


The gas turbine fleet is being asked to carry more load, and in many cases to do it quickly. The U.S. had 42 GW of generation capacity at the end of 2025, according to Industrial Info Resources, with another 32 GW under construction. Forecasts point to more than 90 GW by 2030. Even that buildout may fall short as load grows with new manufacturing, expanding communities, and hyperscale data centers.
That leaves owner-operators with a practical question: Where do the incremental megawatts come from when OEM production slots are spoken for and nuclear additions remain years away? One answer is to get more out of installed machines. For many plants, that means looking hard at aftermarket upgrades that can be installed on outage schedules measured in days, not years.
Hanwha Power, formerly PSM, and Mee Industries are making that case with a package aimed squarely at GE 7F.03 units equipped with DLN 2.6 combustion. Mee Industries wet compression can add substantial output, 15-20% per turbine. Hanwha Power’s FlameSheet combustor upgrade addresses the dynamics and emissions limits that often prevent those machines from taking full advantage of that water flow.
Mechanism
Wet compression or “high fogging” injects demineralized water as very fine droplets into the gas turbine inlet. More droplets are introduced than can be fully evaporated in the inlet air stream. The immediate effect is lower inlet-air temperature and higher mass flow. Additional carryover into the compressor provides an intercooling effect that reduces compressor work and boosts output.
Mee Industries says wet compression can deliver a 5% to 10% power increase for each 1% of water injection. Systems spraying more than 2% of air mass flow have been installed. On a 100-MW plant, 1% wet compression can add about 10 MW; 2% can push the gain toward 20 MW. The attraction is straightforward: the equipment can be installed in a few days and costs far less than a new gas turbine or combined-cycle block.
The idea is not new. Jens Williams Aegidus Elling used interstage water injection on a gas turbine as far back as 1903 to produce compressed air for a manufacturing plant. Similar principles later were used to increase takeoff thrust in aircraft. In the power sector, Mee Industries installed its first wet compression system in the United States at Ralph Green Power Station in 1996 under an EPRI capacity enhancement program. That system cooled inlet air, injected about 0.5% of air mass flow as liquid water, and delivered almost a 6% power boost on a GE 7EA. Several hundred systems have since been deployed worldwide.
