

 Ingenuity is never in short supply in the gas turbine (GT) industry, but some projects do amplify the wow factor more than others. Case in point: A Texas plant where a 1987-vintage, 2×1 7EA combined cycle (CC) cogeneration plant was converted into a peaking facility serving the lucrative ERCOT market.
Ingenuity is never in short supply in the gas turbine (GT) industry, but some projects do amplify the wow factor more than others. Case in point: A Texas plant where a 1987-vintage, 2×1 7EA combined cycle (CC) cogeneration plant was converted into a peaking facility serving the lucrative ERCOT market.
Collaboration among several non-OEM services firms drove success of the project from the commercial side. With TOPS Field Services as the consortium leader and project architect, more than a dozen subcontractors played integral roles in the project’s success. What follows is a testament to industry resourcefulness and a new paradigm of executing major maintenance and upgrades where competitors become partners providing valuable solutions for the aging gas turbine fleet.
The major upgrade on the technology side was the replacement of the existing 7EA steam-injected diffusion combustor system with a DLN-1 system including the associated controls and fuel delivery hardware, so that the project could comply with a 9-ppm NOx standard while maximizing output. Prior to project inception, the plant was running in a sub-optimal condition with only one HRSG functioning and the GTs in need of other major overhaul work.
Faced with the loss of its steam host, and thus the source of injection steam for NOx control in 2023, the owners nevertheless wanted to continue capitalizing on ERCOT peak power prices. Adding an SCR to the units wasn’t feasible as this major configuration change would force a Best Available Control Technology (BACT) requirement under the Texas Environmental Quality Commission (TEQC) rules. OEM-based solutions were cost- and schedule-prohibitive as well. So, the challenge of continuing operation without its primary water source drove the need for a creative engineering solution.
Nine months to reinvent 40-year-old turbines
The 7EA GTs with Speedtronic Mark IV controls were originally configured for dual-fuel base-load operation to facilitate the production of cogenerating steam from the HRSG/steam turbine bottoming cycle for an adjacent refinery (and for GT NOx control). Over the years, several GT hardware upgrades were made to increase the firing temperature from the 2020oF original design point to 2035oF.
After the steam host contract expired, the plant continued selling power. More recently, the liquid fuel system was decommissioned. Finally in 2023, owners faced an obsolete plant configuration, antiquated GT and plant controls (Bailey Infi 90), deteriorating equipment and HRSGs beyond their useful lives and leaking following the big Texas freeze. Yet the plant was still being regularly dispatched into the spot market. Owners assessed the continued viability of the facility, which presented two options: retire and sell equipment for scrap, or invest to convert to simple cycle and serve the spot market.
The owners chose the second option but had to work fast to ensure that they could take advantage of the 2024 peak season. Abiding by OEM shop schedules and costs for new equipment would not meet this requirement. A team of aftermarket services firms was assembled to tackle this challenge and a fast-track solution was identified. Project engineering and procurement commenced mid-October 2023, with July 2024 the target for commercial operations. That meant less than nine months to obtain the new air permit (due to significant change in plant configuration); remove old equipment; conduct design and engineering; overhaul rotors; find, test, and assemble DLN-1 components handling 2035F firing temperature; and procure and install control system components! This target was met and unit commissioning was completed in July 2024 meeting its deadlines.
During commissioning of the modified GTs in July 2024, no re-tuning of the combustion hardware was required, confirming the accuracy of the modeling and component modifications. GTs met compliance NOx and CO levels.
Well into 2024, the site was reportedly operating up to the owner’s expectations. One of the project team reported in mid November 2025 that the plant had run for four days straight (impressive for a set of peakers).
Open market sourcing of the combustor hardware is expected to have long-term economic advantages. Unrestricted by an LTSA, replacement parts can be competitively bid, reducing costs and adding flexibility to outage scheduling.
Owners turned to a project team consisting of TOPS Field Services (primary contractor), Doosan Turbomachinery Services (rotor overhauls), TTS Energy Services (DLN-1 system, control and combustion system integration, gas heater and AutoTune system), National Electric Coil (generator inspections and rewedging work), and Gulf Coast Bearings (bearing refurbishing). Others included GTBars, Strickland Welding, Southwest Tool Co, and Phillips Fabrication.
Consultant Erik Boleman, Barr Engineering, was brought in by the owners to assist with the TEQC permit. TTS in turn engaged Allied Power Group (open-market DLN components procurement and refurbishment) and Sulzer Turbo Services (combustor flow testing and combustion liners). With all the pieces in place, it was time to get down to business.
