





















ACC fan-blade pitch optimization
Best Practices Award

Central de Ciclo Combinado Saltillo
Owned by Falcon Group
Operated by Comego SA de CV
250-MW, gas-fired, 1 x 1 combined cycle located in Saltillo, Coahuila, México
Plant manager: René Villafuerte
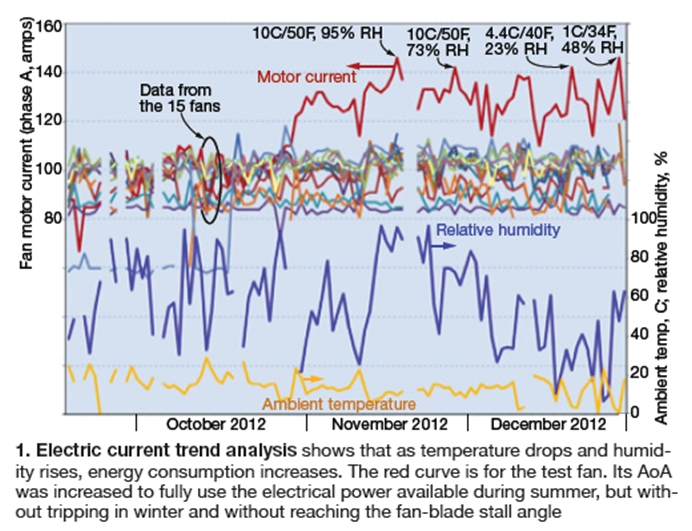 Challenge. Critical to success in the operation of air-cooled condensers (ACCs) is maximizing the air flow through each fan. Air flow varies with (1) fan-blade pitch—a/k/a angle of attack, which is generally fixed and cumbersome to adjust—and (2) ambient conditions: temperature, relative humidity, and sometimes wind speed below the ACC. It’s important for operators to avoid tripping the fan motors on current overload during adverse weather conditions (low temperature and high humidity).
Challenge. Critical to success in the operation of air-cooled condensers (ACCs) is maximizing the air flow through each fan. Air flow varies with (1) fan-blade pitch—a/k/a angle of attack, which is generally fixed and cumbersome to adjust—and (2) ambient conditions: temperature, relative humidity, and sometimes wind speed below the ACC. It’s important for operators to avoid tripping the fan motors on current overload during adverse weather conditions (low temperature and high humidity).
Normally, air flow is calculated using a heat balance with inlet and outlet air temperature (taken manually), and the air speed after the fans using a portable anemometer. However, these data are neither easy to obtain nor entirely reliable for making fan-blade adjustments, because of instrument limits.
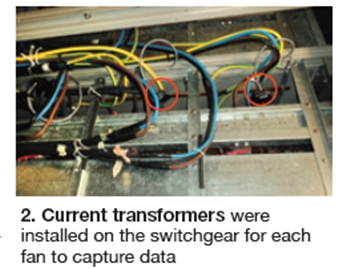
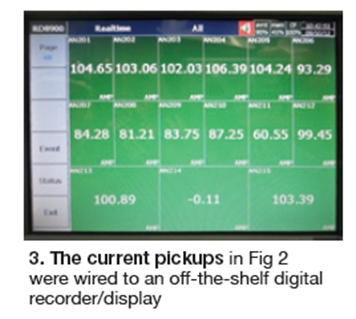
Solution. To operate at maximum air flow, it is necessary to maximize motor current (that is, maximize the torque ultimately applied to the fan—while staying below the stalling fan pitch (Fig 1). Thus it’s beneficial to have an electrical consumption reference, at the lowest possible cost. Current pickups (transformer donuts) were installed on the switchgear for each ACC fan (Fig 2) and wired to an off-the-shelf digital recorder/display (Fig 3). With those simple devices, the following action plan was made possible:
• Record data daily and correlate electric-current values with weather conditions (ambient temperature and relative humidity).
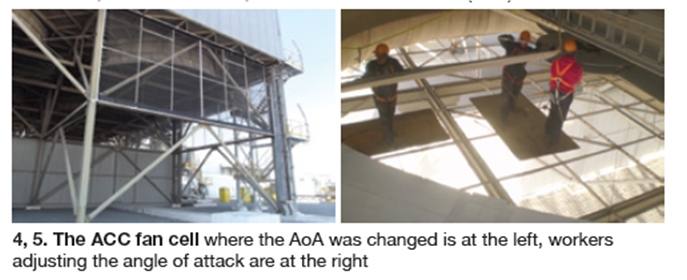
• Adjust the angle of attack (AoA) of fan blades to check air flow versus electric current (Figs 4, 5).
• Use the data during winter, when the air density is highest and the worst conditions are present (100% RH and 32F), to maximize the AoA for each fan to just below trip value for the most challenging ambient conditions.
Results. The adjusted fans, after AoA increase, show significant increase in air flow and electric current, while working slightly under the trip setting at the highest air-density conditions. The benefit of this analysis: During summer, when air density is low, the fans will be working at maximum air flow—therefore, at maximum ACC condensing capability, without the need to change the AoA setting between summer and winter conditions.
Project participants:
Gerardo Rasgado, I&C engineer (in memoriam)
Mario Gonzalez, electrical engineer
Gas-turbine-inlet air filtration improvement
Challenge. Since the beginning of Saltillo operations, the dust in the plant’s desert environment has been one of the main issues affecting the gas-turbine inlet, made worse by the extremely fine dust from a neighboring cement manufacturing facility. The operational lifetime of the inlet air filters was extremely short (four to six months). A unit shutdown was required for replacement, with the associated economic downside.

