

HRSG Forum 2025 was held in July at The Woodlands Waterway Marriott, The Woodlands, TX. This included a full-day workshop, two days of owner/operator and service provider discussions, a day of EPRI Technology Transfer, and a final-day tour of ValvTechnologies in Houston. The Forum was again co-chaired by Bob Anderson, Competitive Power Resources, and Barry Dooley, Structural Integrity Associates.
Sponsors for 2025 were Precision Iceblast, EPRI, ValvTechnologies, GE Vernova, Zepco, Tuff Tube Transition, Arnold Group, Gas Path Solutions, SVI Bremco, Vector Systems, DEKOMTE, Nooter/Eriksen, Environex, Structural Integrity, Groome Industrial, Vogt, Millennium, and Vogt Power International. CCJ is the journal of record.
Bob Anderson stated the following: “What truly sets our Forum apart is the active participation of the entire HRSG ecosystem: users, OEMs, service providers, consultants, and component suppliers. Non-users are not only welcome – they are essential to the success of this event.”
All participants were invited to all discussions, presentations and activities. Also note that previously-submitted and on-site-submitted questions and concerns were discussed in detail throughout the week-long event. More than 50 product and service exhibitors were also present.
Day 1 workshop
Day 1 workshops focused on emissions control systems, state of the industry, and gas turbine upgrade impacts on HRSG systems.
Emissions control
Ryan Esposito (Groome Industrial) and Andy Toback (Environex) began with Managing and monetizing your emissions control system, conducted in four sessions: emissions systems economics, catalyst system evaluation, system maintenance, and a case study on complete system evaluation.
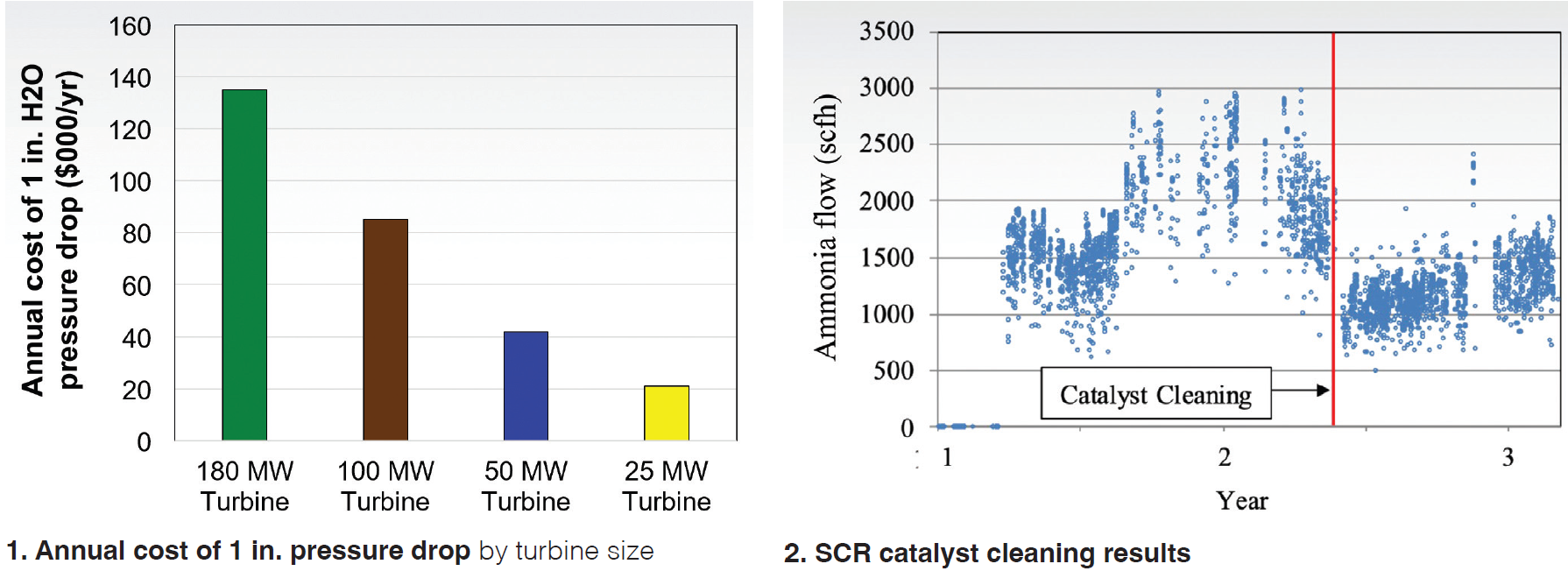
They began with an overview of SCR, CO and CEMS systems in a typical installation, a solid overview of components and common terminologies (including ammonia injection). They then discussed backpressure (exit gas velocity effect on pressure drop) and typical pressure drop cost to plants (Fig 1).
They continued with typical current capital and operating costs of SCR and CO catalysts with F-class turbine examples. This section ended with a look at how the overall system works, and primary considerations for design and operation.
Questions and discussions included impact of fuels, use of dual catalysts (SCR and CO), and optimization vs cost insights.
Session two focused on catalyst system evaluation, beginning with a chemistry review and a look at preferred SCR and CO catalyst temperatures. Typical dual-function configurations (and performance) were discussed.
An interesting analogy: dual-function catalysts are similar to all-season automobile tires, which have limited functionality at the extremes.
Visual inspections followed, noting the most common catalyst types, beginning with CO catalyst plugging, pressure damage and frame migration. Next was the ammonia injection grid (AIG) showing grid, nozzle and lance plugging, and flow-control unit and riser deposits. Common SCR catalyst types were next with discussions on plugging, brick shifting, seals and bypass. Esposito then held a session on system maintenance and cleaning for CO, AIG and SCR (Fig 2).
Attendee questions included the impacts of cycling, catalyst cleaning schedules, outage durations, and the impacts of cleaning on downstream HRSG components and total backpressure.
SCR and CO replacement discussions followed including methods and typical work processes. For SCR there was an emphasis on additional sealing to minimize bypass. Presenters noted that “Top seals are critical, but adding a pillow seal (Fig 3) can further help prevent bypass around the catalyst frame.” CO replacement methods and timing were then shown.

AIG cleaning and tuning followed, stressing that proper tuning is an iterative process. “It takes time for the AIG/SCR system to achieve steady state after valve adjustments,” Toback noted. This ended with a discussion of a permanent sampling grid (both benefits and potential pitfalls).
Session 4 was a case study for complete emissions system evaluation.
