The Alstom Owners Group (AOG) serves the global community of Alstom gas and steam turbine power generation equipment owners and operators. This group began in 2018 as a private user organization and has gained widespread support from third-party service providers, parts specialists and industry experts.
Sponsors were ABB, Arnold Group, Camfil Power Systems, GE Vernova, Groome Industrial, Hughes Technical Services, MD&A, National Electric Coil, Sung-Il Turbine, and TRS Services.
The 8th annual meeting was held July 15-17, 2025, in Niagara Falls, NY. Attendees came to learn, to share, and to network, because networking has become an operational necessity, not a conference perk. Three days of presentations, hallway conversations, and a vendor fair provided plenty to report back.
Below are selected highlights and key takeaways from that event.
2026 Conference and Exhibition
July 28-30 @ Houston Marriott Marquis
Thursday shop tour hosted by TRS
www.aogusers.comSteering committee
- Kristi Gledhill, Capital Power
- Ross Goessl, We Energies
- Danny Slade, FMPA Sand Lake Energy
- Chris Hutson, K-Machine
- Jeff Chapin, Liburdi Turbine Services
Day 1 – End-user discussions
Jeff Chapin, Liburdi Turbine Services, began with a dramatic overview: “We are slammed! And the big issues now are tariffs and uncertainty.” The “uncertainty” would resonate throughout the conference, uncertainty on the part of both owner/operators and parts/service providers.
This initial discussion led to some interesting data points: Some parts orders now take three to five years. One example: EV burner at 99 weeks. Turbines can take five years. And some operators are now facing more starts in the past two years than we have ever had. Very few participants said they are operating base-load units.
And “we all need people.”
Parts were a key discussion topic. Attendees noted that obtaining parts has become much more difficult, and some OEMs are not even bidding certain parts. “If you have spares, keep them” was a common response. Attendees also offered more communication among themselves (and the OAG Forum) to help the spare parts dilemma. “Networking is our top goal” became the conference theme.
Use of third parties: Most are using them, especially at commissioning. The OEM even uses third parties, some said. Reliance on third parties will become more important moving forward.
Some of the biggest operational issues are end-of-life determination, parts obsolescence, and parts availability.
Submitted questions were also a key element of day one, and throughout the conference as time allowed. Questions could also be submitted during the conference. Some submitted question and discussion examples:
- Excitation and other control upgrades.
- Replacing static switches.
- Flame detection issues.
- Vane and blade supply.
- Upgrade lessons learned, e.g. 11N1 to M.
- Exhaust temperatures and systems.
- Bearings (sources).
One significant reminder was availability of the AOG Owners Forum, available via https://forum.aogusers.com/. This forum is a private online community of Alstom turbine owners enabling individuals responsible for plant repair, operations, and maintenance to communicate directly and securely with each other. This is the online 24×7 extension of this already successful and growing annual conference.
End-user presentations
Kristi Gledhill, plant manager, Midland site, opened the user presentations with a look at cleaning old base-load heat recovery steam generator (HRSG) units at Capital Power’s 1500 MW Midland Cogen Venture in Michigan (Fig 1). “HRSG leaks were the number one cause of maintenance outages,” she said. Gledhill is plant manager, Midland site.

She discussed using the Pressure Wave explosive tube-cleaning process on Unit 10. Coking had become a major issue.
Midland evaluated historical outages, tube leak locations, and estimated costs per year due to the leaks. Root causes were:
- Thermal fatigue – cycling.
- Flow-accelerated thinning – water side.
- Long operating life degradation.
