

By Cesar Moreno, HRST Inc
Connect with Cesar on LinkedIn
Gr 91 material is named after its main components: 9% Cr and 1% Mo-V. It was developed in the late 1970s, with the focus of its use in the nuclear power industry. The material is part of the Creep Strength Enhanced Ferritic (CSEF) steels group, which includes its predecessor, Gr 9. One of the main factors supporting the creep resistance of CSEF materials is their microstructure. This is why it is critical to maintain proper fabrication procedures to obtain the full capabilities of the material.
Shortly after its development, Gr 91 material soared in popularity. It offered many significant benefits—including reduced minimum wall thickness (up to about 40%) for the same creep life as traditional boiler steels. In addition to the reduction in MWT, Gr 91 boasts up to a 12-fold increase in fatigue life. Additionally, it has about an 18% lower coefficient of thermal expansion than Gr 22, making it especially attractive for applications in cycling units that frequently experience transient conditions.
As the industry continued to develop, and new equipment required more demanding operating conditions, the market for Gr 91 grew quickly. This encouraged the mass production of Gr 91 material which often led to producers maintaining only the minimum requirements in the chemical composition and fabrication process.
Some of the cost-saving measures applied in production—such as lean chemical composition, application of minimum guidelines for heat-treatment cycles, and varying production processes (strand casting versus ingot)—lead to measurable variations in the final compositions of different heats. The combination of these variables is detrimental to the final characteristics of the material.
Given the wide use of Gr 91 material in the industry and the vast amount of data collected over several decades of in-service applications, there is now information available to provide more accurate results for design limitations and life expectancy of the material.
Predicting creep life for Gr 91 generally has a high degree of uncertainty and extrapolating from (relatively) short tests is not reliable. The availability of long-term data (over 30,000 hours in operation) allows for more realistic estimates of the material’s life.
In the 2021 revision of the ASME Boiler and Pressure Vessel Code, the allowable stress values (ASVs) for designs using Grade 91 materials were reduced. This decision was based on a combination of factors, but seemingly driven primarily by the significant differences in the material’s capabilities when produced under ideal production conditions versus those produced following the absolute minimum requirements.
The material is now classified in two categories, Type I and Type II, differentiated by their chemical composition. Type II Gr 91 has the stricter requirements of the two, producing a higher-quality material which more closely resembles the composition used during the original development and testing.
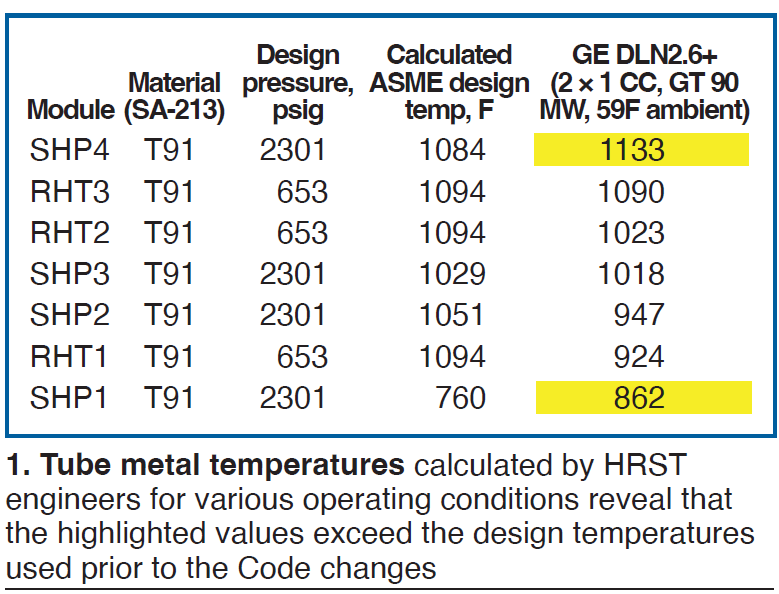
The reduction of ASVs has a direct impact in HRSG design considerations. At a typical operating condition with a tube metal temperature (TMT) of 1100F, the new ASVs for Type I and Type II materials see a reduction of 15.5% and 11.6% respectively. This directly results in a higher MWT requirement for the same operating temperature; conversely, it reduces the allowable TMT for existing designs.
In addition, there are many other industry changes that add to the considerations of the Code change. Many plants have implemented GT upgrades which often create more demanding conditions for the HRSG. Operating profile changes, especially more frequent operation at lower loads also have a significant impact on the expected life of systems using Gr 91 material. Other issues such as non-uniform flow distribution in the burner duct area, increased firing temperature, missing baffles that create bypass lanes, and internal oxide growth can exacerbate the problem.
Most HRSG designs employ Gr 91 material near its limits, which creates a situation where a small increase (15 to 20 deg F) in TMT could have a drastic reduction in the expected life of the material (Figs 2 and 3).