Energy’s Great Awakening
Tom Freeman, Gas Turbine Coach LLC, followed with Energy’s great awakening: simplifying drivers and impacts. He summarized his talk as “An agenda of threes.”
- Three industry bubbles.
- Bubble #1 1965-1975, following first Brayton gas turbine in 1949.
- Bubble #2 1995-2005, following natural gas deregulation in 1980.
- Bubble #3 2025-2040, following Clean Energy Standard Act of 2012.
- Three industry streams (supply chain).
- Three megatrends.
Supply chain: New builds are being approached with the same raw materials and suppliers. Existing assets have the same casting and forging houses. And heavy industries have the same installation and craft expertise. Hovering above, stated Freeman, is “a tropical storm named datacenter, stalled over the top.”
Megatrends: Three megatrends are in focus: asset age, load growth rate, and resource adequacy.
He then looked at the impact of data centers in what he called “visualizing demand.” If someone on their home computer asks the question, “What is the appeal of a Ford F150 truck?” This one search uses 0.3 watt-hours of electricity. If the question is, “What about the appeal of a Ford 150 for post-midlife crisis individuals living in the suburbs? (looking for answers like image, comfort, adventure, etc.) the search uses ten times the power, or 3 watt-hours of electricity. And finally, if the query is “Create an image of a post-midlife crisis person contemplating buying a Ford F150,” the power required increases to 10 watt-hours, or more than 30 times the original search.
This is background for the current datacenter boom. As Freeman pointed out, “This activity along with computer games at night, with no solar backup, makes it worse!”
To the younger people in the room, he summarized this as an historic challenge, and told them “Don’t go anywhere!” meaning, your jobs are in a good field.
One interesting follow-up discussion dealt with the need for system upgrades. One important point: historical upgrades focused on base load; now they have to focus on cycling.
GT upgrades
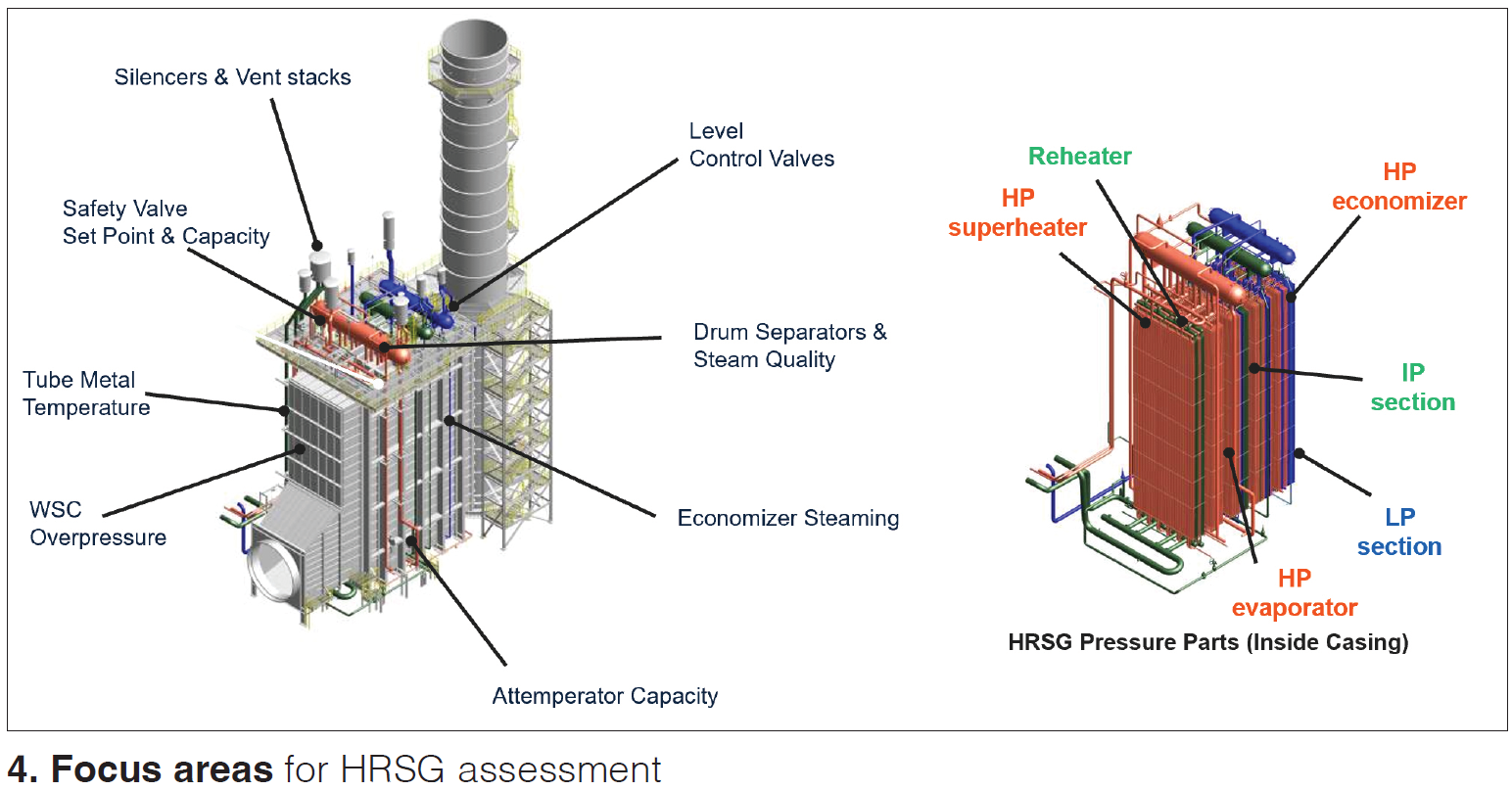
Karl Stevens, GE Vernova, followed with The anatomy of a gas turbine upgrade focused on HRSG improvements. He looked at the key areas for HRSG assessment, beginning with the fundamentals (Fig 4). Case studies followed for HRSGs with and without duct firing.
Stevens then held a session on Upgrades for flexibility, reliability, and GT upgrades. This included a section on pressure part replacement. A number of specific questions followed including piping, valves, and the benefits of modeling.
Marc Babine and Katie Koch, PSM, discussed The impact of gas turbine upgrades on total balance of plant. They began by reviewing turbine upgrades and options, and modifications to achieve wider operating profiles.
This covered, in detail, HRSG systems including pressure parts designed to support elevated pressures, condenser reliability, gas-side pressure drop, controls, and reduced heat rate. Emissions were also covered.
Vignesh Bala, Vogt Power, followed with Anatomy of a retrofit – planning and execution.