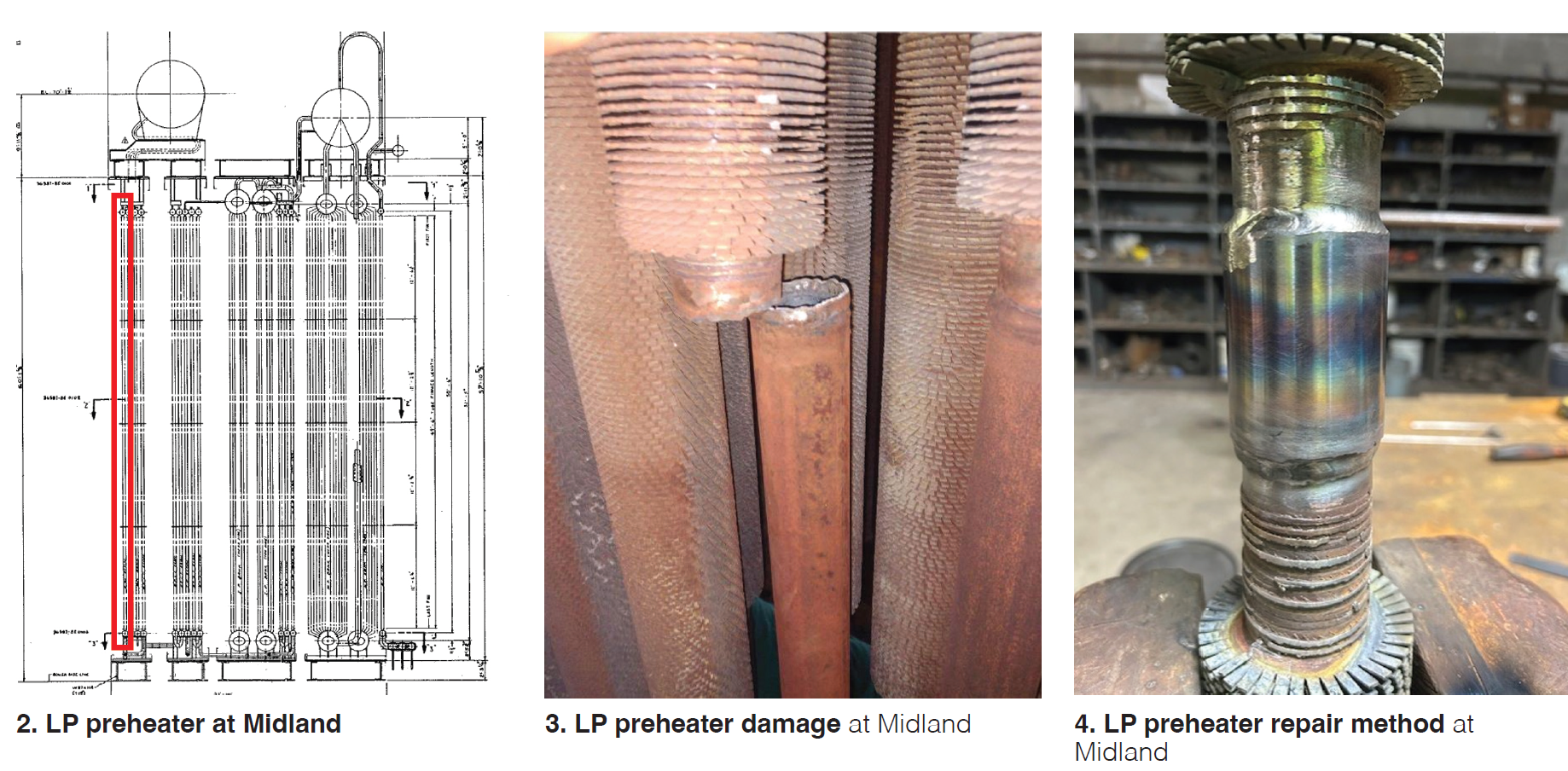
Between 2022 and 2024, Midland experienced 115 HRSG tube leaks. More than 65 percent occurred in the LP preheater. See Fig 2.
This was the first significant cleaning in 35 years, and will now be conducted in as little as 3 years.
The cleaning was successful, Gledhill explained. Debris analysis included rust and insulation, but she cautioned that “you will never get all of the insulation out; it can be unforgiving.”
