

Imagine never having to change your oil again, not in your car, but in your combined cycle’s gas turbine (GT). Dr Matthew Hobbs, EPT Clean Oil, Calgary, Alberta, Canada, invites you to “rethink” how you treat your lube oil, first by focusing the treatment system on soluble varnish, and second, by adding ion charge bonding (ICB) ion exchange resins to continuously remove that soluble varnish.
In a webinar on March 9, “Eliminating varnish-related failures through lubricant chemistry management,” Hobbs asserted that use of ICBs essentially can avoid five to 10 oil change-outs over the life of a typical baseload GT, converting lube oil into an asset.
Doing so can save a bank vault’s worth of money (estimates available in the presentation), mostly by avoiding up to 24 hours of annual downtime attributed to poor lube-chemistry management. Varnish is responsible for more GT downtime than any other factor, claimed Hobbs.
Use of ICBs can also lower the carbon footprint of the machine. Hobbs stated that lubricant manufacturing is the most energy intensive sub-process in an oil refinery. If you put a value on that avoided carbon, the savings are even greater.
 On the cost side, Hobbs, in responding to a separate communication following the webinar, reported that the cost of ownership of ICB would be around $6750/year (capital + consumables) over a 20-year life of a single 7F machine.
On the cost side, Hobbs, in responding to a separate communication following the webinar, reported that the cost of ownership of ICB would be around $6750/year (capital + consumables) over a 20-year life of a single 7F machine.
Most of Hobbs’ comments addressed deficiencies in current/typical lube-oil chemistry practice. “Today’s maintenance programs are as outdated as the pay phone,” he mused. Most of the deficiencies center on soluble varnish, tagged as the root cause of varnish issues, such as the following:
- End users tend to rely on third-party labs for testing, which often don’t test for varnish.
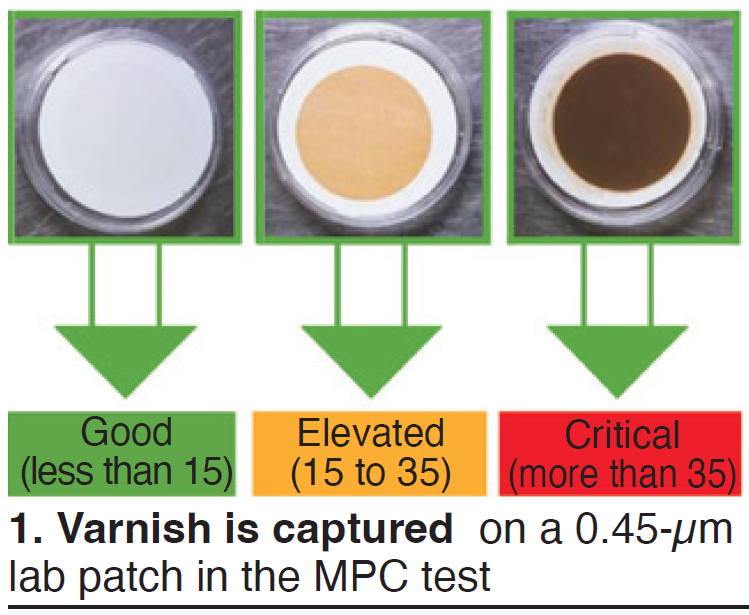
- Labs typically do not correctly run the all-important “membrane patch colorimetry” test (MPC, ASTM D7843): Samples must be heated for 24 hours and incubated for 72 hours to consistently detect soluble and insoluble varnish and establish an apples-to-apples comparison (Fig 1). Labs should report the hold times, in addition to the color intensity (ΔE) result.
- Cleaners/solubilizers change the form of varnish but don’t remove it; filters, while essential to remove other impurities, only remove insoluble varnish.
Engineered ICB ion exchange resins are thus the best option, according to Hobbs. Because oil-breakdown products are more attracted to the resin than to metallic component surfaces, these systems remove soluble varnish, which in turn reduces insoluble varnish, in a “positive feedback loop.” The amount of soluble varnish in the oil is dependent on operating temperature. Constant recirculation through ICB resins keeps the oil below the varnish saturation state.