According to TTS President Frank Hoegler, the owners had already decided on the peaker conversion once TTS was brought into the project. While the project was primarily compliance-driven, the owners were “watching everyone around them make money running peakers.” TTS’ past experience on DLN-1 conversions helped assure the owners that they could meet the new NOx levels without an SCR while minimizing capital and on-going O&M costs.
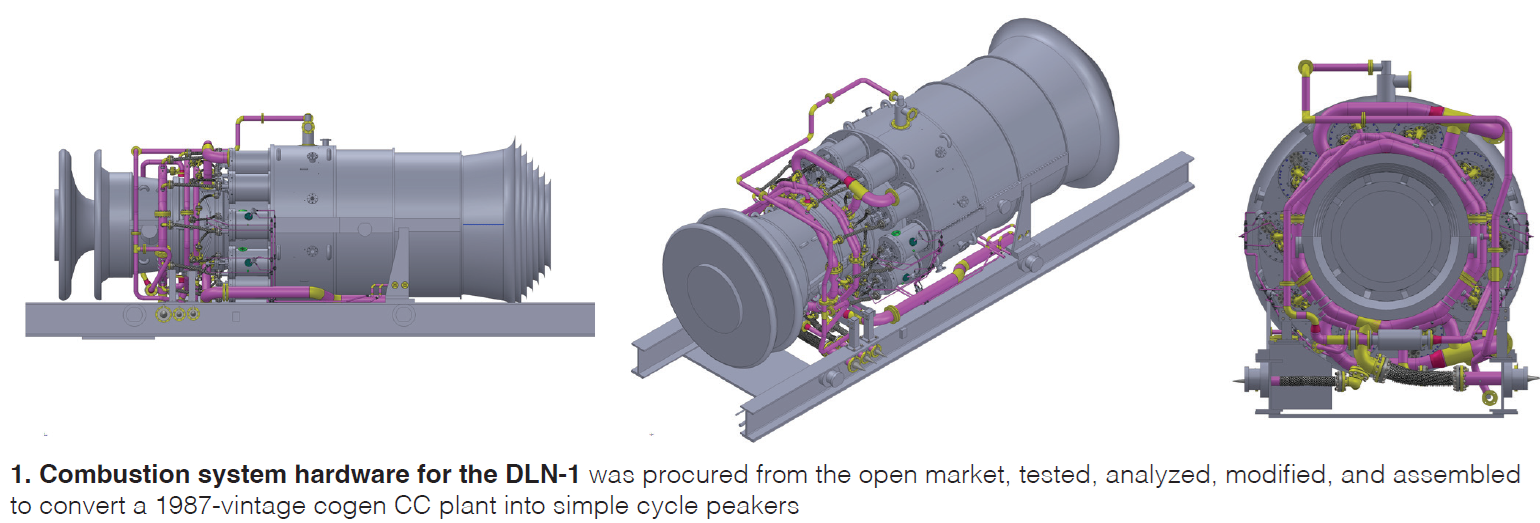
TOPS’ Jeremy Four notes that many 7EAs are equipped with DLN-1 systems (Fig 1) today but the units had a legacy dual fuel combustion system. What distinguishes these GTs is that the combustion system was assembled from both new and used components sourced from multiple locations. For example, end covers, secondary fuel nozzles, flow sleeves, transition pieces, and liners are refurbished/repaired aftermarket parts; primary gas tips, casings, inner and outer crossfire tubes, and bullhorn brackets were new (at installation time).
Sulzer’s Michael Andrepont describes the assembly of the combustor system “almost like an R&D project” because of the intensive testing, data analysis, and flow modeling which took place between Sulzer and TTS to ensure that the components were properly modified, assembled, installed and integrated with the new controls.
Sulzer is one of few shops with the capability to conduct combustor liner air flow testing required for this project in addition to fuel nozzle flow testing. To meet the NOX and CO emissions targets, this type of liner flow testing capability is critical for meeting the design fuel-to-air ratio within the premixing zone of the combustor.
TTS’ Mitch Cohen went deep on this point. “Fuel nozzles get flow-tested all the time, and all the repair shops have this capability. But the flow testing of liners we needed for this project required a test stand that can provide much larger flow volumes than required for fuel nozzles or standard liner flow testing.” Cohen, a combustion engineer, began his career in the GE development lab. His intimate knowledge of GT combustion is captured in Combined Cycle Journal articles going back to the early 2000s.