An interesting takeaway: “Next time we will alert the neighbors to the noise. We got some calls.”
Eric Wolf, Capital Power, returned to these issues later on Day 1. He discussed tube leaks on these 12 Combustion Engineering HRSGs, in operation for 35 years but now causing four forced outages per year.
“Butt welds break apart over time,” he explained, following failure analysis by Structural Integrity. The problems stemmed from both weld procedures and post-weld heat treatment on these older units. See Fig 3.
Structural Integrity was contracted to perform detailed tube section failure analysis. Based on their results, repairs began. Quarter-chrome sleeves (Fig 4) are now being used in some locations. Baffle plate condition was also discussed and reviewed in detail.
Ross Goessl, We Energies, next discussed Blow off valve control upgrade (GT11NM) at a Midwest utility (see Fig 5). He covered project need, project scope, execution, emergent findings, and next steps.
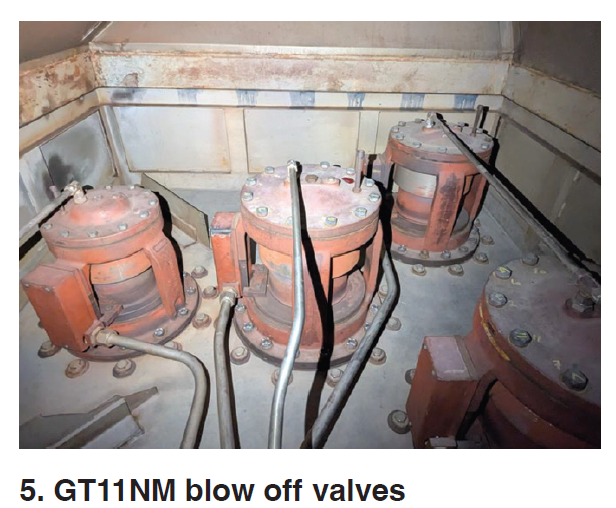
In this case, “Blow off valves on multiple units stopped opening fully within three years of the major, resulting in the plant needing to force the open indication.” This became a complex, multi-unit issue throughout 2024. Proximity switches failed and were sourced through the AOG Users Group. Further issues developed and workaround ideas were also found through the Users Group.
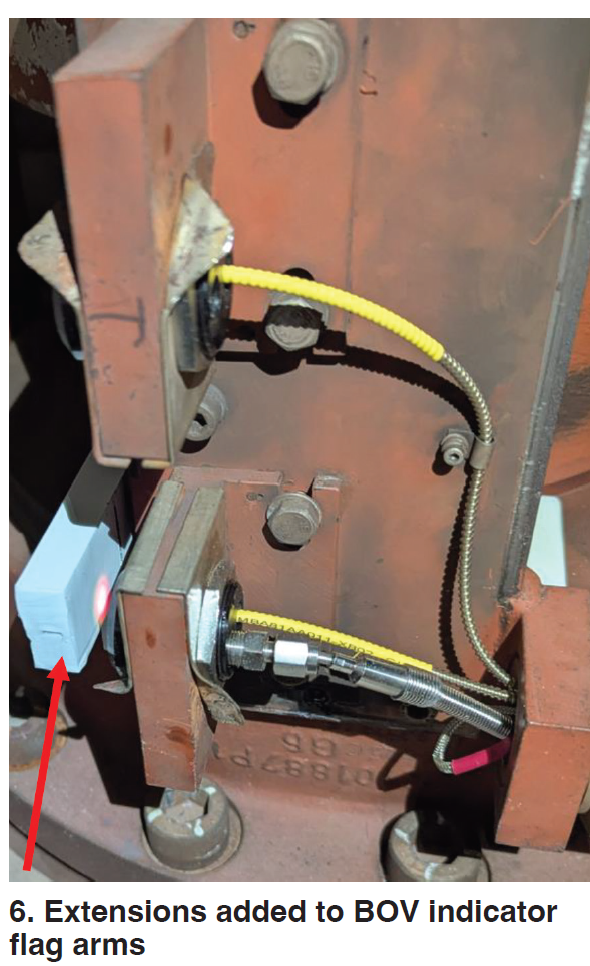
The plant pursued a valve indication upgrade from Hughes Technical Services (HTS). This involved fiberoptic sensors, reflective coating on indicator arms, additional thermocouple feedback at each stage, and a new control junction box. Extensions were added to the valve indicator flag arms to pick up open indications more quickly. See Fig 6.
