

How to detect gas-turbine leaks offline

Challenge. Small leaks are a near certainty in any gasketed system subjected to numerous thermal cycles. Most leaks outside the gas-turbine compartment generally are easy to identify on site walk-downs when the plant is operating. However, entry into the compartment with the gas turbine in service usually is either prohibited or restricted. The challenge facing many O&M technicians: How do you identify GT leaks offline?
Without obvious physical “clues” these leaks can go undetected indefinitely or until they progress further and endanger reliability, heat rate, or unit safety. In the past, several methods have been used to find leaks. “Rag on a stick or pipe” is a classic, as are foil-wrapped flanges; the latter being recommended by various OEMs and fairly effective in practice.
 The latest models of hydrocarbon imaging cameras can be useful for identifying natural-gas leaks. But when the gas turbine is operating, excessive compartment turbulence from ventilation fans makes pinpointing a gas leak difficult, if not impossible. Also, these cameras provide no helpful identification of 7FA compressor extraction system leaks common in the ninth- and 13th-stage piping. Given the amount of energy required to drive the compressor these leaks are low hanging fruit for any operating company trying to reach peak unit performance.
The latest models of hydrocarbon imaging cameras can be useful for identifying natural-gas leaks. But when the gas turbine is operating, excessive compartment turbulence from ventilation fans makes pinpointing a gas leak difficult, if not impossible. Also, these cameras provide no helpful identification of 7FA compressor extraction system leaks common in the ninth- and 13th-stage piping. Given the amount of energy required to drive the compressor these leaks are low hanging fruit for any operating company trying to reach peak unit performance.
Solution. Plant personnel now conduct system inspections with an ultrasonic leak detector, a UE Ultraprobe® 3000 (Fig 1), with the gas turbine in “crank” mode—at or near 847 rpm for a 7FA. There is ample compressor discharge pressure (CDP), back-fed from gas nozzles and diffusion-air and atomizing-air connections, to verify the integrity of all gas pigtails, flanges, and tubing—even gas-control-valve flanges and packing. Plus, the ninth- and 13th-stage extractions, second- and third-stage nozzle cooling, and piping flanges for the inlet-bleed-heat system as well.
Technicians can use this ultrasonic system with the turbine online (in a pinch), but they cannot recommend it in practice. Specific leaks could not be properly identified because getting close enough to any suspected issue was either impossible or too hazardous. There are several safety issues associated with locating leaks online and the practice is believed an unnecessary risk best avoided–especially considering how easy it is to find leaks offline.
The following are some examples of leaks caught during a recent onsite audit:
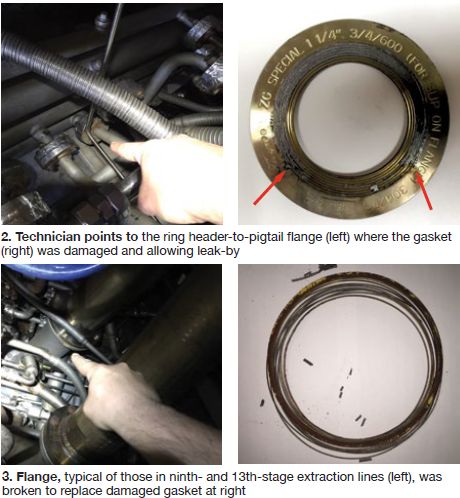
- Fig 2 shows a PM1 ring header-to-pigtail flange gasket failure on Can 14. The failure was at the bottom of the flange, facing the turbine. Because of its location, the leak couldn’t be seen. The foil wrap was blown out on the bottom but you could not see this from the top.
- Also, escaping natural gas was not visible to hydrocarbon imaging because of the amount of air turbulence in the compartment. The hazardous gas detectors identified a small leak; however, this slowly decreased as the unit came to operating temperature—a very typical scenario. This leak was located, offline, within 10 minutes using the above “acoustic sweep” protocol.
- Fig 3 illustrates a flange leak and gasket condition typically associated with the ninth- and 13th-stage extraction lines. This surely had a negative effect on unit performance. Though the drop in CDP can be difficult to calculate, it remains an easy improvement for unit performance.
Results. The plant has drastically reduced the number of small leaks that typically would have gone undetected. The number of man-hours spent looking for these leaks has been greatly reduced as well. Audits are conducted prior to a water wash, if unit forced cooling is required, or even during the offline water wash process, as appropriate, to avoid the need for additional maintenance outages.
Project participants:
Shaun Lynch, operations technician III
Marcus Kniffin, operations technician II
Mike Sivick, maintenance team leader
Dan Leone, operations team leader
Plant Rowan
Owned by Southern Company
Operated by Southern Power
985-MW, gas-fired, 2 × 1 combined cycle plus three units in simple-cycle service, located in Salisbury, NC
Plant manager: Chris Lane
