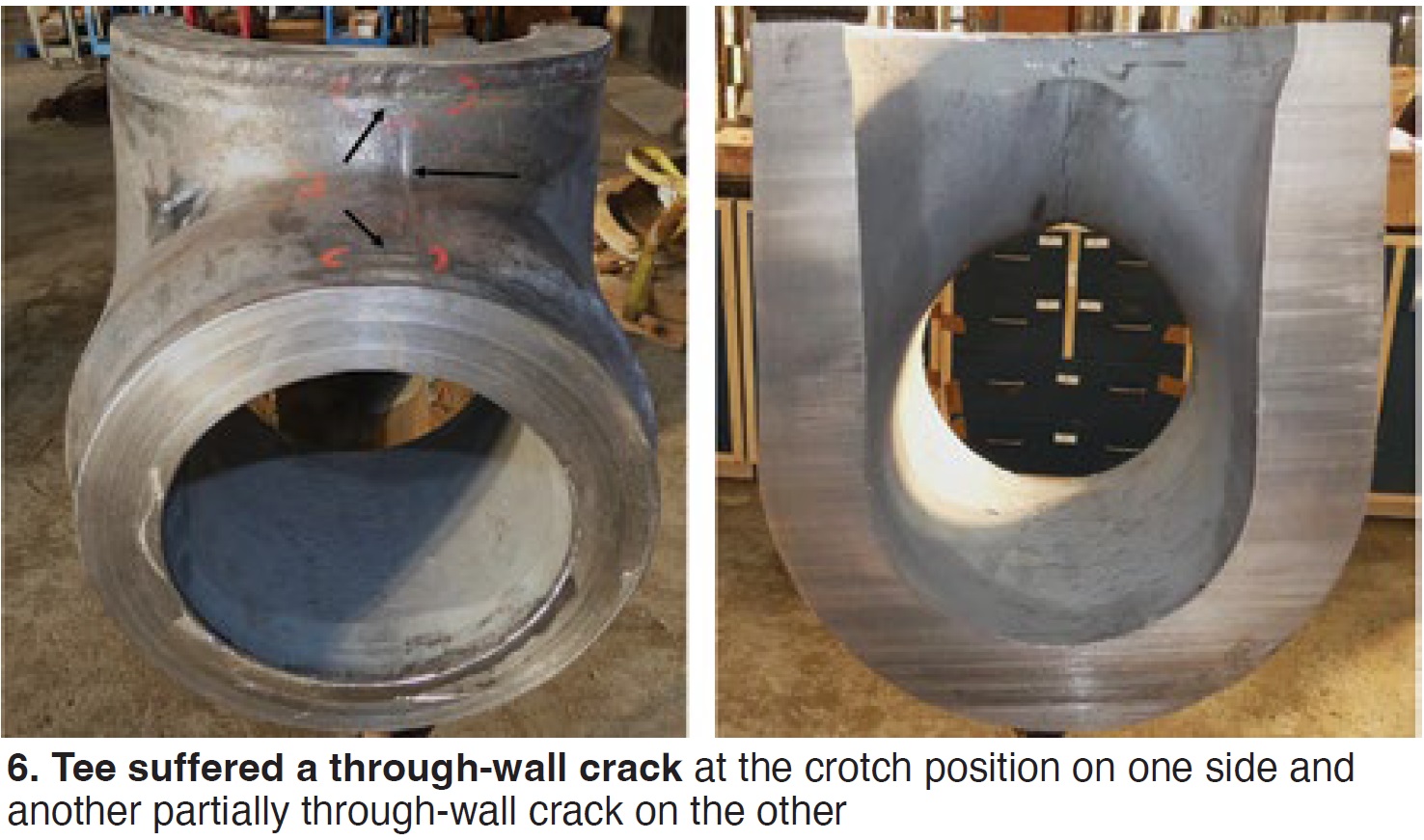
Also, cracks at the toe of both the run and branch girth welds were OD-initiated. Multiple tees on two other units suffered similar creep-related damage.