He began with Vogt’s GT upgrade studies including thermal and mechanical analysis. Vogt is an HRSG OEM that has expanded into retrofits and services, regardless of OEM. This includes GT upgrade studies, inspections/diagnostics, planning and engineering, material upgrades, fabrication, delivery, and outage services including constructability.
Bala covered planning and engineering, replacement-in-kind vs redesign, and material upgrades. “Keep in mind that some of these units can be 30 years old,” he noted.
He then moved to construction considerations, with a particular look at side vs top lifts, rigging for bundle vs individual lifts, and various lifting frames. He cautioned, “You need to also consider engineering lead times, especially now.”
This led to discussions on sourcing, fabrication, and shipment methods.
CCJ has published a series of three articles by Bala on this issue, accessible by searching “Vignesh Bala” at www.ccj-online.com. His message: The HRSG need not be a limiting factor in a GT upgrade.
David Crossley, KSB Pumps, ended Monday sessions with Boiler feed pump upgrades. He stated, “Good units can be made even better; optimize pump systems with retrofits.”
He offered a case study project in Austria to upgrade performance, improve efficiency, and simplify operation. Scope of supply included:
- Bearing upgrade to eliminate forced oil lubrication system.
- Special baseplate design.
- Installation of KSB mechanical seals.
- New Siemens E-Motors with frequency converters.
- KSB installation and startup services.
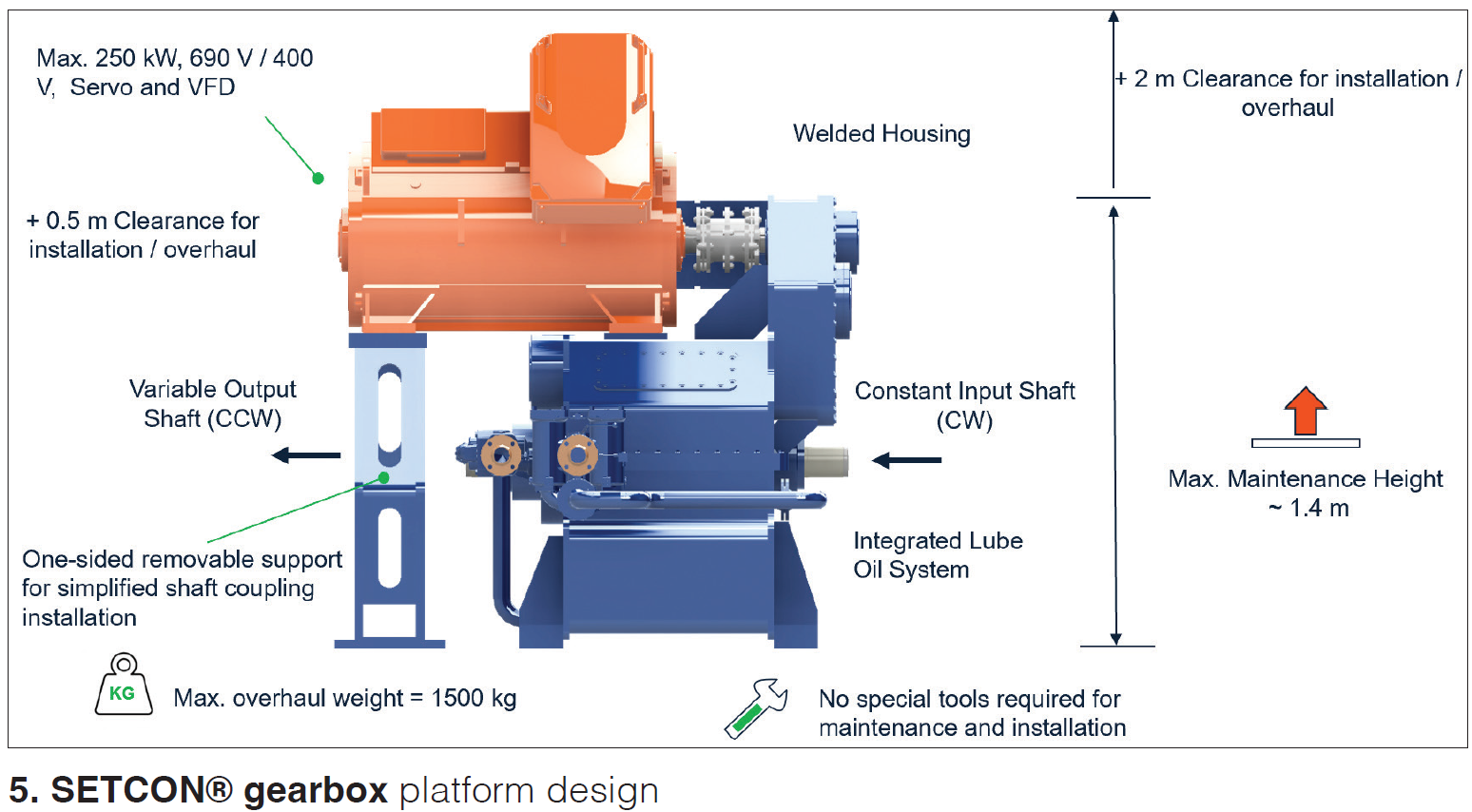
He ended with a discussion on SETCON® Gearbox Platform Design that can “boost pump power and speed by 10 percent without replacing the main motor.” See Fig 5.
Tuesday sessions
Bob Anderson, Competitive Power Resources, opened the session presentations and discussions noting that more than 50 percent of attendees were attending for the first time. Total attendance exceeded 300. Sessions would be moderated by Anderson and Barry Dooley, Structural Integrity.
Jake Waterhouse, DEKOMTE de Temple, first presented Side wall large movement penetration seal replacements. He discussed both GT exhaust expansion joints and HRSG penetration seals.
Due to temperature and movement and corrosion, he noted, the expansion joint is the weakest link in the chain. His first example, the hot casing at GT exhaust/HRSG inlet. He discussed his company’s “cycling solution suitable for large duct movements and all GT applications.”
One case study was a GE 6FA transition DEKOMTE fabric expansion joint with internal insulation. He then moved to the GE Flex Seal vs a DEKOMTE solution for longer life, more predictable maintenance, and reduced adjacent temperatures. He then moved to penetration seals and a bellows-to-fabric retrofit (formed vs. flat fabric).
This led to a review of a combination seal solution installed in 2023, focusing on insulation integrity in the casing and around each nozzle (Fig 6).

A number of questions and discussions focused on metallic vs fabric designs.