The plant also pursued the HTS blow off valve control upgrade which replaced the hydraulic pneumatic safety relay with separate power-oil and control-air systems with solenoid-operated valves and pressure switches, and replaced the control air pressure regulators. Cast iron drain traps were replaced with automatic drain valves.
Work was completed during a seven-day planned outage, including commissioning. This work would be performed on the remaining units.
At this point in Day 1, more submitted questions were discussed including: EV burners and ignitors, filter house additions, system historian, inspection intervals, compressor guide vane inspections, FME programs (company vs contractor), GT11N training for new people, warm starts reliability, risks of remote monitoring, auxiliary system upgrades, and bearing temperature limits.
The day ended with a GE Field Service presentation by Jim Vono, GE Vernova, featuring a virtual/live-outage demonstration.
He noted that GE Field Service maintains nearly 40 people globally handling 15,000 questions per year as a “front line.”
Day 2 – Service provider presentations and discussions
MD&A
James Joyce, Director of Operations–Generator, at MD&A (Mechanical Dynamics & Analysis) presented Alstom rings-off inspection focusing on the generator field, usually paired with a stator major inspection. This often involves field shipment to a repair facility (Fig 7).
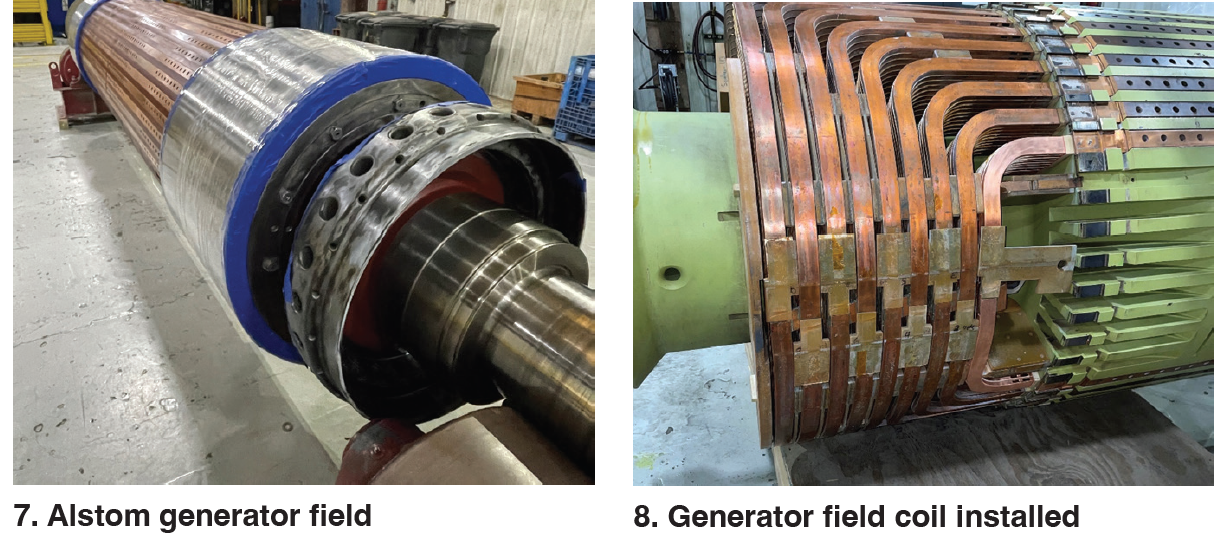
Joyce explained incoming runouts, 3D scanning, visual and electrical testing, shrunk-on component removal (blower hubs and retaining rings), duplicate electrical and thorough visual inspection, and borescope inspections of main leads, upper slot components, blocking and end winding, and slot liner/armor. Potential repair areas are upper slot component damage and turn insulation migration, among others. He offered visual details of a single-coil rewind (Fig 8).