The material specified was Grade 91. Units were built “to Code,” but analysis found that the materials did not match the plant’s RFQ specifications, although they “came from a reputable OEM.”
Other materials discrepancies were found at the plant.
This is just one example of multiple tee failures in multiple units in the US, and “EPRI has estimated the number of tees potentially at risk could be in the thousands,” Henry said.
Historical perspective
Years ago, the US electric power industry was seen as a vital component of the economy. “To that end, the industry was regulated to control the risk to which utilities could be exposed and to provide a level of financial security that would encourage investment in the resources (people, equipment, etc) necessary to ensure an ample supply of power,” explained Henry.
This arrangement, he said, “benefited not only the utilities but also the companies that supplied the major plant components—including the steam generators and the turbine/generator equipment.”
OEMs became comprehensive service organizations capable of addressing all aspects including design, manufacturing, erection, commissioning, operations, and materials expertise. OEMs also provided detailed supplier oversight, and direct participation to ensure quality.
“With deregulation, the OEMs’ service capabilities were gradually dismantled,” he said.
Henry then reviewed the ASME Boiler & Pressure Vessel Code, stating that “from the beginning, the focus was on safety. Code was not intended as a design handbook or manual for best manufacturing practices. Design and manufacturing for efficiency and reliability were the OEM’s responsibility,” he explained. The OEMs also provided extensive support to, and participation on, the Code technical committees.
Henry further explained that the ASME Code is for new materials (that is, construction). Repair is in accordance with the National Board Inspection Code (NBIC) and the National Board of Boiler & Pressure Vessel Inspectors.
Today, plant operators are looking for assistance and are often left to choose from a “small pool of technical resources with more narrowly focused capabilities,” particularly regarding materials, welding, and welding engineering. University programs, he further suggested, are also becoming more specialized.
“Plant operators themselves are already stretched to the breaking point,” he added.
Pressure-part materials