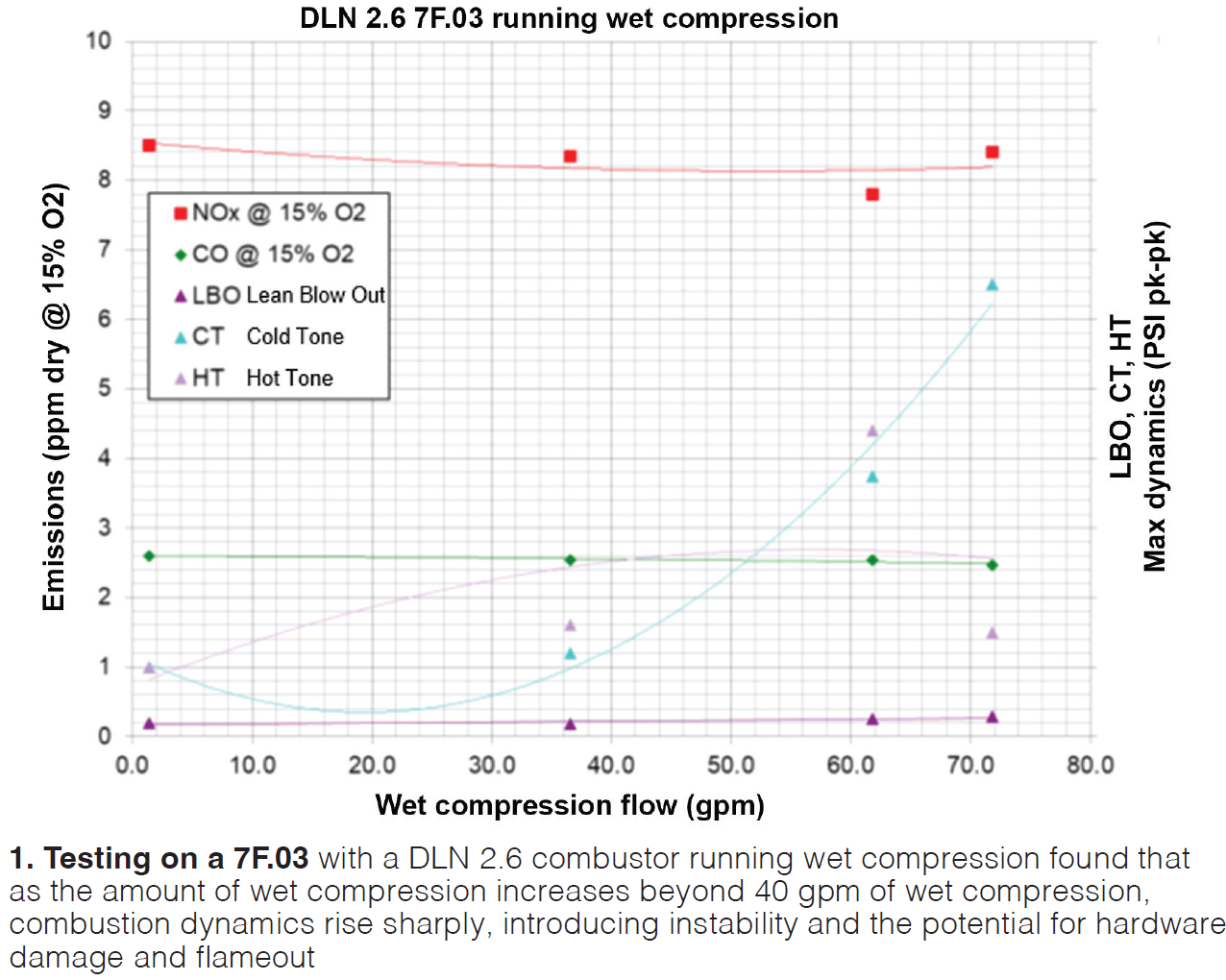
The limiting issue on a 7F.03 is not whether wet compression works. It is whether the DLN 2.6 combustor can tolerate the cooler compressor discharge temperatures that come with higher water flow. According to Mee Industries, combustion dynamics on that combustor become more sensitive as wet compression reduces compressor discharge temperature. Those dynamics arise from the interaction of fuel-air mixing, heat release, and acoustic pressure waves in the combustion system. Left unchecked, they can drive instability, hardware damage, flame blowout, and emissions spikes (Fig 1).
Mee Industries’ practical limit on a 7F.03 with DLN 2.6 typically is 1% wet compression unless the plant has either an SCR or an emissions permit that allows higher NOx. The reason is simple. More water lowers firing temperature. To break through the resulting dynamics zone, operators may have to raise firing temperature again, and that can push NOx above the permit limit. Mee Industries notes that other OEM DLN systems generally can operate at higher flows, and on other OEM gas turbines the company has successfully run wet compression levels of 2%.
Hanwha Power’s answer is the FlameSheet combustor. The design uses a two-stage, radially inflow combustor-within-a-combustor arrangement that supports staged operation over a wide load range. At high load, both combustors fire, with the outer combustor forming a broad annular flame around the inner one. At low load, the outer combustor does most of the work. Hanwha Power says trapped-vortex stabilization helps maintain flame stability and generate enough heat at low load to consume CO, which otherwise can limit turndown. The package also includes main inline fuel injection, a dome turn for better mixing, and an advanced liner coating.
On a 7F.03, Hanwha Power reports several benefits beyond wet-compression compatibility: up to a 30% improvement in gas-turbine low-load operating range with single-digit NOx, CO below 9 ppm, turndown proven as low as 26% on a recent 7F-class application, inspection intervals up to 32,000 hours or 1,250 starts, and fuel flexibility up to 60% H2 by volume in blends. The upgrade is compatible with existing turbine controllers, Hanwha Power’s AutoTune system, and current fuel skids.