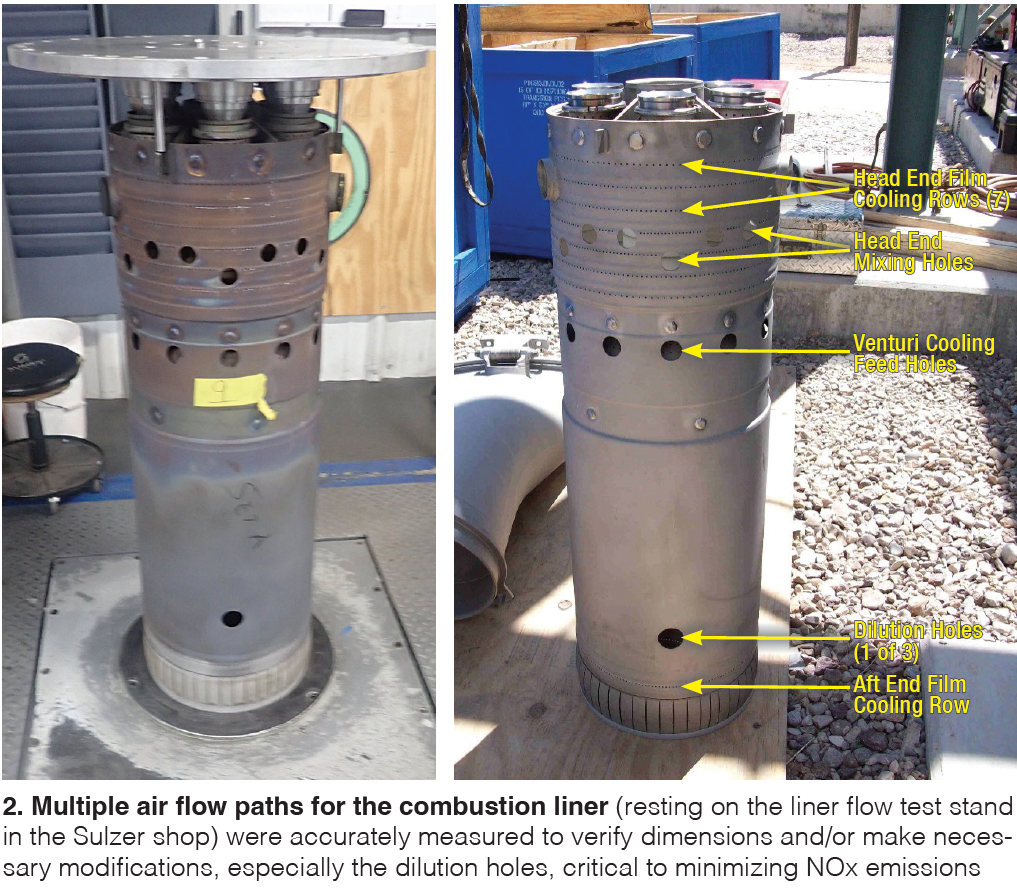
He explained that, at the Sulzer shop, the liner sits in a test stand on a hole in the floor (Fig 2), beneath which is a fan sucking air through the cylinder. The outside surface of the liner is at atmospheric pressure; the inside of the liner is at negative pressure; a venturi-type flow meter measures the flow through the liner. Combustor liners have holes creating many flow paths. By opening and closing different sets of holes, you can obtain the effective areas of each flow path, which then go into a combustion flow model. When fuel flows are added, the model predicts flow, pressure, and temperature distributions through the combustor, which, in turn, are used to predict NOx emissions.
Andrepont added that the liner flow test stand is calibrated annually to an EPRI standard; thus measurements are accurate and repeatable. Unique “fake” end-cover assemblies allow measurement of leak-by as well, necessary for accurate total flow testing.
When you procure parts from multiple sources, you have to validate the dimensions of the holes and the flows through each, says Cohen, then put them together to verify that you have accurate primary and secondary air flows and therefore proper fuel/air ratios. But the dilution holes, three holes drilled at the aft end of the liner spaced 120 deg around the perimeter, are where you can adjust the NOx levels.