An interesting topic appeared during the participant questions. Waterhouse summarized that standard HRSG OEM manuals do not discuss the finer points of subsystem maintenance. More inspection and maintenance activities are probably required. He continued: “You need to look beyond what you bought. Look at what you need now, especially with cycling.”
Ryan Geist, Alpha Generation, discussed HP evaporator header cracking and HRSG issues behind H-class GTs. He began with lower header repairs.
At the 2 x 1 Keys Energy Center in Maryland, an HP evaporator header failed near the end cap in late 2024 (Fig 7). Externally, the crack was approximately 3.5 in. in length and 3 to 4 in. from the header end cap. Field NDE revealed the length of the wasted area internally was 5 in.
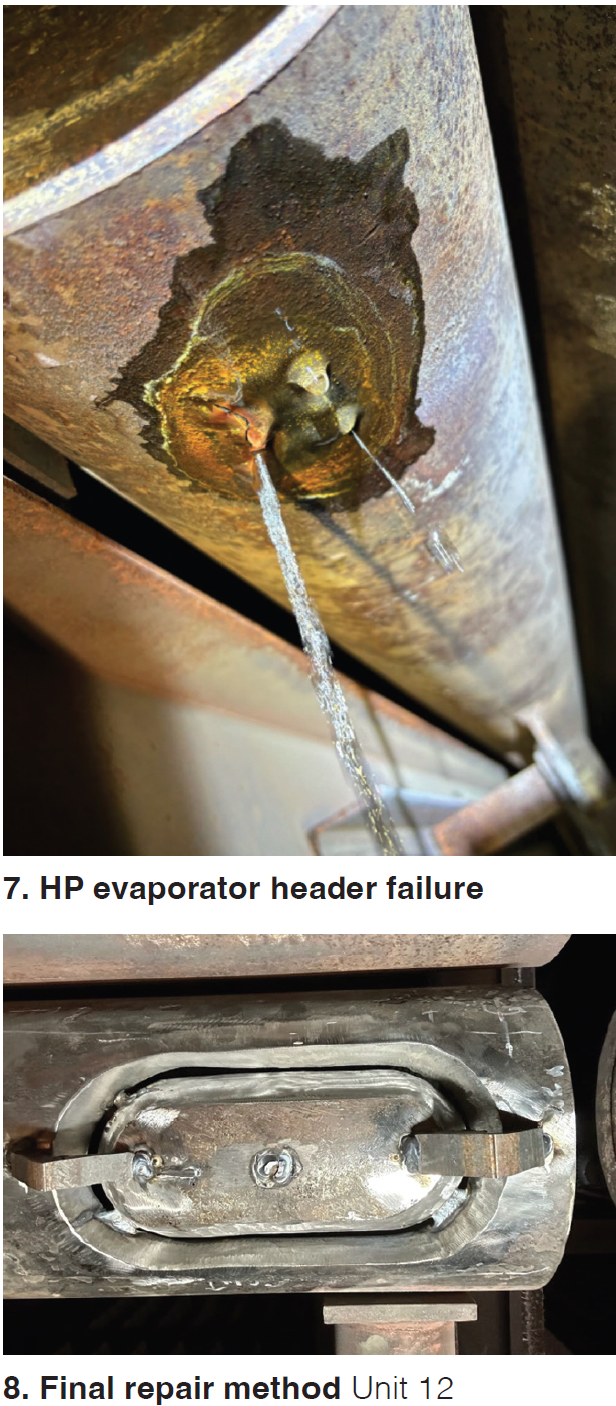
Structural Integrity (SI) performed the failure analysis. Chlorine was concentrated along the center of the crack oxide deposit. Said Geist, “SI surmised that the failure mechanism is likely chemistry influenced, exacerbated by heavy collections of iron oxide sludge and deposits allowing localized chemistry conditions to potentially affect the base metal.” The HP evaporators include lower capped drain connections (or inspection ports) that are also developing leaks.
A repair plan was developed working with both Vogt and EPRI using SA-106 Grade C, 8.25 in. OD and 1.25 in. thick. A core was removed from Unit 12 Evaporator 4. Repairs were then made (Fig 8).
Issues were found on another unit in Spring 2025. HP/IP evaporators included lower capped drain connections developing leaks, and similar repairs were made.
Contributing factors were identified:
- Potential for flow instability in an area or individual tubes.
- Low or no flow at the tubes near the header end caps.
- Lower heat flux and flows through this evaporator section, more likely to collect iron oxide.
Potential solutions:
- Perform a flow evaluation of the evaporator tube harps.
- Add new 1.5 in. drain lines to the existing lower header pipe.
Geist then presented two case histories of “issues behind H-class gas turbines.” One was elevated ammonia slip at low loads on natural gas after firing a liquid fuel oil. The cause was determined to be AIG grid failure. The grid was modified allowing thermal growth, guide tubes/receivers on the left-hand side, and guide tubes/receivers extended by 3 in.
Another unit was struggling to maintain CO in compliance, and inspection showed the catalyst to be bowed. Four of nine total supports had come out of their guides, allowing the middle portion to migrate downstream. Lances were also re-aligned and half-cup receiver extensions were added to maintain engagement of the lances. For the casing, an I-beam was placed across the vertical stiffeners. This was seen as a thermal issue.
Questions and discussions included end cap welding procedures, use of borescope inspections, material expansion issues, and the potential impact of film-forming substances.
Scott Baumann, Thermic Systems, offered Improved duct burner technology and SCR vaporization. Thermic Systems has engineering roots in HRSG OEMs, turbine systems and valves. One specialty is improving heat rate.
Baumann first described the Gemini Tandem Element Duct Burner featuring:
- 50 percent shorter flame length.
- Doubles isometric mixing zone.
- Eliminates flame impingement on RH tubes and liners.
- Fully self-supporting elements.
- Advanced metallurgy; 40 percent higher oxidation threshold.
- Proprietary tempering; 33 percent improved thermal emissivity.
In his example, no side wall impingement has been evident after 16 months run time.
Questions focused on geometry, the use of baffles, and gas velocity.
He then presented the HRSG-IRS Intelligent Recirculation system. The goals:
- VFD with existing recirculation pumps.
- Dew point sensing.
- Dew point control through local monitors to drive pumps.
He covered other innovations including steam drum density monitoring, and SCR ammonia vaporization/dilution air thermal energy optimization.
Groome’s Steve Houghton then presented KinetiClean at Linden Cogen. He discussed Linden plus other case studies on the use of kinetic energy (explosive) tube cleaning.
He covered the mechanics and system components, frequency and location of explosions, and resulting backpressure data related to other cleaning technologies.
