

Ever stop to think about what’s going on with your HRSG’s steam drums, out of sight for the most part and all wrapped up in insulation? Even if you were to hike up to the drum level what could you see?
Next question: How many people at your plant really think about the boiler? Their primary focus is at ground level, on the gas turbine/generators. The O&M team knows a great deal about the GTs given inspections every six months or so and the diagnostic instrumentation typically installed. Lifecycle data are tracked continuously.
How are you tracking the condition of your HRSG and its remaining life? Anything much more than looking for steam/water leaks and monitoring drum level and steam pressure/temperature, and an occasional inspection? At many plants, probably not.
That’s why the Combined Cycle Users Group (CCUG) steering committee invited HRST Inc’s Lester Stanley to talk about steam drums and their care at the organization’s 2017 conference in Phoenix at the end of August. He has been inspecting boilers of all types his entire professional career and likely crawls through more drums in a given year than the overwhelming majority of users do in a lifetime.
 These thick-walled steel behemoths may seem indestructible, but they are very susceptible to life-threatening cracking and other problems when not properly operated and maintained. Stanley encouraged users to pay close attention to OEM-recommended warmup and cooldown procedures, closely monitor ramp rates, conduct regular inspections, and pay prompt attention to repairs suggested by experts.
These thick-walled steel behemoths may seem indestructible, but they are very susceptible to life-threatening cracking and other problems when not properly operated and maintained. Stanley encouraged users to pay close attention to OEM-recommended warmup and cooldown procedures, closely monitor ramp rates, conduct regular inspections, and pay prompt attention to repairs suggested by experts.
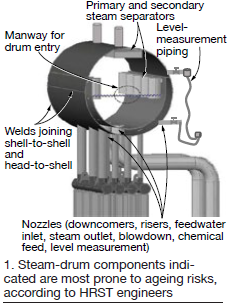
He began his presentation, available to users online, with a quick primer on steam drums, their function, and refresher illustrations, and a list of five important drum components (Fig 1). Then he identified the five issues he would speak to:
-
-
- Steam-purity degradation.
- Drum-level-measurement piping condition.
- Nozzle weld cracking.
- Shell weld cracking.
- Manway sealing reliability.
-
“Steam-drum performance and steam purity were probably carefully tested at commissioning,” Stanley said. But in the second half of life, “age is affecting the mechanical condition of the drum internals.” This can result in excessive water carryover. Specifically:
-
-
- Primary and secondary separators get fouled with rust.
- Fouling occurs in the final separators, increasing velocity and impairing moisture separation.
- Gaps appear in the final separators, allowing wet steam to pass through.
- Separator housing and supports fail from stress and also allow wet-steam bypass.
- Errors occur in drum-level sensing, leading to higher water levels and less volumetric space for moisture to drop out; this is usually caused by level-transmitter calibration/compensation.
-
Detecting these problems is best done through more frequent saturated steam sampling, and even continuous on-line monitoring.
The condition of drum-level piping is critical for accurate level sensing. Age-related risks include plugging of sensing lines with debris and corrosion of the small-diameter piping. The latter risk grows with increased downtime. Removable insulation blankets exacerbate rainwater ingress. Solutions are to inspect under insulation more frequently and consider use of removable insulation with better protection against rainwater.
The focus for nozzle and shell weld cracking is the high-pressure (HP) drum but all steam drums should be inspected, Stanley urged. Although the intermediate-pressure (IP) drum is the least susceptible to weld cracks, it’s easy to include it in the inspection program for the HP and LP so you “sleep better at night.”
On/off cycling drives weld cracks in the HP drum. This causes temperature differentials between the shell and its nozzles because the drum pressure cycles across a wide range, such as from 0 to 400 psig. Problem is, there are numerous thick nozzles and shell welds in an HP drum. In the LP drum, internal pitting, leading to cracks, is the notable threat.
Stanley then spent considerable time reviewing several relevant inspection techniques and offered suggestions for how to prepare for and set up an inspection program. Perhaps the overriding message was, don’t try this at home; in other words, retain an experienced, qualified crew.
Manway reliability was Stanley’s final topic. The ageing risk is the deterioration of the gasket sealing surface over time from cleaning and removing old gasket material, impurities in water residue, gouging from steam cutting or closing damage, and corrosion during downtime. The gasket sealing surface has to be smooth but not “polished” smooth, and there’s more precision necessary in the serrations (like an album surface) than you might think.
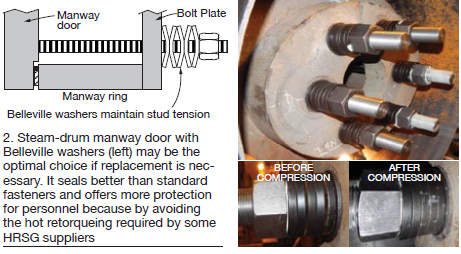
There are a few specialists with the proper tools to re-machine the sealing surface, but sometimes replacing the door may be the best option. This allows you to ease the problems associated with achieving the minimum sealing stress for various types of gaskets. The proper seal stress is difficult to achieve with studs and a torque wrench because drum pressure in operation provides the last increment of stress necessary. Many HRSG OEM manuals require hot retorquing procedures, which are dangerous and should be avoided.
Stanley thinks a manway door with Belleville washers is a better design (Fig 2). Eliminating hot retorquing allows you to install a steam shield for additional personnel protection. Stanley noted that the Belleville washer design has gone through several years of demonstration in the field.
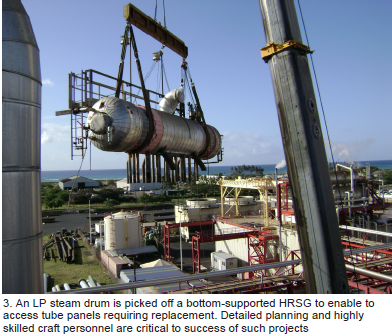
End notes. Encouragement for showing your steam drums greater respect might come from within if you think about the difficulty associated with making Code-qualified repairs to the thick-walled vessels and, in the extreme, replacing a drum. Fig 3, provided by Bremco Inc, offers some perspective.
Development of diagnostic tools and inspection techniques for tracking the life consumption of steam drums is ongoing. Someone at your plant should have the unofficial title of HRSG King (or Queen) with the responsibility for attending one meeting annually to keep up with these developments and the experiences of other owner/operators in their implementation.
If you don’t have a person on staff with deep HRSG experience, you might consider selecting someone from your O&M team to attend HRST’s rigorous three-day HRSG Academy (next session will be in Tucson, Ariz, Jan 23 – 25, 2018) to get the foundation necessary to help guide the plant’s boiler decision-making.
With a background in fundamentals, annual attendance at the HRSG Forum with Bob Anderson is recommended by the editors to keep up with technology, methods, procedures, equipment, services, etc, of importance.
Finally, it’s vitally important to incorporate the latest experience into your specifications for new HRSGs. Electronic cutting and pasting of a years-old spec will restrict your capabilities in such things as fast starting, fast ramping, etc, and possibly leave you vulnerable to current issues—such as poor control of attemperators and steam bypass systems.
Modern control systems and upgraded materials enable reduced drum storage volume, smaller drums, and thinner shells. Use of stack dampers, high-quality valves, steam sparging, robust modern instrumentation, etc, can maintain drum metal temperature above the recommended minimum during shutdown periods to maximize life.