Much of the hardware came from APG, who supplied two sets of primary and secondary fuel nozzles, flow sleeves, transition pieces, outer combustion chambers, and installation hardware, plus one set of combustion liners. “We purchased two sets of combustors and liners from two sources. It turned out that the dilution holes in one set were way too big for this application. The fix was to reduce the hole size. Not only does the NOx level have to comply with the TEQC standard, but the combustor also has to handle seasonal variations and changes arising from equipment degradation over time. So, really, you’re looking to achieve a NOx level less than 9 ppm.”
Flows through the venturi cooling holes also didn’t match up between the two liners so these had to be corrected as well. It turned out that the fuel nozzles’ effective areas from both sets were also too large, so TTS manufactured new primary nozzles because discharge holes are integral to the nozzle body and can’t be made smaller. APG was able to modify the secondary nozzles by cutting off the radial fuel injection pegs and welding on new pegs with smaller discharge holes.
Post flow test, APG pre-assembled combustion “stacks” in its combustion service center to verify fit-up, alignment, and clocking, reducing the risk of field rework during installation by TOPS.
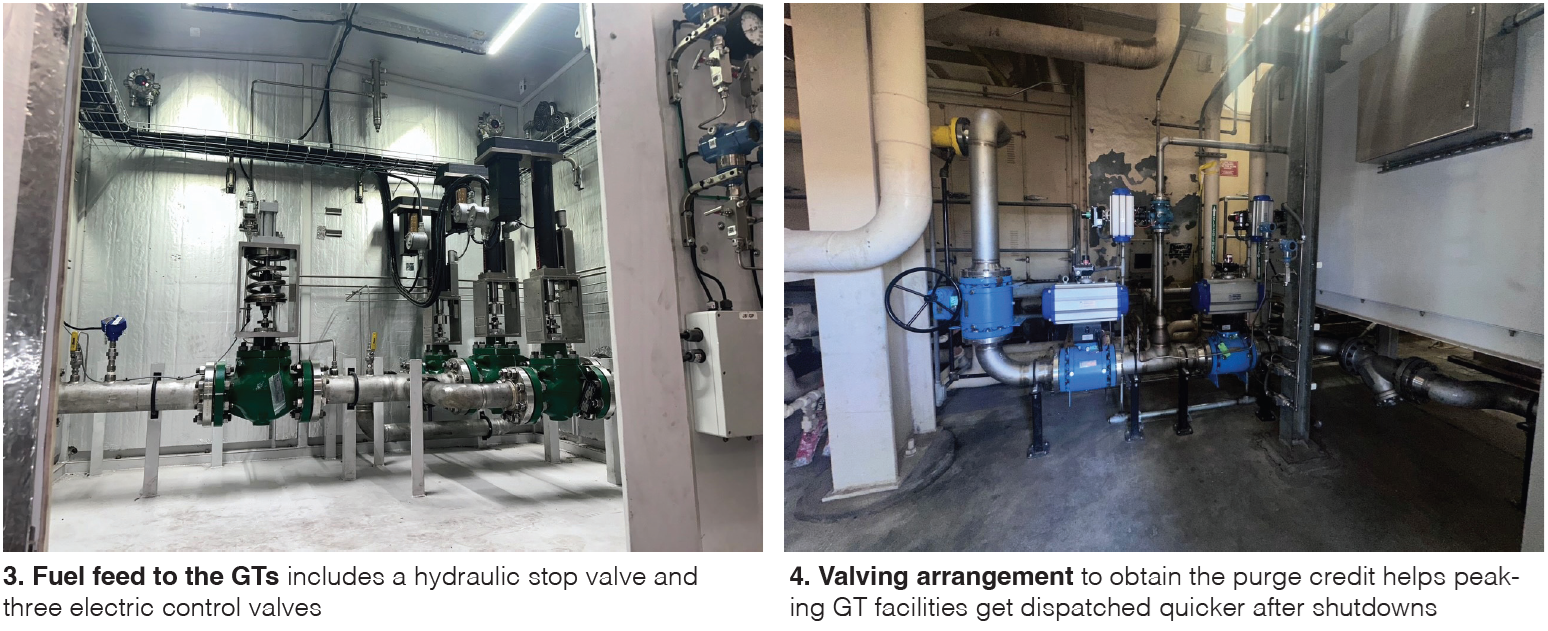
Other hardware procured to complete the combustor system included igniters and flame detectors; primary, secondary, and transfer gas manifolds and pigtails; fuel metering skids to direct the fuel into the three lines (Fig 3) feeding the combustor (with TTS electric control valves); and a “purge credit” compliant valve configuration to eliminate the unit purge requirement for faster dispatch (Fig 4).