Nick Ruscillo, CPV St. Charles, next demonstrated the use of Drones for HRSG inspection and maintenance at the Competitive Power Ventures 745 MW St. Charles Energy Center in Maryland, operational since 2017. The original driving forces, he said, were access and personnel safety, among others.
He covered both internal and external uses, stressing that a primary benefit as “a proactive planning tool” that can save inspection time, schedule and cost. Drones can also be a useful guide for site contractors (space availability, locations, etc.).
Questions included use for inspection of vent silencers and condensers. Flight times and flight programming (using GPS) were also discussed.
Eugene Eagle, EPRI, ended the day discussing HRSG offline inspections. He focused on offline internal HRSG inspections to “find small issues before they become large.”
Typical scope, he noted, is extensive: “GT exhaust expansion joint to the exhaust stack, drums, external areas, blowdown tanks, attemperators, and evaporator tubes (borescopes).” He added that “it is important to inspect/test attemperator piping and nozzles regularly.” He also recommended scheduling a drone inspection and scheduling NDE as needed.
Eagle highlighted unit orientation to properly record findings and establish inspection continuity, noting that the standard for numbering (including tubes) is left to right, front to back. See Fig 9.
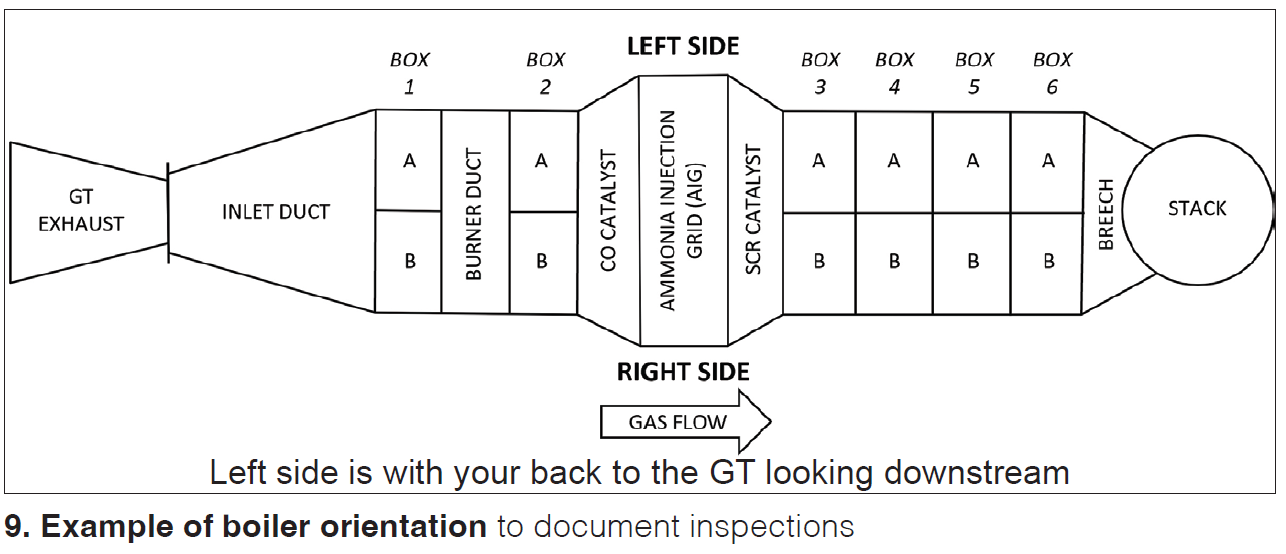
“Annotate as you go,” suggested Eagle, “and take photos.” He showed selected examples of typical findings.
Most questions focused on specific system components and inspection frequency.
Wednesday sessions
Barry Dooley, Structural Integrity and Forum co-chair, delivered Flow-accelerated corrosion: the basics calling flow-accelerated corrosion (FAC) “the leading tube failure mechanism in combined cycle/HRSG plants.”
A few interesting points of introduction:
- “The mechanisms and important locations of FAC in HRSG plants have been completely understood for more than 20 years.”
- “FAC in generating plants is influenced and controlled by the cycle chemistry. The mechanism is well understood to be wall thinning due to rapid mass transport of dissolved magnetite.”
He followed with examples in both vertical and horizontal HRSGs.
“Single and two phase require difference chemistry solutions,” he summarized. He offered three fundamental (starting point) rules:
- Keep water’s oxidizing potential positive (for single phase); no reducing agent.
- Elevate pH to control for two phase FAC.
- Monitor iron properly.
He also presented the IAPWS (International Association for the Properties of Water and Steam) corrosion product decay map and available IAPWS guidance. For more on this, search the CCJ site for “cycle chemistry corrosion monitoring in flexible and fast starting plants.”
Matt Beaty (TVA) and Shawn Gowatski (TesTex) gave an overview of FAC best practices and inspection results. Beatty offered some “hard-learned lessons and recommendations” from a variety of TVA units.
TVA’s overall fleet includes 22 HRSGs at 9 sites (with 3 more under construction) from a wide range of OEMs. Vintage of current units is from 2002 to 2018.
In early signs of FAC issues, Beaty explained that several sites have seen discoloration or wall loss of the steam separators in the LP drums, “indicating a potential FAC issue.”
The risk profile showed that “based on the age of units and materials of construction, and the design conditions, some of the highest risk components are the LP evaporator upper tubes and LP evaporator headers/risers.” Digging deeper found the risk in the LP evaporators on the leading tubes, specifically at the ends of the headers.