Details of each were presented, concluding with a discussion of shrunk-on component installation and high-speed balance. When asked if retaining rings were re-used, he answered “normally, yes.”
TRS
Jared Morace, TRS Services (Turbine Repair and Support), followed with Reviving Alstom: Advanced repair solutions for GT11 and GT13 gas turbines.
Morace stressed that, working with Hughes Technical Services (HTS), the company provides a comprehensive Alstom repair and maintenance alternative.
Developments and repair capabilities focus on hot gas casings and furnace capital projects as well as vanes, blades, and turbine vane carriers. He featured hot gas casing modeling and fixture design.

One highlight was the TRS furnace capital project capable of heat treating up to GT13DM hot gas casings and lower combustor chambers while assembled, withstanding temperatures up to 2300F. See Fig 9.
He then offered examples of completed GT11 and GT13 repairs.
Groome
Matt Cohen, Groome Industrial Service Group, then discussed The importance of catalyst cleaning and maintenance.
Factors that lead to non-ideal performance, he explained, are non-uniform gas flow, non-uniform NH3/NOx ratios, non-uniform temperature, catalyst deterioration, and various plant operations (including load changes). Groome often works with Environex for testing and tuning.
He offered cleaning examples for CO catalysts, SCR catalysts, and ammonia injection grids.
Groome provides a wide variety of services including tube cleaning and repairs, welding, and labor support.
Sung-Il
Ta-Kwan Woo was on hand again this year to discuss Blade manufacturing technology available from Sung-Il Turbine, Busan, South Korea (Fig 10). Business lines include turbine parts (blades, vanes, segments), combustor parts, and hot gas path repair services.

He stressed the company’s ongoing research and development. Capabilities include vacuum casting furnaces (vanes and blades, combustor and turbine parts), machining and heat treating, in-house ceramic core manufacturing, and thermal barrier coatings. Also, hot gas path parts repair services, inspections and evaluations are extensive at Sung-Il.
Questions included parts lead times and expected life of spare parts.
More than just insulation
Norm Gagnon, Arnold Group, joined to discuss, primarily, steam turbine warming systems using insulation and high-performance heating systems, designed largely for reduced startup times.
More specific goals are to conserve thermal energy following shutdown, control turbine casing top-to-bottom temperature differential, manage differential expansion, and improve turbine casing monitoring and diagnostics for condition-based maintenance programs.
He offered case studies highlighting stress reductions and operational savings (startup reliability and fuel savings). Gagnon also highlighted operational controls and shutdown data analysis. He ended with a view of HRSG warming (downcomer heating) in cooperation with Duke Energy, Competitive Power and EPRI. This information was new to many attendees.
National Electric Coil (NEC)
Howard Moudy, Managing Director, NEC, discussed Generator rotors.
The key word is “cycling,” he said, causing “monumental problems for generators.” Focusing primarily on smaller and larger air-cooled generators, he listed known Alstom rotor issues that include:
- End winding blocking/spacer block looseness and movement.
- Top turns conductor distortion.
- Slot liner cracking.
- Conductor turn joint cracking and failure.
- Pole-to-pole crossover cracking and failure.
- Main lead failure.
- Damper winding cracking and finger liberation.
He then listed key rewind specification recommendations:
- New pole-to-pole connectors.
- New baffles.
- New retaining ring liners.
- High speed balance with overspeed, running electrical testing, and balance.