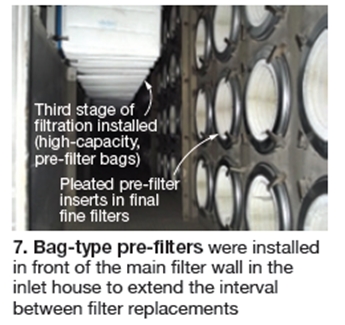
Solution. In order to catch most of the dust particles ahead of the pleated fine pre-filters, a third filtration stage was installed inside the existing filter house, in front of the main filter wall. It involved constructing an economical 2 x 2-ft and 1 x 2-ft lattice framework with steel angle, and using standard-size frame filter bags, which offer a very large filtration surface and dust holding capacity (Fig 7).After several studies, the pre-filter insert for the fine-filter cans was changed from an open fabric depth filter to a pleated fine-surface product (Fig 6). The latter had much more surface, increasing both filtration efficiency and the life of the final fine filter. Despite those changes, the period to replace final fine filters was still about six months, and the pleated pre-filters required up to four changes per year—quite an expense.
 Also, an additional differential-pressure gage was installed. The end result is a three-stage filtration system, using a very-high-area fine pre-filter (bags), then the pleated pre-filter inserts inside the final fine-filter cans.
Also, an additional differential-pressure gage was installed. The end result is a three-stage filtration system, using a very-high-area fine pre-filter (bags), then the pleated pre-filter inserts inside the final fine-filter cans.
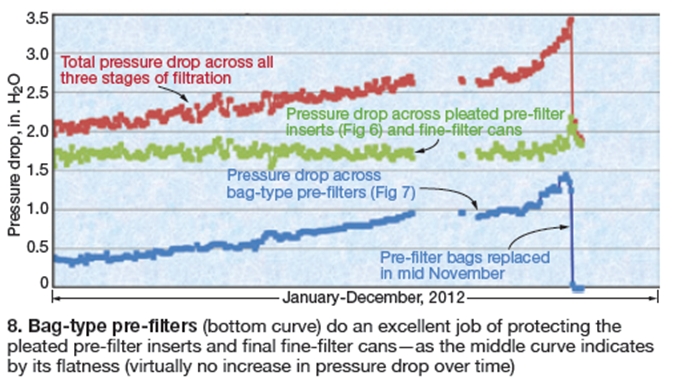
Results. The three filtration stages were installed at the last outage, and the filter bags were removed eleven months later—with minimum fouling of the pleated pre-filters and final fine filters—thus increasing the operational lifetime of GT inlet to a year, the standard time between outages, and eliminating the need for a mini-outage because of high differential pressure (Fig 8).
Project participants:
Roberto Hernandez, maintenance manager
Lamberto Ortega, mechanical engineer
Fuel-oil recirculation arrangement saves money, mitigates spill risk
 Challenge.During fuel-oil re-commissioning, one of the main activities is flushing of lines using the full flow of the main fuel pump to eliminate debris to prevent debris accumulation. However, such flushing involved sending “dirty” fuel oil (which has minimal contamination) to a tanker truck for later disposal. The economic impact and environmental liability attached to this operation are extremely high.
Challenge.During fuel-oil re-commissioning, one of the main activities is flushing of lines using the full flow of the main fuel pump to eliminate debris to prevent debris accumulation. However, such flushing involved sending “dirty” fuel oil (which has minimal contamination) to a tanker truck for later disposal. The economic impact and environmental liability attached to this operation are extremely high.
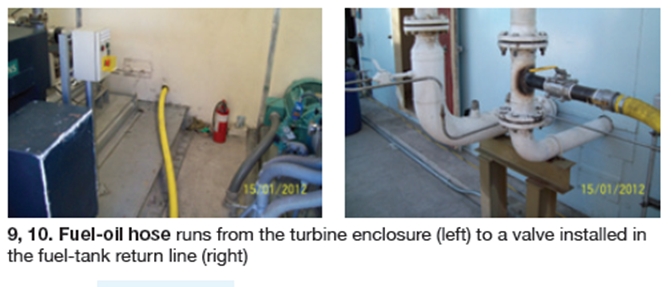
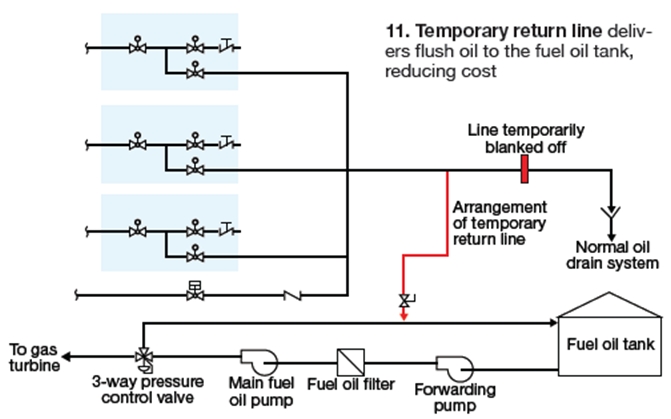
Solution. Instead of sending flush oil to drain, an OEM-validated temporary system was installed using a special hose to send that fuel to the return line after the 3-way pressure-control valve (Figs 9-11).Challenge. During fuel-oil re-commissioning, one of the main activities is flushing of lines using the full flow of the main fuel pump to eliminate debris to prevent debris accumulation. However, such flushing involved sending “dirty” fuel oil (which has minimal contamination) to a tanker truck for later disposal. The economic impact and environmental liability attached to this operation are extremely high.
Results. Fuel oil flushing was performed within the required time, with full fuel flow, ensuring pipe cleanliness and debris removal—leading to a successful fuel-oil start.
Project participants:
Juan Diaz, operations manager
Guillermo Rivera, shift engineer