Henry turned to a comprehensive overview of some of the more important metallurgy issues encountered in today’s powerplants. He focused on:
- Principles of ferrous metallurgy.
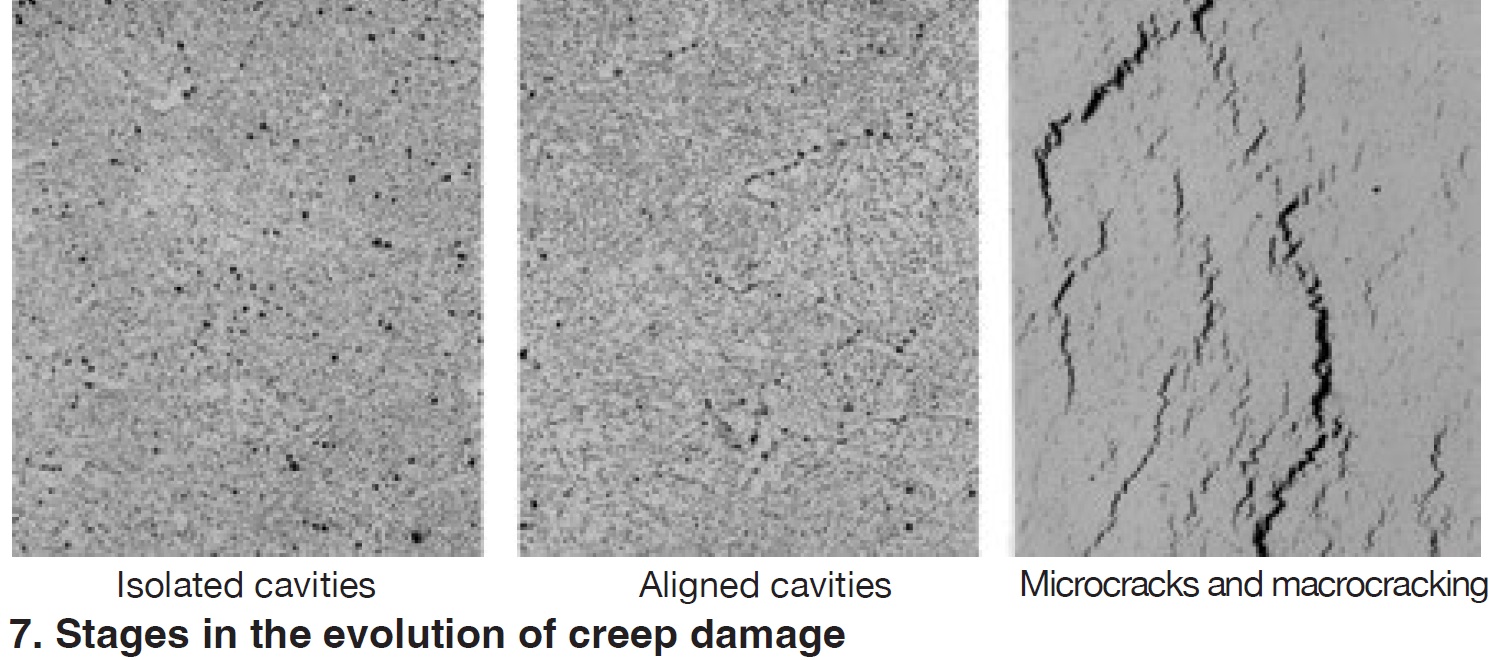
- Pressure-part life and creep (Fig 7).
- Creep damage in welds.
He entitled his presentation Pressure part materials—the basics, but it was quite detailed and comprehensive in the areas of ferrous metallurgy (crystal structures, etc), martensite/pearlite/bainite, microstructures and properties, defects (“all materials contain defects”), hardenability, alloying of steels, common pressure part materials (carbon/low-alloy/CSEF and austenitic stainless steels plus “unwanted but tolerated residual elements in the ore that came along for the ride,” pressure part life and creep, and the structure of welds.
This was all what he called “an overview of some of the more important materials issues faced by plants today.”
Kevin Hayes followed with a discussion on welding and welding engineering support, specifically What industry-wide loss of expertise means for plant owners and operators.
“There is currently a shortage of welders in the US, and the potential shortfall of welders needed by 2027 will be 360,000, according to workforce data provided by the American Welding Society. Potential negative effects of a reduced labor pool include the following:
- Increased potential for weld-related defects.
- Competition by employers for limited resources.
- Use of automation, resulting in less hands-on skilled welders.
- Potential impacts on outage schedules.
He offered an interesting sidebar caution: “Temporary repairs tend to become permanent.”
Hayes also had several suggestions on the path forward, stating that one competitive advantage will be to have multi-skilled team members (print reading, multiple welding and heat treatment processes, weld machine programming, multiple weld repair processes, etc).
“With the welding and welding engineering support shortage,” he said, “tomorrow’s team members will not be the same as the previous generation’s team members.”
Hayes then turned to detailed looks at potential welding defects, and the best methodology for executing an effective weld repair, including but not limited to:
- Understand the root cause of the damage or failure and base-material composition.
- “Sample, sample, sample”—boat samples, in-situ replication, visual and other testing.
- Evaluate previous repairs.
- Consider original design, fabrication, and current operating conditions.