He reviewed conductor and slot configuration, copper conductor crushing and distortion, rotor conductor distortion, slot liner cracking, turn-braze joint configuration thinning and fatigue, and turn-braze joint failure.
Further details showed crossover failures, damper winding alignment finger liberation, and examples of negative sequence current. “Heat generated by negative sequence current events,” he said, “can damage a rotor very quickly.”
He followed with visuals of a generator rotor rewind in process. Moudy then moved to retaining ring repairs and replacement.
He stressed that the “copper supply chain is challenged,” then summarized as follows:
- The pedigree of installed Alstom fleet of generators is wide and deep.
- A large portion of the fleet is at or past the 30-year design life milestone, and should be considered for life extension.
- While the Alstom rotor fleet has known challenges, those challenges can often be effectively overcome by applying proven engineering solutions, experienced labor, and diligent planning.
- Market challenges relating to skilled labor, facility availability, and key materials are important considerations which should NOT be ignored.
Camfil Power Systems: Filters and filtration.
Dakota Murillo, Camfil Power Systems, addressed his company’s “Intelligent air solutions for maximum predictability and minimum complexity” applied to turbomachinery. As he stressed, “Ninety percent of what goes into your combustion turbine is air.”
He first focused on air filtration and noise control, stressing the need to consider ambient conditions, temperature, humidity, and seasonal factors. He then moved to the impacts of operating modes, maintenance intervals, geographic location and fuels.
Filtration discussion included the impact of fouling and static pressure drop, and Camfil’s ability to analyze both new and used filters to determine performance options.
One feature was Power Eye online analysis for filter life prediction and optimization as well as gas turbine performance.
He then reviewed Camfil’s systems for air intake, silencers, heating and cooling, ventilation, and support structures.
ABB Controls
George Vale, Kevin Kochirka and Ralph Porfilio, ABB – Energy Industries, discussed Turbine control modernization.
Key improvements include enhanced redundancy, high performance efficiency and faster response, increased flexibility, and advanced diagnostics.
They covered fully integrated turbine controls, turbine protection systems, valve positioning, synchronization and condition monitoring,
They ended with a mechanical and hydraulic overview and a look at innovative hydraulic capabilities.
HTS
Bill McDonald, Hughes Technical Services (HTS, an AP4 company), concluded the day with Commissioning and mechanical solutions to optimize reliability and performance.
HTS was formed in 2014 by former ABB/Alstom engineers and others with extensive experience in power generation and widely considered the the “go-to” field services organization for these units.
Focuses were on commissioning, consulting and engineering, flame and pulsation monitoring, and controls upgrades.
Working with TRS, Hughes offers parts refurbishment, repairs and testing including hot gas casings, vanes, blades, heat shields and others.
He also discussed Voith overhauls and valve servo upgrades, HRSG tuning, and control system and mechanical system training.
Day 3 and beyond
The conference concluded with a tour of Liburdi’s nearby facilities in Ontario, Canada (Fig 11). More than 35 conference attendees visited Liburdi Turbine Services and Liburdi LAWS in Dundas for a behind-the-scenes look at the company’s gas-turbine component repair capabilities and advanced welding automation systems.

Attendee comments point out the value of the visit, including “Didn’t know y’all did so many different things,” and “Good to see top-notch engineering going into flight parts.” Liburdi thanked the AOG and participating owner/operators for the opportunity to host the group and support continued technical exchange outside the meeting room.
For those who were not there, the AOG discussion forum at forum.aogusers.com remains active between conferences. It is a private online community of Alstom turbine owners and operators, and it is the most direct way to connect with peers who are running the same equipment you are. If you have not joined, the conference makes a strong case for why you should.
The 2026 conference will take place in Houston, July 28-30, and details are posted at aogusers.com. Based on what was seen and heard this year, expect it to draw an even larger crowd. The fleet is aging, the supply chain is unpredictable, and the people who show up to these events are the ones who figure out how to keep their plants running. That is the value of the AOG. CCJ