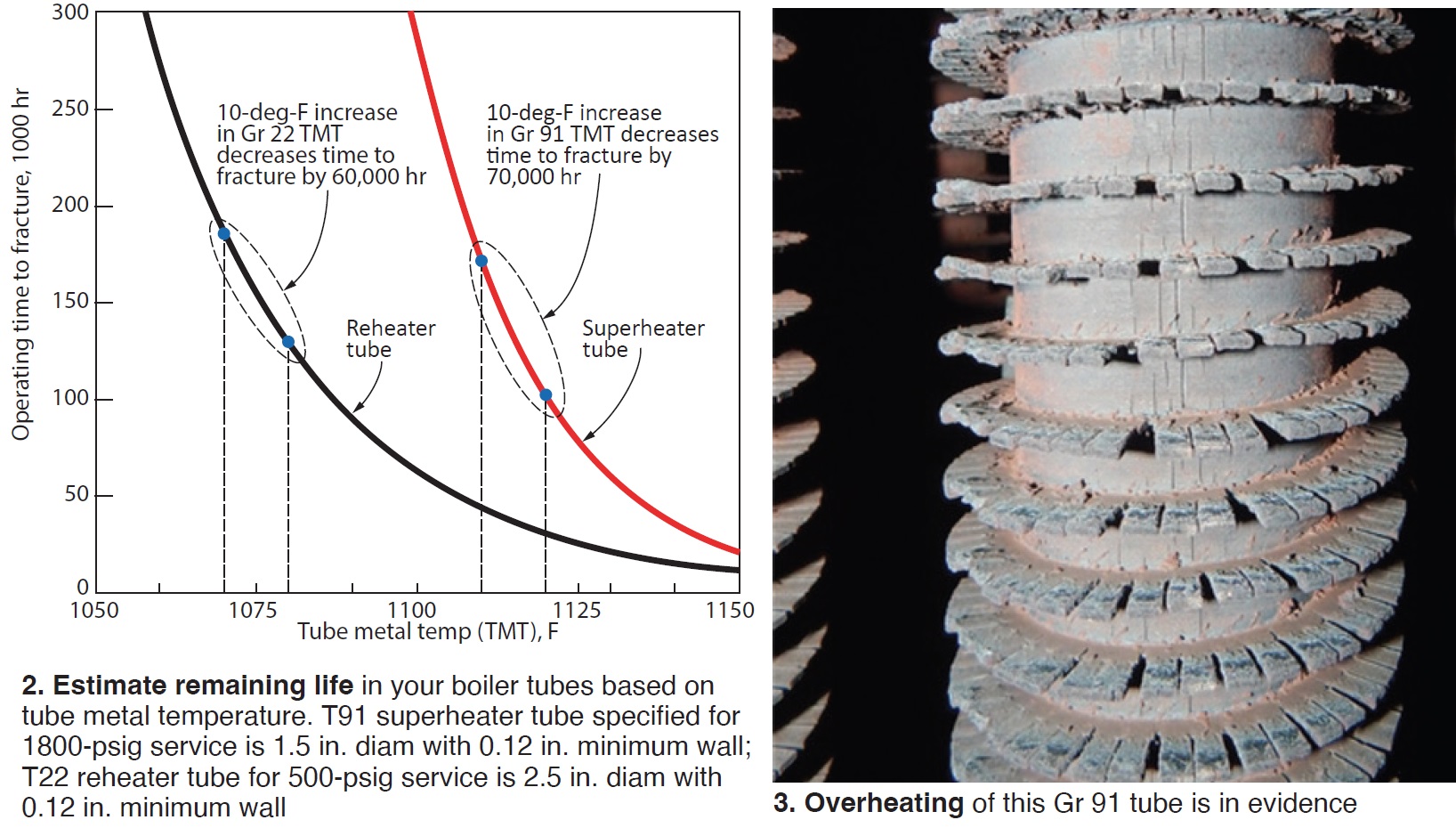
HRST has performed analyses of specific cases using the Larson-Miller Parameter (LMP) for creep-life approximation and found up to a 40% reduction in expected operating hours for an 11-deg-F TMT increase. Given the possibility for these types of situations, consider putting steps in place to evaluate the current condition of your Gr 91 systems.
ASME B31.1 provides requirements for monitoring the condition of external high-energy piping (HEP), also commonly referred to as covered piping systems, or CPS. Inside the HRSG, the design limits should be reviewed using the new ASVs to determine if there are any concerns. Following this review, if the values are not ideal, the evaluation can be repeated using the actual operating conditions of the plant.
Once this has been done a condition assessment can be developed. It should include an individual assessment of each system, stress analysis for the concerning areas, and NDE. Finally, if problems are identified during the assessment, they can be used to determine specific locations of high risk. Destructive assessment can be performed for the material to determine its chemical composition and heat-specific strength, which would help guide the appropriate actions to take at that point.