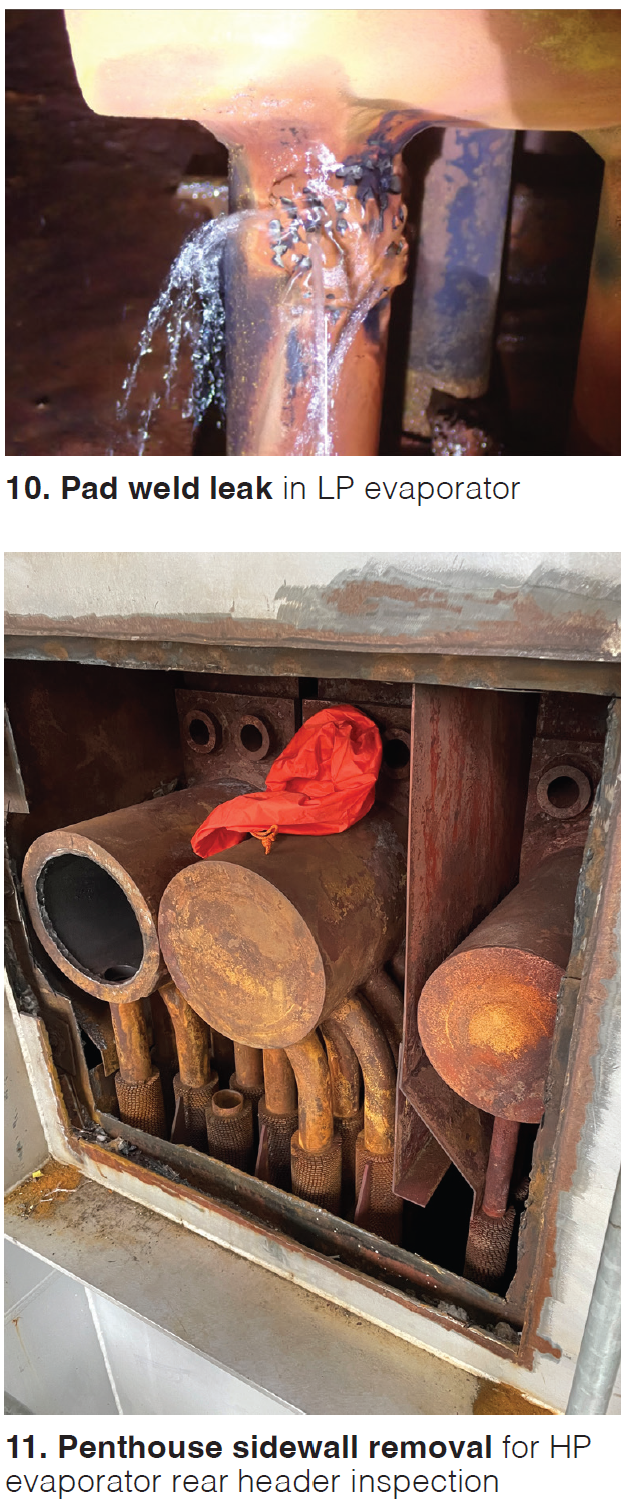
In case histories Beaty said a wet spot was found on the floor under an LP evaporator, traced back to the penthouse with a thin-edged hole found on a tube. TVA made a temporary repair. Then, the pad weld began leaking in multiple locations “likely lining up with all the previous FAC pits.” See Fig 10.
A more conventional repair was performed using both windows cut in the headers and tube plugs. The next step was flat plate plugs.
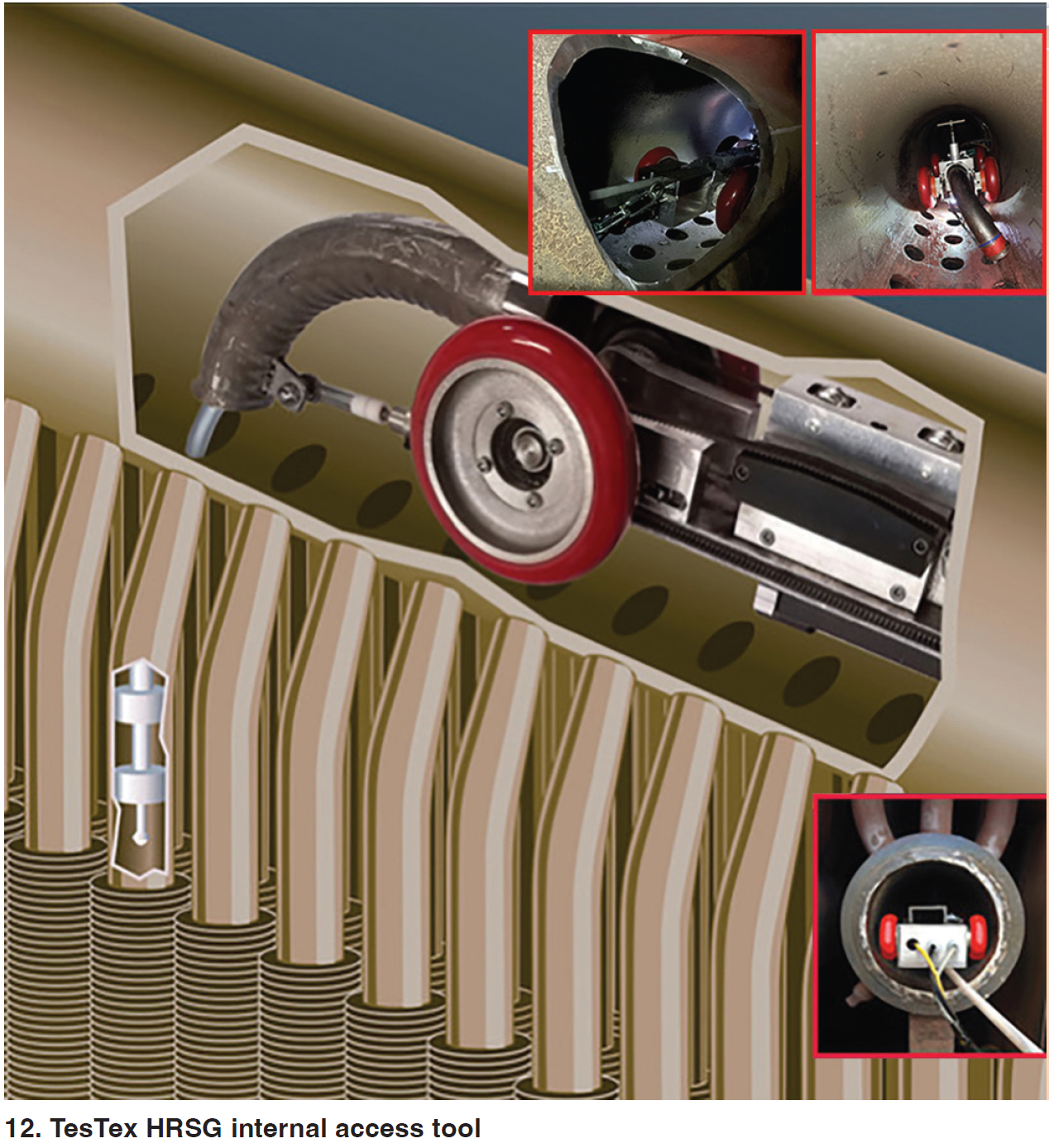
Access to the LP evaporator is difficult on this unit. Inspection required cutting a wall section out of the penthouse and removing the header end plate (Fig 11).
Inspection by TesTex “indicated fairly widespread FAC and “a curious difference between the left- and right-hand sides of the unit,” he noted.