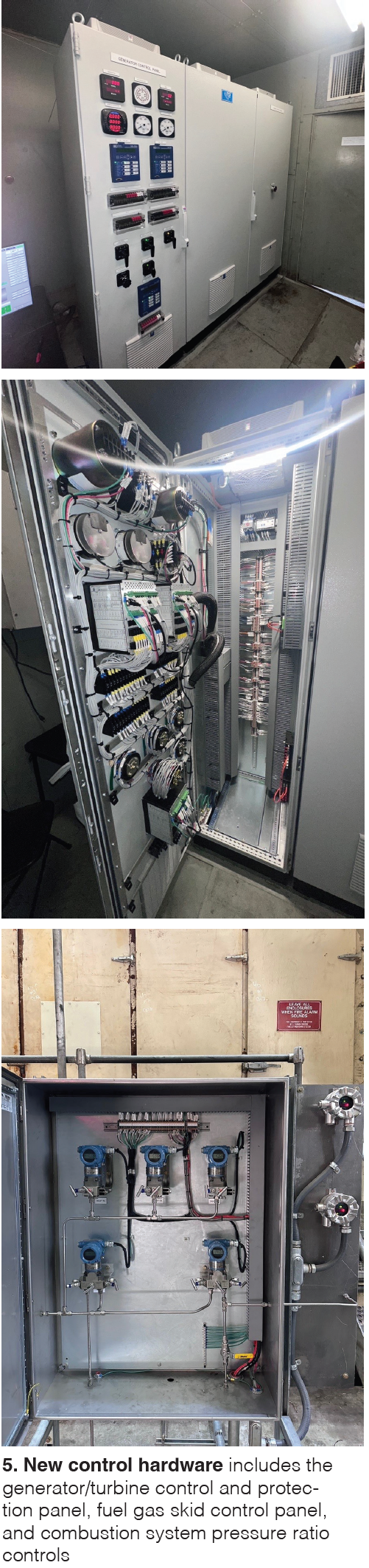
The obsolete Mark IV controls were replaced with a TTS redundant TMS-1000R turbine control system (Fig 5) built on the Allen-Bradley ControLogix, PLC-based architecture, along with monitoring and protection I&C. Control of the remaining legacy balance-of-plant (BOP) systems and I/O needed to operate the plant in simple cycle were migrated from the obsolete Infi90 DCS and integrated into the ControlLogix system.
Other features of the control system work included:
- The obsolete generator control and protection panels (GCP) were upgraded.
- The existing DECS-400 digital excitation control system was retained and reinstalled in the new GCP. A new Schweitzer SEL-700G multifunction digital protection relay was provided to replace the original grouping of analog protection relays.
- An electrical protection study was undertaken to determine the correct digital protection relay settings for the new application.
- New performance instrumentation packages were installed on each GT.
- Unit performance analyses were undertaken to determine the new temperature control settings for a 2035F firing temperature.
- New reverse-osmosis (RO) water treatment control components, installed during the project by the owners, were integrated into the new BOP control system.
Beyond the combustor
Doosan’s contribution centered on rotor and hot-gas-path hardware work that had to be executed in parallel with the DLN-1 and controls scope. DTS was brought in by TOPS specifically for “rotor overhauls” on the two 7EAs, providing the heavy mechanical work needed to return aging machines to dependable service while the plant transitioned away from its former combined-cycle configuration.
DTS’s David Lawrence explained that the firm performed “full unstack” work on both turbine rotors and supplied new disks and spacers for the units. He added that one set of buckets had already been repaired previously, and Doosan removed, repaired, and reinstalled that set before the unit returned to service. Lawrence also attributed the decision to replace all disks to known “rock and lift” history on these machines, reflecting legacy peaker duty and wear consistent with fast-start operation over time.
Schedule support appears to be a differentiator in the DTS scope. Lawrence notes that Doosan had turbine wheels in stock or already in process anticipating upcoming 7EA fleet needs, and that shifting outage timing at another client allowed Doosan to reallocate disks among multiple rotors and remain the “lone supplier” of those components for the TOPS-led effort. Beyond the major rotor work, he cited additional repairs including second- and third-stage nozzle medium repairs with coating, load-coupling inspection and repair, and supplying rotor stands used for shipping the rotors back and forth. CCJ