Operational implications
For operators, the real story is how the package changes the tuning window on a 7F.03. Mee Industries cited a case with no SCR and a 9-ppm hourly average NOx limit. In that configuration, 1% wet compression lowers compressor discharge temperature by about 100F. Beyond that point, combustion dynamics become unacceptable. The DLN 2.6 combustor cannot tune them out, and restoring firing temperature enough to clear the dynamics zone pushes NOx above the permit limit. Result: wet compression is capped at 1%, even though that still adds about 10 MW.
A nearly identical 7F.03 with no SCR but a 15-ppm hourly NOx limit had more room to maneuver. When dynamics appeared at 1% wet compression mass flow, operators could raise firing temperature back to 2420F, break through the dynamics zone, and move to 2% wet compression. That unit gained 16 MW. Same machine class, same basic wet-compression concept, different answer because the combustion system and permit envelope set the boundary conditions.
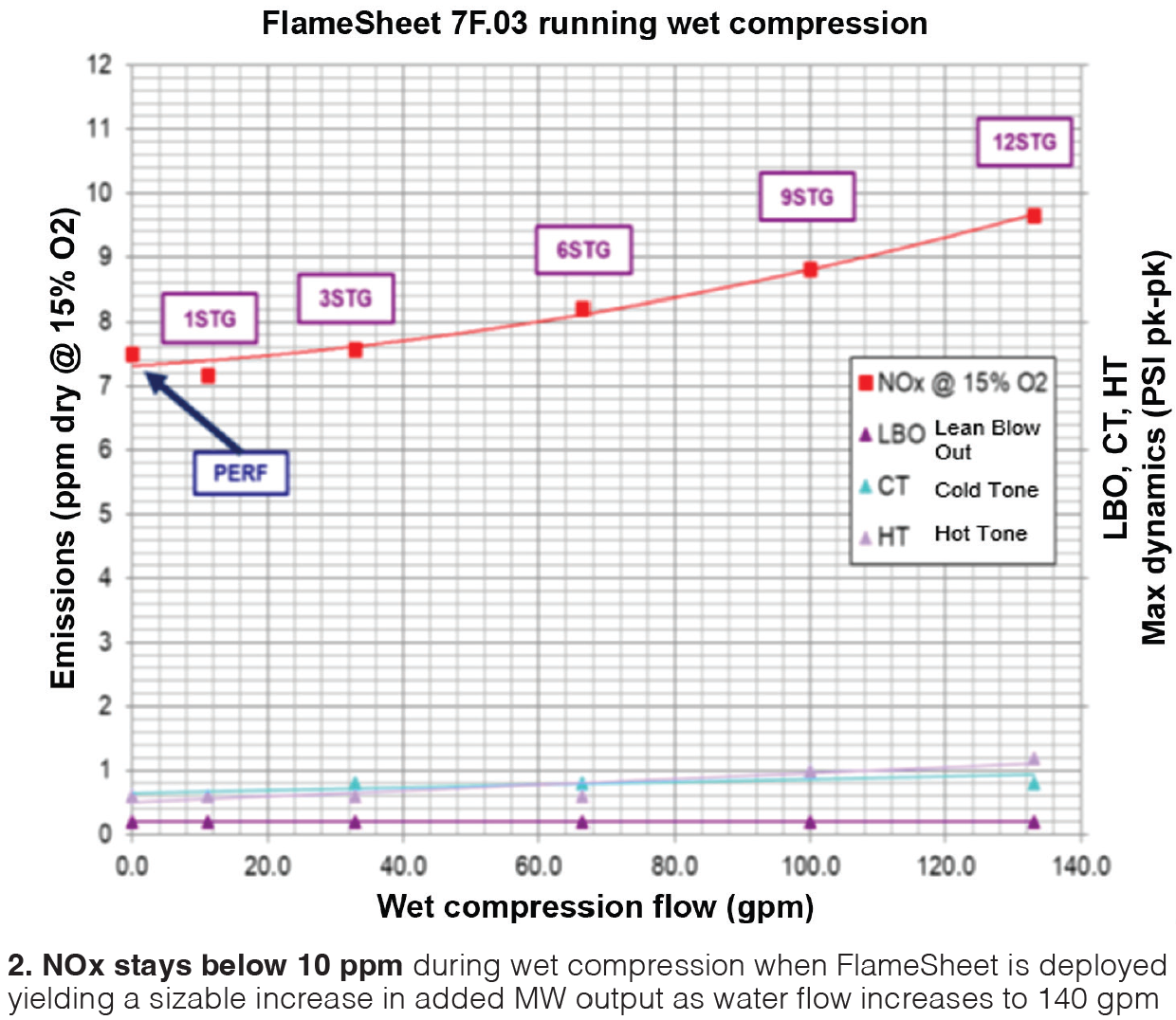
Hanwha Power argues FlameSheet changes that equation. Testing on a 7F.03 with DLN 2.6 showed combustion dynamics rising sharply once wet-compression flow exceeded 40 gpm on the OEM combustor. With FlameSheet in place, Hanwha Power says water flow can be pushed to 140 gpm while keeping NOx below 10 ppm (Fig 2). The company attributes that to multiple fuel-injection stages inside the combustor and to the AutoTune system, which shifts fuel distribution among stages to hold dynamics at acceptable levels.
The commercial effect can be material, particularly for plants in capacity markets. On a 7F.03 with the OEM combustor, Hanwha Power says 1% wet compression is about the practical ceiling if the goal is to avoid a NOx increase and damaging instability. That still can yield roughly 12 MW. With FlameSheet, the same machine can reach 2% wet compression, keep emissions below 10 ppm, and add about 22 MW. For a plant selling dependable capacity into PJM or a similar market, that difference is not academic.
Hanwha Power said a combined FlameSheet and wet-compression upgrade recently was completed on two 7F.03 units at one plant. Based on those results, the remaining six 7F.03s at the site are being added to the program.
Options and trade-offs
