

For many gas-turbine users, CO-catalyst trouble shows up first as a compliance headache: stack CO starts climbing at low load, differential pressure changes, and the plant is forced to decide whether it is looking at a cleaning issue, a system issue, or end-of-life catalyst. That decision now carries more economic weight than it did a few years ago. During a recent webinar hosted by Groome Industrial Service Group and Environex, Inc, presenters Jason Sobotik, Andy Toback, and Ryan Esposito argued that operators should not jump straight to replacement. Their message to plant managers and OEM engineers was practical: diagnose the failure mode first, because a chemically targeted rejuvenation wash can, in the right case, restore CO-catalyst performance at a fraction of replacement cost.
What follows is a recap of the webinar presentation. For those interested in diving deeper, watch the on-demand recording below.
The economics alone justify a harder look. Sobotik said a new CO catalyst for a frame-size unit can approach $750,000, with platinum pricing remaining the main cost driver. By comparison, he put a representative rejuvenation-wash project at roughly $250,000, creating a potential savings of about $500,000 before accounting for derate risk or lost generation. Lead time widens the gap. Where replacement once might have taken only a few months, webinar speakers said current lead times are more typically 10 to 12 months, while a rejuvenation project can be executed as soon as an outage window and logistics are in place.
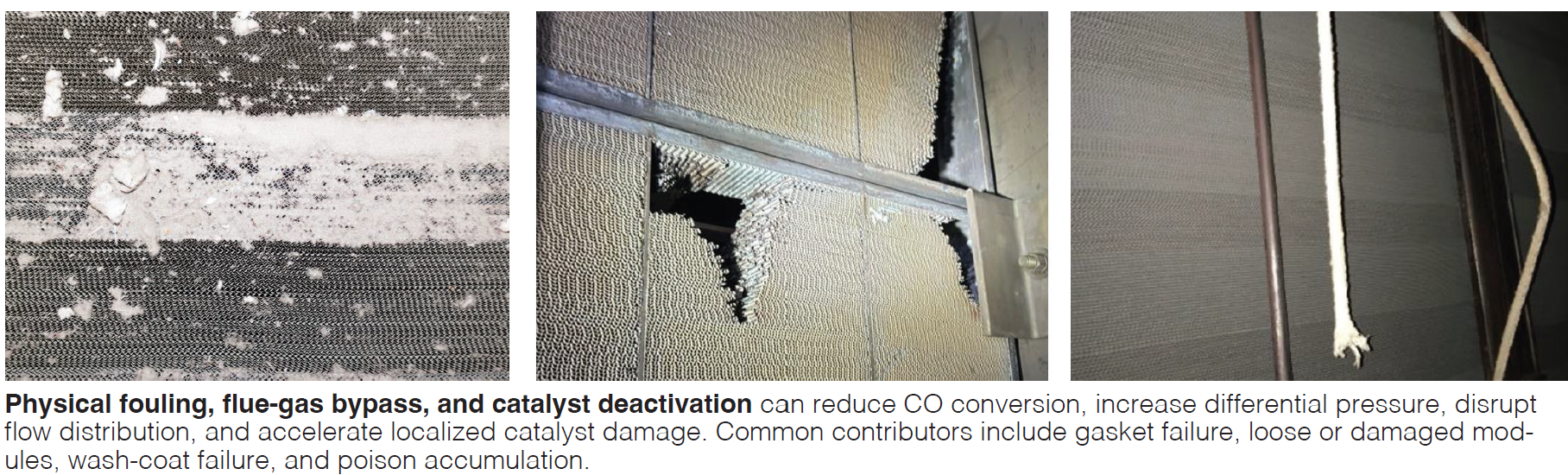
That does not mean every weak catalyst should be washed. The first technical point in the webinar was that poor CO performance often starts with conditions outside the catalyst chemistry itself. Sobotik pointed to physical fouling, bypass, and deactivation as the three main buckets operators should separate. Fouling raises differential pressure and blocks exposed surface area, reducing the number of active sites available to oxidize CO. It also can drive erosion when insulation particles or boiler rust lodge in the passages and abrade the washcoat. Bypass tells a different story. Bad gasketing, damaged seals, loose modules, or holes in the catalyst can let gas take the path of least resistance, producing poor conversion without the same DP signature. Deactivation, by contrast, is a chemistry problem and is where the rejuvenation discussion begins.
Toback explained the mechanism in simple terms. A CO catalyst works by oxidizing CO and unburned hydrocarbons to carbon dioxide and water on a thin washcoat applied to metal or ceramic foil. Most of the action happens in that porous coating, not in the substrate. If the pores are blocked by deposits, performance falls because mass transfer is restricted. If platinum active sites are contaminated by sulfur, zinc, or phosphorus, performance can fall for a different reason. The shape of the catalyst light-off curve can help distinguish the two. A generally depressed conversion curve may indicate fouling or removable contamination, while a shifted curve can suggest more permanent poisoning or aging. That distinction matters because wash viability depends on what is actually sitting on the catalyst surface.
The webinar’s strongest examples came from lab test results. Environex simulates actual exhaust conditions using plant-specific inputs such as oxygen level, temperature, exhaust flow, and catalyst volume, then measures conversion across the operating range. In one case, a poorly performing catalyst that was missing a roughly 70% conversion target responded to acid washing and returned to near-fresh performance. In another example, hot-acid and base-plus-acid washes pushed conversion back above the plant’s requirement after the original sample had fallen well short. But presenters also showed failed studies. Some samples saw little or no improvement after water, acid, or combined washes. Their point was blunt: blindly washing a catalyst is not a strategy; testing is.
Esposito then walked through what that means at the plant. His recommended sequence was to use the next planned outage to perform mechanical cleaning, inspect seals and hardware, and pull a representative sample for testing. Turnaround for the initial catalyst test was presented as roughly six to eight weeks, with another four weeks for a rejuvenation study if the sample looked like a candidate. If the answer is no, the plant can move toward replacement with real evidence. If the answer is yes, the plant can often schedule a field wash in the next outage instead of waiting most of a year for new catalyst.
Field execution has its own details. Groome said a typical project needs a staging area of about 50 x 50 ft, containment for wash operations, and a plan to minimize module handling. On some units, catalyst modules are hand-carried through lower access doors, so scaffolding and lift paths have to be thought through early. Esposito also flagged hardware condition as a recurring issue. On studded-frame designs, plants may be able to reuse many washers, but damaged studs often need replacement. Retaining-bar designs bring their own handling constraints. None of this is complicated in theory, but all of it can burn outage time if ignored.
The follow-up action for users is straightforward. If stack CO is rising, do not assume replacement and do not assume cleaning alone will solve it. Use outage access to gather information: inspect for fouling, check for bypass paths, verify hardware condition, and pull a catalyst sample before the unit closes up again. For plant managers, that creates an evidence-based economic decision. For OEM engineers, it creates a cleaner technical basis for deciding whether the problem is mechanical, chemical, or both. The webinar’s bottom line was credible because it avoided overselling the wash option: rejuvenation is not universal, but when testing shows the right contamination mechanism, it can buy back meaningful catalyst life, avoid long replacement lead times, and protect compliance at much lower cost. CCJ