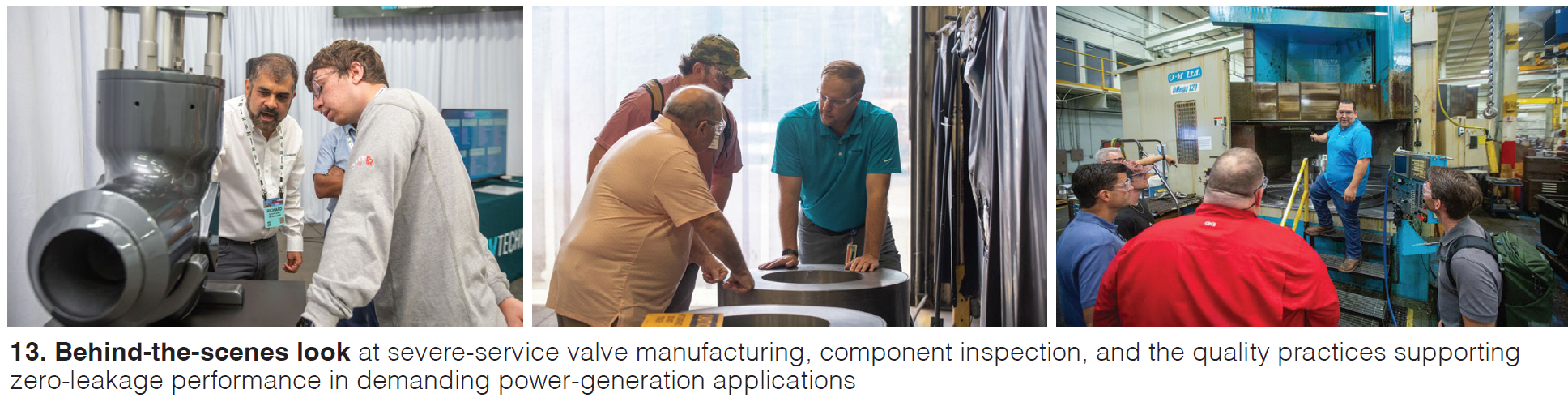
Gowatski (TesTex) then presented Inspection of HRSG tubes using the internal access tool. See Fig 12.
A case history inspection found that 27 tubes had at least 50 percent wall loss. Other units were inspected with similar findings.
“TesTex is currently working with both EPRI and Bob Anderson (Competitive Power) to develop a mechanism to measure the thickness of deposits in HP evaporator tubes that will be attached to a modified version of the Internal Access Tool,” Gowatski said.
He noted another benefit of tool use: it can help determine an exact location for any tube sample removal.
Gowatski requested tube samples from the attendees for this development program.
Bill Kitterman, SVI Bremco, followed with FAC repairs: before, during and after. He listed the typical areas of concern for FAC:
- HP economizers especially tubes with bends.
- HP economizer headers.
- Jumper piping.
- Feed piping.
He stressed understanding the design: J-bevel, socket seat, extruded header, etc. “Understand how your headers are built,” he said.
He also covered pre-repair notifications (jurisdictions/inspectors) and verifying contractor qualifications.
He then provided information on FAC repairs, header replacements, and complete tube replacement, highlighting National Board requirements.
Discussions focused on unit design variations, local rules on investigations, and material specifications in light of global sourcing.
Rafid Al-Mohammadi, Saudi Electricity Company, Rabigh Power Plant, discussed Valve positioner improvements and modifications. The plant suffered multiple pneumatic control valve malfunctions and loss of generating load after two years of operation. High ambient temperature was a significant issue.
Thermal insulation has been added to valves, he said, to keep them cooler.
Ghazi Alshammaari, Saudi Electricity Company, followed with HRSG associated thermal risk: comprehensive evaluation and advanced mitigation strategies.
He focused on primary operation stress factors for HRSGs in Saudi Arabia:
- High ambient temperatures.
- Frequent start/stop cycles.
- Aging infrastructure.
- Fluctuating (unstable) load conditions.
Proposed strategies discussed included:
- Condition-based monitoring.
- Advanced materials and creep-resistant alloys.
- Attemperator optimization and steam temperature control.
- Water chemistry optimization and FAC prevention.
He also offered six areas of risk control:
- Mitigate thermal cycling and fatigue. Install sensors to track metal temperatures.
- Prevent spray water damage and condensate shock. Limit water injection at low steam flows.
- Ensure steam quality to protect downstream equipment. Install analyzers to continuously track trace contaminants.
- Maintain instrumentation accuracy and reliability. Use smart sensors with diagnostic features and built-in drift compensation.
- Minimize corrosion and chemistry imbalances. Adapt water treatment programs to operating conditions.
- Avoid pressure buildup and hazards. Fit pressure relief devices on all piping sections.
Yves Schweizer, Solventum, discussed Dissolved gas control for the power industry. He presented the 3M™ Liqui-Cel™ membrane.
He described hollow-fiber membranes, cartridge manufacturing, and the Liqui-Cel radial flow design with central baffle. Applications include dissolved O2 and CO2 removal.
Thursday – EPRI Technology Transfer Day
A team from EPRI conducted the EPRI Heat Recovery Steam Generator (HRSG) Technology Transfer Day with this agenda:
- HRSG program overview.
- State of the industry; summary of challenges.
- Gas turbine upgrades.
- Flat end cap damage update.
- Backend fouling.
- New HRSG specifications.
- Update on valve hardfacing.
Tom Sambor, EPRI Pressure Parts Area Leader, began with an organizational overview stressing that EPRI is ‘independent, unbiased, and dedicated to the advancement of information.”
Discussing “project deliverables,” he focused on two timely areas: the EPRI Fitness for Service (FFS) Handbook with procedures for analyzing component geometry, and the FFS Handbook on analysis of operating data.
The overall goal, he said, is “to enable continued operation of an ever-aging fleet amid increasing challenges with the supply chain.”
He mentioned the Boiler Reliability Interest Group (BRIG), which is now labeled the Boiler, HRSG and Piping Interest Group (BHPIG). He then offered the HRSG Program Overview.
Damage Mitigation research offers documents on turbine upgrades, optimizing HRSG drains and FAC assessment, among others. A focus is evaluation of thermal transient issues.
Improved Performance research focuses on gas turbine advancements/upgrades, improved HRSG flow distribution, and other areas of thermal performance.
Life Management prepares foundational case histories on methodology, and provides periodic workshops.
Flexible Operations examples include purge procedures to reduce startup time, best practice operational strategies, and the reduction of gas turbine impact on HRSGs during flexible operations.