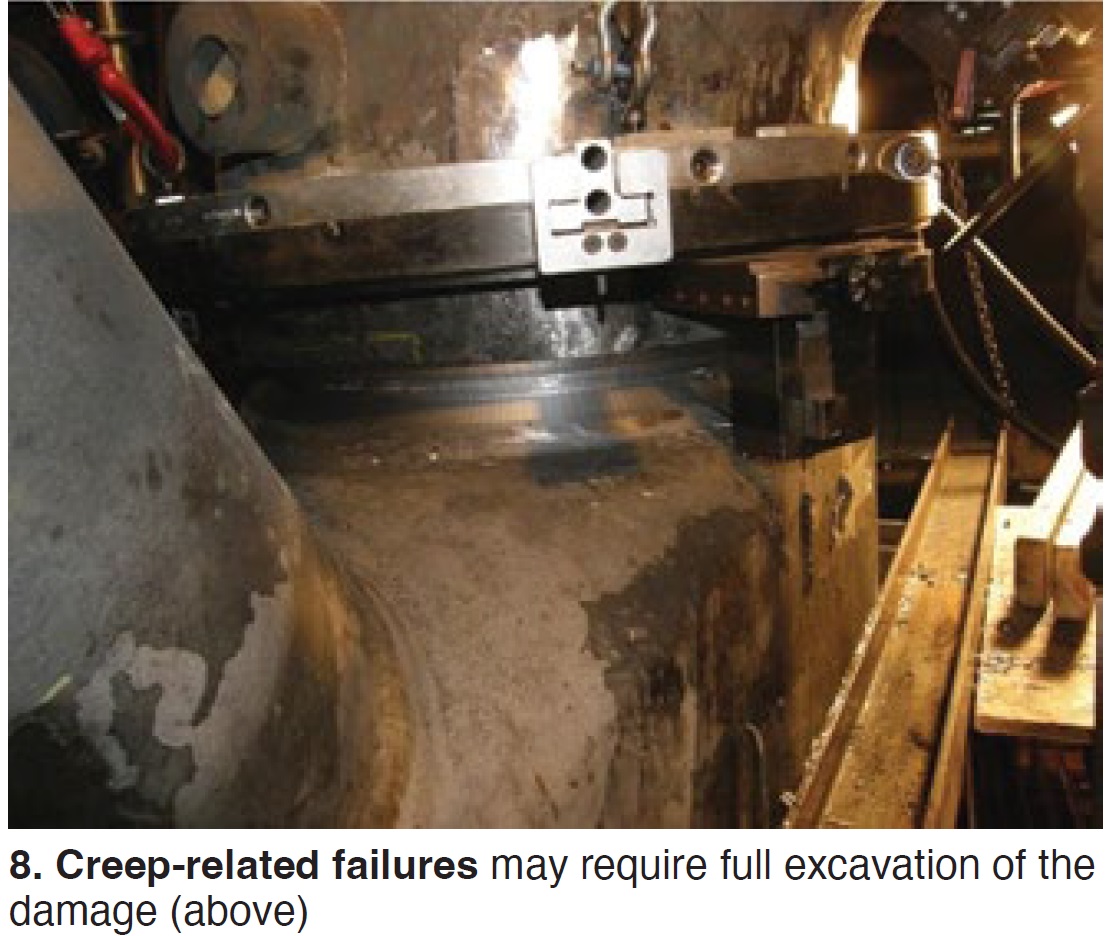
- Define the proper repair method, work scope, and resources required. Creep-related damage, for example, may require full excavation of damage (Fig 8).
- Execute the plan, then document what was performed and lessons learned.
Another key point: “Be prepared to expand the repair scope to address unexpected conditions.” And most important: “Verify personnel have received proper safety training.”
He then reviewed “NBIC Repair and Alterations, Part 3, Welding Method 6 and Supplement 8 Requirements.”
Pressure-part replacements
Amy Sieben followed with HRSG pressure-part replacements. Citing the age of many units today, she addressed the increasing need for component replacements.
Sieben listed the following as the primary common mechanisms for pressure-part failures:
- Flow-accelerated corrosion.
- Under-deposit corrosion.
- Fatigue cracking.
- Corrosion fatigue/chemical attack.
- Creep/fatigue interaction.
- Dew point corrosion.
This led to discussions on replacements versus chemical cleaning, and the opportunities for material upgrades.
Case studies offered interesting looks at access, trolley systems and lifting/turning frames (Fig 9). Many examples are shared in the presentation.

Other case studies were given on tube and header replacements, NDE and post-weld heat treatment, tube plugging and repair methods, types of tube-to-header welds and weld preparation, and tube restraints.
Sieben then reviewed “the other 10% of failures”—such as baffle/casing systems, desuperheaters and drains, duct liner and expansion joint failures, GT exhaust frames, blowdown piping, etc.
She ended with advanced NDE detection methods, removal and inspection, thermal imaging, radiography, and use of drones.