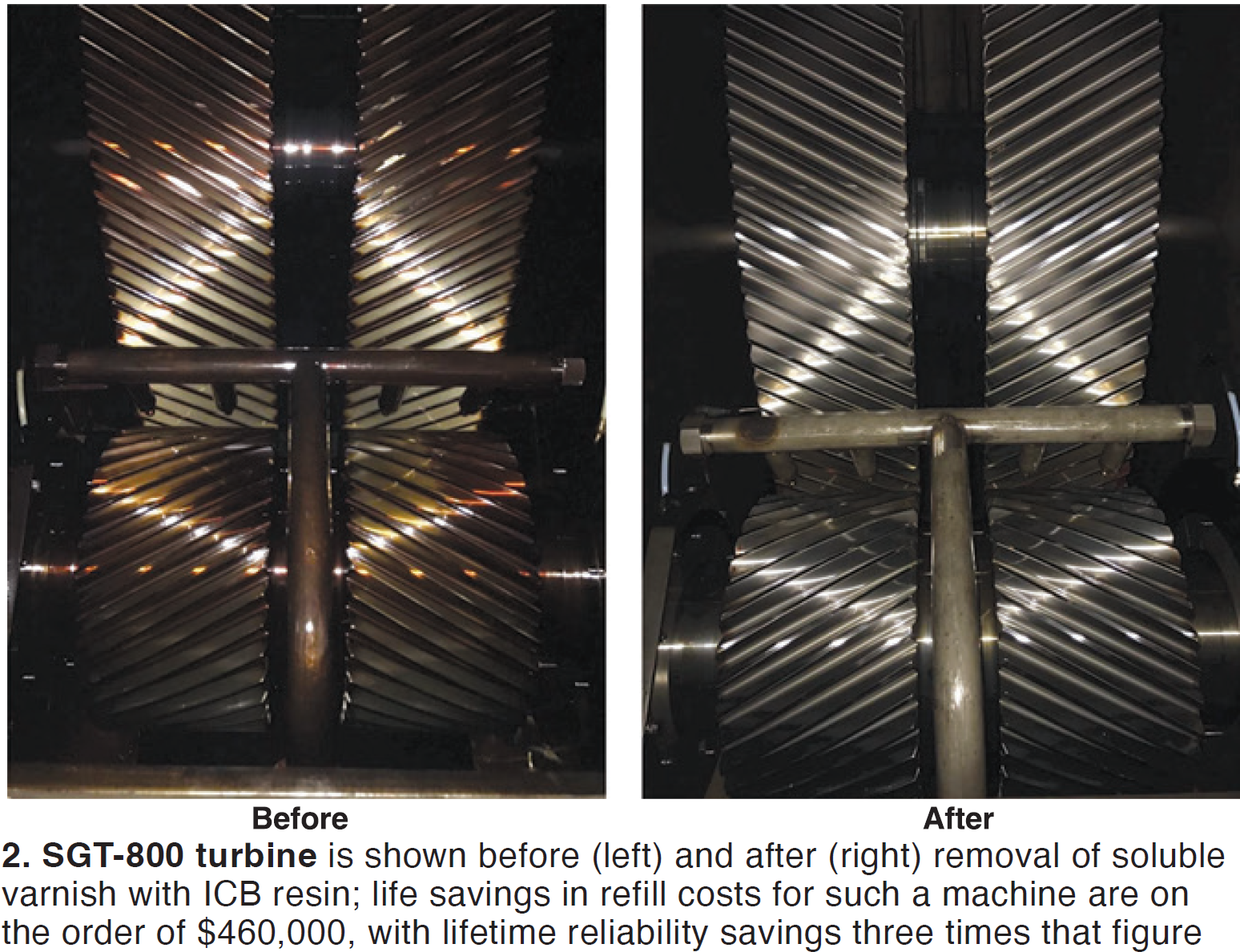
The presentation, available at https://www.ccj-online.com/ept-webinar/, includes some dramatic video of varnish saturation changes with temperature and photos of MBC tests as well as varnished and unvarnished components (Fig 2).
During the Q&A, Hobbs noted the following:
- He favors the rotating pressure vessel oxidation test (RPVOT, ASTM D2272) as a monitoring tool, but it does not substitute for the MPC test.
- Regeneration of resin is very energy intensive and generally not worth the time or money: Only about five to 13 lb of resin is used over the life of a machine.
- Design of the ICB ion exchange resin system, especially resin selection, must be tailored to the user’s needs and type of lubricant.
- One user Hobbs is familiar with had varnish issues in his machine even when the MPC level was as low as 9. Note that below 15 is considered “acceptable,” 15-35 elevated, and more than 35 critical.
View the presentation in its entirety below.