Plants looking for more output from existing turbines have options, but each comes with a different set of constraints. One path is to stay with the OEM combustor and install wet compression only. That is the quickest and least intrusive route, and on some units it still may provide around 10 to 12 MW. But on DLN 2.6-equipped 7F.03 machines, that approach can leave a good deal of value stranded if combustion dynamics or permit limits pin the machine at 1% water flow.
Another option is to pursue other aftermarket upgrades focused on efficiency, controls, or low-load operation. Those may improve dispatch flexibility or reduce lifecycle cost, but they do not necessarily solve the specific dynamics problem created when wet compression drags compressor discharge temperature down. For plants whose objective is immediate capacity gain, the decision point is whether the added combustor work is justified by access to a higher wet-compression limit.
That trade-off depends on plant configuration. An SCR, a higher NOx permit ceiling, or a different combustor platform can change the economics. So can market structure. Plants participating in capacity markets may value another 10 MW very differently from plants with less opportunity to monetize the gain. The right comparison is not upgrade cost in isolation. It is outage time, emissions flexibility, tuning margin, and how many additional megawatts the plant can actually sell after the work is done.
Actions and lessons
For 7F.03 owners running DLN 2.6, the first step is to treat wet compression as a combustion-system question, not just an inlet-cooling project. Review permit limits, determine whether SCR is present, map the unit’s dynamics behavior against compressor discharge temperature, and quantify the real output available at 1% and 2% water flow. If the machine is boxed in by emissions and dynamics, a combustor upgrade may be what turns wet compression from a modest bump into a meaningful capacity addition.
Hanwha Power says FlameSheet can be installed in about 10 days during a planned outage, with maintenance intervals extended to 32k hours or 1,200 starts. Wet compression hardware can be installed at the same time at the compressor inlet and completed on site in about three days. For plants that need more MW before new-build options arrive, that is a timetable worth examining. CCJ