HRSG Innovations includes methods of steam conditioning beyond traditional attemperation, novel gas turbine exhaust attemperation concepts, and research into new materials and features (e.g. dissimilar metal welds).
Sambor then presented State of the industry: summary of challenges.
Citing the Edison Electric Institute (EEI), he stated that both gas turbines and combined cycles show continued growth, but the operating combined cycle fleet is aging. By 2050, 75 percent of the fleet will be more than 31 years old. At the same time, utilities are reducing key personnel.
His summary:
- Increasing: flexible operations, material complexity, supply chain challenges, alternative repair solutions, and fitness-for-service requirements.
- Decreasing: O&M budgets, Codes/standards awareness, service provider expertise, and engineering and support staff.
This leads to EPRI’s Integrated Life Management Strategy. EPRI offers “a suite of available documents that focus on HRSG fundamentals” and a member benefit known as “EPRI Assist.”
He offered a side note about non-destructive evaluations: “The first question to ask any NDE service provider is: are you participating in EPRI’s Generation Proficiency Assessment Program?” Proper NDE techniques and documentation are essential to life management, he stressed.
Eugene Eagle, Senior Technical Leader, Pressure Parts, followed with Gas turbine upgrades: considerations and case studies. The main topic was “the impact of gas turbine upgrades on heat recovery steam generator components.”
These impacts, he said, are often overlooked:
- GT exhaust gas temperatures and mass flows entering the HRSG.
- Typically, a 1 to 1 correlation of exhaust mass flow to steam flow.
- Moisture content (can increase the energy input).
- Emissions
- Low-load operation issues.
- GT ramp rates.
“Therefore, a critical step,” he said, “is to perform a GT upgrade assessment of the HRSG.”
He reiterated potential HRSG impacts:
- Exceeding design temperatures.
- Exceeding maximum allowable working pressures.
- Increased steam generation; rate and pressure could exceed the stamped nameplate capacity of the HRSG.
“Keep in mind,” he said, “that an HRSG is three boilers in one.”
Other impacts discussed in detail included insufficient safety valve relieving capacities, steam drum separators exceeding design capacities, tube metal temperature increases, impacts on creep life, oxide growth and exfoliation, attemperator performance, duct burner capacity derates, GT backpressure, water and steam velocities, SCR and CO catalyst performance and longevity, evaporator flow, control valves, boiler feed pump capacity, and impact on non-pressure parts (liners, etc.). He then offered Case Studies.
Sambor then returned to discuss Flat end cap damage, a subject of the 2024 Technology Transfer Day. Search “2024 EPRI technology transfer day” at CCJ.
Eugene Eagle next presented Backend fouling: summary and future work. He reviewed the primary current technologies for gas-side tube cleaning along with those being further studied including pressure wave, det (detonation) cord, and foam-based (newest for HRSGs).
Initial EPRI studies considered pressure wave and dry ice blasting. Pressure wave has been tested at the Explosive Research Laboratory at the Colorado School of Mines, followed by in-depth metallurgical analysis of tubes. “No damage was observed in the tube samples tested,” he noted. Det cord has also been vigorously tested.
Foam-based uses a nucleated foam technology, a spray-on that expands on the tubes to loosen debris. This method, he said, has been used “at numerous refineries, including those that have highly restrictive water ecological/conservation regulations, including but not limited to the Puget Sound area, California, and the Mississippi River.” EPRI field tests are planned for Fall 2026.
Will Siefert then gave a Coated finned tubes project update. Tubes were coated and placed into service in 2022. The coating was used for anti-stick properties, to shed foulants in lower temperatures of the HRSG. Questions now being asked: are there also anti-corrosion properties, and are there any plant efficiency effects from thermal conductivity? Siefert’s summary: “This is just the beginning. Results are promising, with a number of questions. It’s a line-of-sight process at the moment,” he said.
Eagle then returned with Recommendations for new HRSG specifications.
His outline:
- Life management challenges and considerations including startup/shutdown/ramp rates.
- Components typically of utmost concern:
- HPSH/RH attemperators.
- HPSH/RH drains.
- Final stage HPSH/RH headers and manifolds.
- Drum nozzles.
- Large branch connections.
- Duct burners.
He also stressed that “premature pressure part damage and failures attributable to thermal mechanical fatigue are common in HRSGs, particularly those equipped with advanced gas turbines, exposed to periods of frequent start-stop operation, and rapid startup.
He offered an in-depth review of an EPRI publication, Heat Recovery Steam Generator Procurement Specification, from 2013 (EPRI Report 3002001315).
This report lists “critical features that should be included in every specification covering topics such as pre-commissioning chemical cleaning, an auxiliary boiler of sufficient capacity, freestanding stack insulated up to a remotely controlled damper, seamless HP SH and RH piping/manifolds/headers/tubing, unrestrained thermal expansion of all pressure parts, steam piping/manifolds/drains with a minimum continuous downward slope of two percent, automatic drain system, proper casing access doors, nitrogen blanketing system on HP/IP/LP drums, and steam sparging system for HP/IP/LP evaporators (among others).”
He covered a number of other important questions to consider dealing with HRSG specified life, interstage and final attemperators, drain systems, drum nozzle design, piping and manifolds, duct burners, and purge credit hardware/software. All and more were discussed in detail.
Many questions followed including freeze protection, thermal gradients and shutdown, non-ASME Code issues, and penthouse design to protect instrumentation around the drum.
The EPRI specification document is available at no cost by searching for “Heat Recovery Steam Generator Procurement Specification” at www.epri.com.
The final EPRI presentation, by Will Siefert, Engineer IV, Pressure Parts, was an Update on valve hardfacing.
He noted that Stellite welding is becoming a lost art, as are other specific welding skills.
A solution is important to those experiencing valve hardfacing cracking and disbanding (liberation). Siefert noted that this is not restricted to one design, component, or manufacturer.
EPRI performed a preliminary, independent evaluation of service exposed (~100k hours, 2,500 cycles) valve components with an alternative to Co-based hardfacing, termed an HVOF (High Velocity Oxygen Fuel) coating. Evaluation of HVOF revealed no signs of local coating delamination, and the bond integrity appeared to be retained after indentation testing. EPRI intends to perform more detailed evaluations.
Friday Tour
On the final day, ValvTechnologies hosted the first ever HRSG Forum shop tour giving attendees a behind-the-scenes look at the company’s processes, people, and quality-control practices (Fig 13). With more than 35 years of experience, the company has focused on helping customers address both daily valve problems and broader system-wide challenges safely and efficiently. CCJ


